双面齿片散热器加工工装的制作方法
本技术属于散热器加工工装,具体涉及一种双面齿片散热器加工工装。
背景技术:
1、现有的双面齿片散热器的加工工艺主要包括两种,第一种:使用模具对铝材挤压型材,再经过机械加工获得所需要的形状和尺寸的双面齿片散热器;此种方法的模具费用较多,开发成本高。第二种:使用铲齿机加工齿片,得到两个单面齿片散热器,再采用锡焊的方法将两个单面齿片散热器的基板焊接到一起,得到双面齿片散热器。此种方法具有以下不足:焊锡焊接的成本高,并且,焊锡增大热阻,降低散热器的导热性能。因此,如何简单低成本的加工得到双面齿片散热器,是目前需要解决的问题。
技术实现思路
1、针对现有技术存在的缺陷,本实用新型提供一种双面齿片散热器加工工装,可有效解决上述问题。
2、本实用新型采用的技术方案如下:
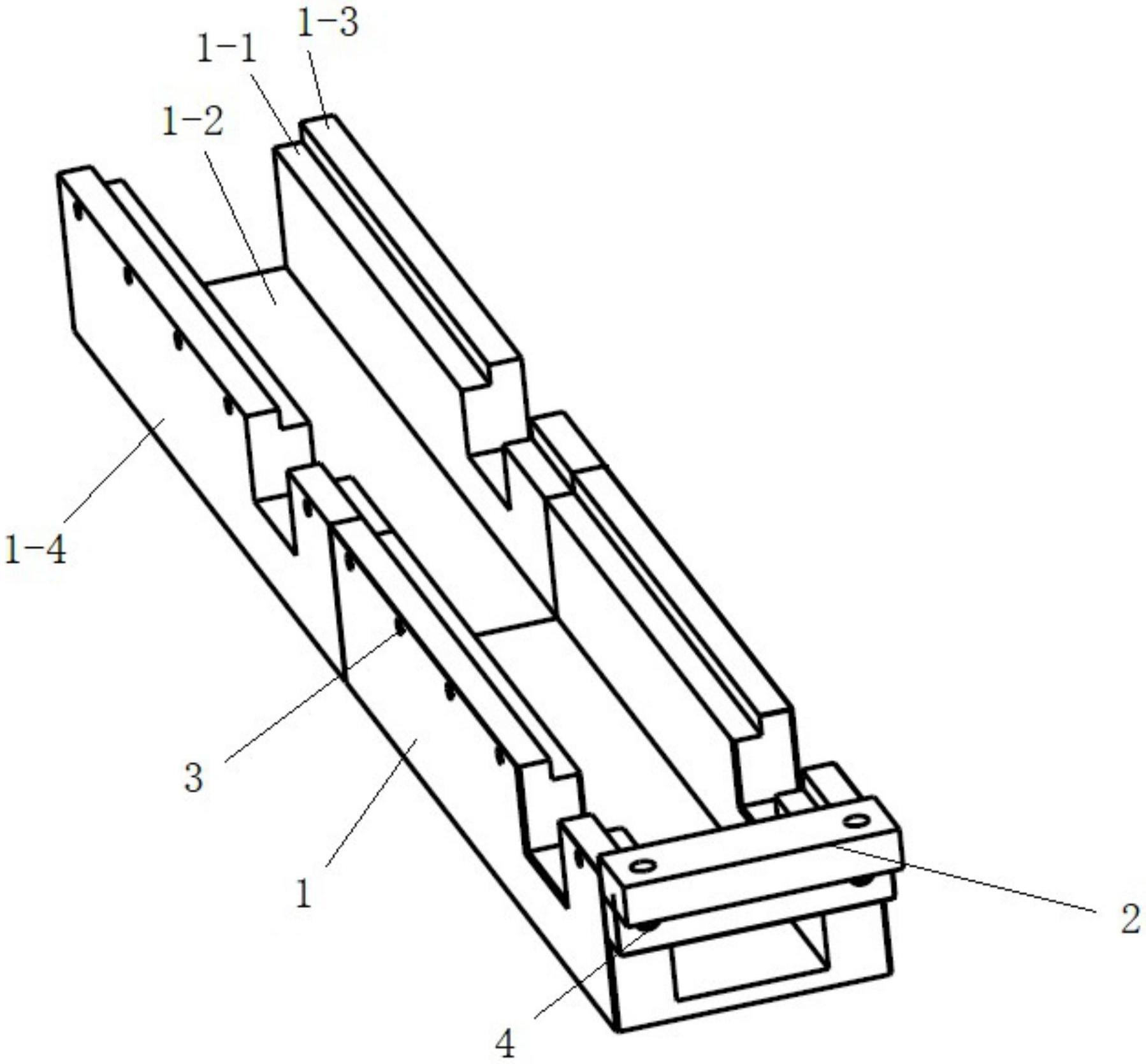
3、本实用新型提供一种双面齿片散热器加工工装,包括导轨底座(1)和挡块(2);
4、所述导轨底座(1)的顶部内侧加工有用于支撑散热器基板的导轨面(1-1),所述导轨面(1-1)的下方空间为用于容置散热器单面齿片的槽体(1-2);所述导轨面(1-1)的上方空间为用于容置散热器另一个单面齿片的空间;所述导轨底座(1)的侧壁设置有多个锁紧螺钉(3),所述锁紧螺钉(3)水平设置,其端部与所述导轨面(1-1)相通,进而抵于所述散热器基板的侧面,将所述散热器基板锁紧固定;所述导轨底座(1)的后端固定安装所述挡块(2)。
5、优选的,所述槽体(1-2)为矩形槽体。
6、优选的,所述导轨底座(1)的顶面(1-3)到所述导轨面(1-1)的距离,大于散热器单面齿片的高度;所述槽体(1-2)的高度,大于散热器单面齿片的高度。
7、优选的,所述挡块(2)通过连接螺钉(4)与所述导轨底座(1)的后端固定。
8、优选的,所述导轨底座(1)包括多个导轨底座单元(1-4);各个所述导轨底座单元(1-4)顺序首尾拼接并固定,形成所述导轨底座(1)。
9、本实用新型提供的双面齿片散热器加工工装具有以下优点:
10、本实用新型提供的双面齿片散热器加工工装,能够辅助简单快速方便的加工得到双面齿片散热器,缩短生产周期,降低制作成本。
技术特征:
1.一种双面齿片散热器加工工装,其特征在于,包括导轨底座(1)和挡块(2);
2.根据权利要求1所述的双面齿片散热器加工工装,其特征在于,所述槽体(1-2)为矩形槽体。
3.根据权利要求1所述的双面齿片散热器加工工装,其特征在于,所述导轨底座(1)的顶面(1-3)到所述导轨面(1-1)的距离,大于散热器单面齿片的高度;所述槽体(1-2)的高度,大于散热器单面齿片的高度。
4.根据权利要求1所述的双面齿片散热器加工工装,其特征在于,所述挡块(2)通过连接螺钉(4)与所述导轨底座(1)的后端固定。
5.根据权利要求1所述的双面齿片散热器加工工装,其特征在于,所述导轨底座(1)包括多个导轨底座单元(1-4);各个所述导轨底座单元(1-4)顺序首尾拼接并固定,形成所述导轨底座(1)。
技术总结
本技术提供一种双面齿片散热器加工工装,包括导轨底座和挡块;所述导轨底座的顶部内侧加工有用于支撑散热器基板的导轨面,所述导轨面的下方空间为用于容置散热器单面齿片的槽体;所述导轨面的上方空间为用于容置散热器另一个单面齿片的空间;所述导轨底座的侧壁设置有多个锁紧螺钉,所述锁紧螺钉水平设置,其端部与所述导轨面相通,进而抵于所述散热器基板的侧面,将所述散热器基板锁紧固定;所述导轨底座的后端固定安装所述挡块。本技术提供的双面齿片散热器加工工装,能够辅助简单快速方便的加工得到双面齿片散热器,缩短生产周期,降低制作成本。
技术研发人员:韩晓霞,吴长南,韩永军,张实丹
受保护的技术使用者:北京维通利电气有限公司
技术研发日:20230510
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!