桁架臂弦杆定位工装的制作方法
本技术涉及定位工装,具体地,涉及一种桁架臂弦杆定位工装。
背景技术:
1、在现有技术中,对于桁架臂弦杆的预制,是通过保证工装台面的平面度和定位销的间距尺寸来保证弦杆的安装尺寸,在进行桁架臂弦杆摆搭定位铆焊时,是以两销轴孔定位,将接头、方管放置于工装上摆搭定位,再进行铆焊。且在现有技术中,对桁架臂弦杆摆搭铆焊时,仅对桁架臂弦杆的接头进行穿插固定,对于方管和接头的平面无定位,容易导致方管中心线与耳板孔中心出现偏差,也容易导致弦杆上侧面平面度超差,还容易出现错位的质量问题。
技术实现思路
1、针对现有技术的上述至少一种缺陷或不足,本实用新型提供了一种桁架臂弦杆定位工装,能够保证方管和接头的平面度,避免在铆焊过程中出现方管和接头错位的情况,提高桁架臂弦杆的铆焊质量。
2、为实现上述目的,本实用新型提供了一种桁架臂弦杆定位工装,其包括:
3、工装平台,用于支撑桁架臂弦杆中待摆搭定位的矩形杆体和杆端接头;
4、摆搭基准结构,设置在所述工装平台上且包括接头定位销和周壁定位结构,所述接头定位销用于供所述杆端接头的接头销孔穿套,所述周壁定位结构形成有用于供所述杆端接头的周壁平面和所述矩形杆体的周壁平面共同贴靠定位的定位基准平面;和
5、摆搭锁定结构,设置在所述工装平台上且用于将已摆搭定位的所述矩形杆体和所述杆端接头锁定。
6、可选地,所述接头定位销从所述工装平台竖直向上延伸设置,所述周壁定位结构形成为固定挡块,所述固定挡块的横向壁面形成有所述定位基准平面,所述摆搭锁定结构包括用于压接所述矩形杆体和所述杆端接头的压接装置。
7、可选地,所述固定挡块可拆卸地设置在所述工装平台上。
8、可选地,所述压接装置包括能够与所述定位基准平面共同沿横向压紧所述矩形杆体和所述杆端接头的横向压接装置。
9、可选地,所述横向压接装置包括底座、第一螺纹套、第一螺杆、横向压头和第一旋柄,所述底座设置在所述工装平台上,所述第一螺纹套设置在所述底座上,所述第一螺杆沿横向穿连所述第一螺纹套,所述第一螺杆的横向两端分别连接有所述横向压头和所述第一旋柄,所述横向压头面向所述定位基准平面设置。
10、可选地,所述压接装置还包括能够与所述工装平台共同沿竖向压紧所述矩形杆体和所述杆端接头的竖向压接装置。
11、可选地,所述竖向压接装置包括阶梯轴、转动套、松紧螺母、摆臂、第二螺纹套、第二螺杆、竖向压头和第二旋柄,所述阶梯轴垂直于所述工装平台设置,所述转动套可转动地套设在所述阶梯轴的顶部,所述转动套的底端面与所述阶梯轴的周壁台阶面抵接,所述阶梯轴的顶端穿出所述转动套且与所述松紧螺母形成螺纹配合,所述摆臂的横向一端连接所述转动套且横向另一端连接所述第二螺纹套,所述第二螺杆沿竖向穿连所述第二螺纹套,所述第二螺杆的竖向两端分别连接有所述竖向压头和所述第二旋柄,所述竖向压头面向所述工装平台设置。
12、可选地,所述压接装置形成为手动压接装置或自动压接装置。
13、可选地,所述工装平台包括平台主体以及在所述平台主体上沿所述矩形杆体的长度方向间隔布置的第一定位基座和第二定位基座,所述第一定位基座和所述第二定位基座上均设有所述摆搭基准结构和所述摆搭锁定结构。
14、可选地,所述工装平台包括多个所述第二定位基座,所述第一定位基座和多个所述第二定位基座沿所述矩形杆体的长度方向依次间隔布置。
15、通过上述技术方案,在需要进行桁架臂弦杆铆焊时,将待摆搭定位的矩形杆体和杆端接头放置在工装平台上,通过接头定位销穿套固定杆端接头,通过周壁定位结构定位矩形杆体和杆端接头,以保证矩形杆体和杆端接头的平面度,再通过摆搭锁定结构将已摆搭定位的矩形杆体和杆端接头锁定,使得矩形杆体和杆端接头固定在工装平台上,以便后续进行铆焊工作。相比于现有技术,通过采用本实施例的桁架臂弦杆定位工装完成对桁架臂弦杆各部件的摆搭定位,可以使桁架臂弦杆的各个部件固定在桁架臂弦杆定位工装上,保证矩形杆体和杆端接头的平面度,避免在后续进行铆焊过程中,矩形杆体和杆端接头出现错位的情况,保证了桁架臂弦杆铆焊的质量。
16、本实用新型的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种桁架臂弦杆定位工装,其特征在于,所述桁架臂弦杆定位工装包括:
2.根据权利要求1所述的桁架臂弦杆定位工装,其特征在于,所述接头定位销(2)从所述工装平台(1)竖直向上延伸设置,所述周壁定位结构(3)形成为固定挡块,所述固定挡块的横向壁面形成有所述定位基准平面,所述摆搭锁定结构包括用于压接所述矩形杆体(61)和所述杆端接头(62)的压接装置。
3.根据权利要求2所述的桁架臂弦杆定位工装,其特征在于,所述固定挡块可拆卸地设置在所述工装平台(1)上。
4.根据权利要求2所述的桁架臂弦杆定位工装,其特征在于,所述压接装置包括能够与所述定位基准平面共同沿横向压紧所述矩形杆体(61)和所述杆端接头(62)的横向压接装置(4)。
5.根据权利要求4所述的桁架臂弦杆定位工装,其特征在于,所述横向压接装置(4)包括底座(41)、第一螺纹套(42)、第一螺杆(43)、横向压头(44)和第一旋柄(45),所述底座(41)设置在所述工装平台(1)上,所述第一螺纹套(42)设置在所述底座(41)上,所述第一螺杆(43)沿横向穿连所述第一螺纹套(42),所述第一螺杆(43)的横向两端分别连接有所述横向压头(44)和所述第一旋柄(45),所述横向压头(44)面向所述定位基准平面设置。
6.根据权利要求4所述的桁架臂弦杆定位工装,其特征在于,所述压接装置还包括能够与所述工装平台(1)共同沿竖向压紧所述矩形杆体(61)和所述杆端接头(62)的竖向压接装置(5)。
7.根据权利要求6所述的桁架臂弦杆定位工装,其特征在于,所述竖向压接装置(5)包括阶梯轴(51)、转动套(52)、松紧螺母(53)、摆臂(54)、第二螺纹套(55)、第二螺杆(56)、竖向压头(57)和第二旋柄(58),所述阶梯轴(51)垂直于所述工装平台(1)设置,所述转动套(52)可转动地套设在所述阶梯轴(51)的顶部,所述转动套(52)的底端面与所述阶梯轴(51)的周壁台阶面抵接,所述阶梯轴(51)的顶端穿出所述转动套(52)且与所述松紧螺母(53)形成螺纹配合,所述摆臂(54)的横向一端连接所述转动套(52)且横向另一端连接所述第二螺纹套(55),所述第二螺杆(56)沿竖向穿连所述第二螺纹套(55),所述第二螺杆(56)的竖向两端分别连接有所述竖向压头(57)和所述第二旋柄(58),所述竖向压头(57)面向所述工装平台(1)设置。
8.根据权利要求2所述的桁架臂弦杆定位工装,其特征在于,所述压接装置形成为手动压接装置或自动压接装置。
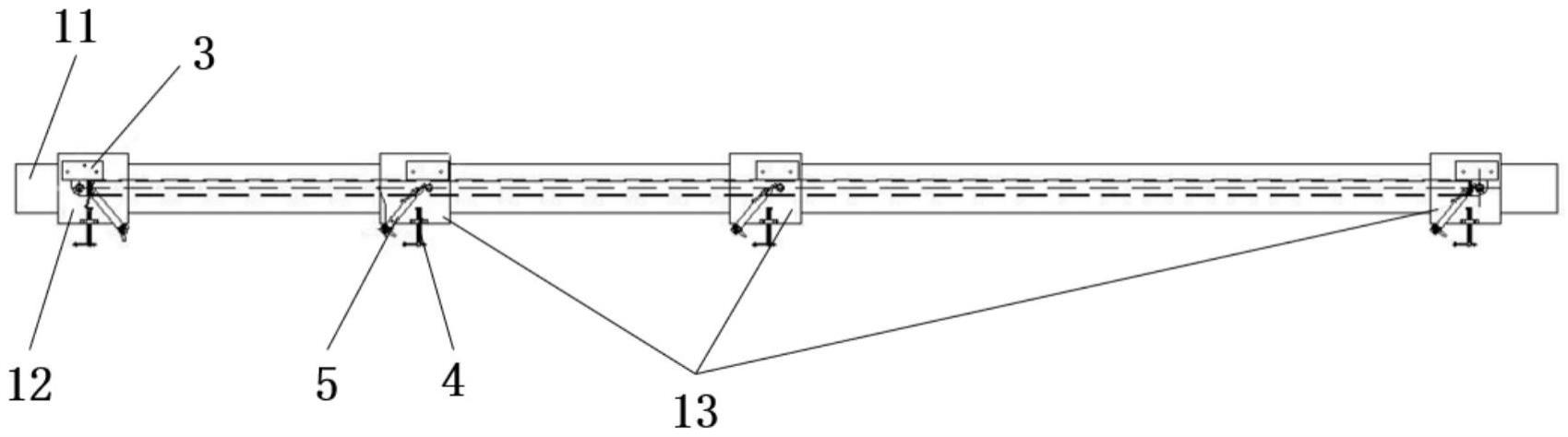
9.根据权利要求1至8中任意一项所述的桁架臂弦杆定位工装,其特征在于,所述工装平台(1)包括平台主体(11)以及在所述平台主体(11)上沿所述矩形杆体(61)的长度方向间隔布置的第一定位基座(12)和第二定位基座(13),所述第一定位基座(12)和所述第二定位基座(13)上均设有所述摆搭基准结构和所述摆搭锁定结构。
10.根据权利要求9所述的桁架臂弦杆定位工装,其特征在于,所述工装平台(1)包括多个所述第二定位基座(13),所述第一定位基座(12)和多个所述第二定位基座(13)沿所述矩形杆体(61)的长度方向依次间隔布置。
技术总结
本技术属于定位工装领域,公开了一种桁架臂弦杆定位工装,其包括:工装平台,用于支撑桁架臂弦杆中待摆搭定位的矩形杆体和杆端接头;摆搭基准结构,设置在工装平台上且包括接头定位销和周壁定位结构,接头定位销用于供杆端接头的接头销孔穿套,周壁定位结构形成有用于供杆端接头的周壁平面和矩形杆体的周壁平面共同贴靠定位的定位基准平面;和摆搭锁定结构,设置在工装平台上且用于将已摆搭定位的矩形杆体和杆端接头锁定。通过采用本技术,可以完成对矩形杆体和杆端接头的摆搭定位,且能保证矩形杆体和杆端接头的平面度,避免在后续进行铆焊过程中,矩形杆体和杆端接头出现错位的情况,保证了桁架臂弦杆铆焊的质量。
技术研发人员:肖挺,王俊杰,刘辉,钟勇,邹志刚
受保护的技术使用者:中联重科建筑起重机械有限责任公司
技术研发日:20230510
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!