多工位气液增压平口钳的制作方法
本技术涉及平口钳,具体涉及多工位气液增压平口钳。
背景技术:
1、随着科技的发展,对工件的加工精度和加工效率要求是越来越高,如何做出理想的产品,不仅要求有高精度的机床,同时还需要成熟的工艺过程,而且对夹具的结构合理性提出高要求。夹具的使用向高效率,低劳动强度的方向发展。平口钳又名机用虎钳,是一种通用夹具,常用于安装小型工件,它是铣床、钻床的随机附件,将其固定在机床工作台上,用来夹持工件进行切削加工。
2、现有技术中如公开号为号 cn202540173u的中国专利公开了一种新型液压平口钳,其包括平口钳主体,所述的平口钳主体上固定连接液压动力装置, 所述的液压动力装置设置在平口钳导轨面上并推动平口钳钳口运动,通过采用液压动力装置推动钳口夹紧工件,但是此平口钳无法配合多工位机床多工位同时加工,同时对工件的固定效果一般且可调节性差。
技术实现思路
1、本实用新型的目的是为了克服现有技术存在的缺点和不足,而提供一种多工位气液增压平口钳。
2、本实用新型所采取的技术方案如下:多工位气液增压平口钳,其包括有:
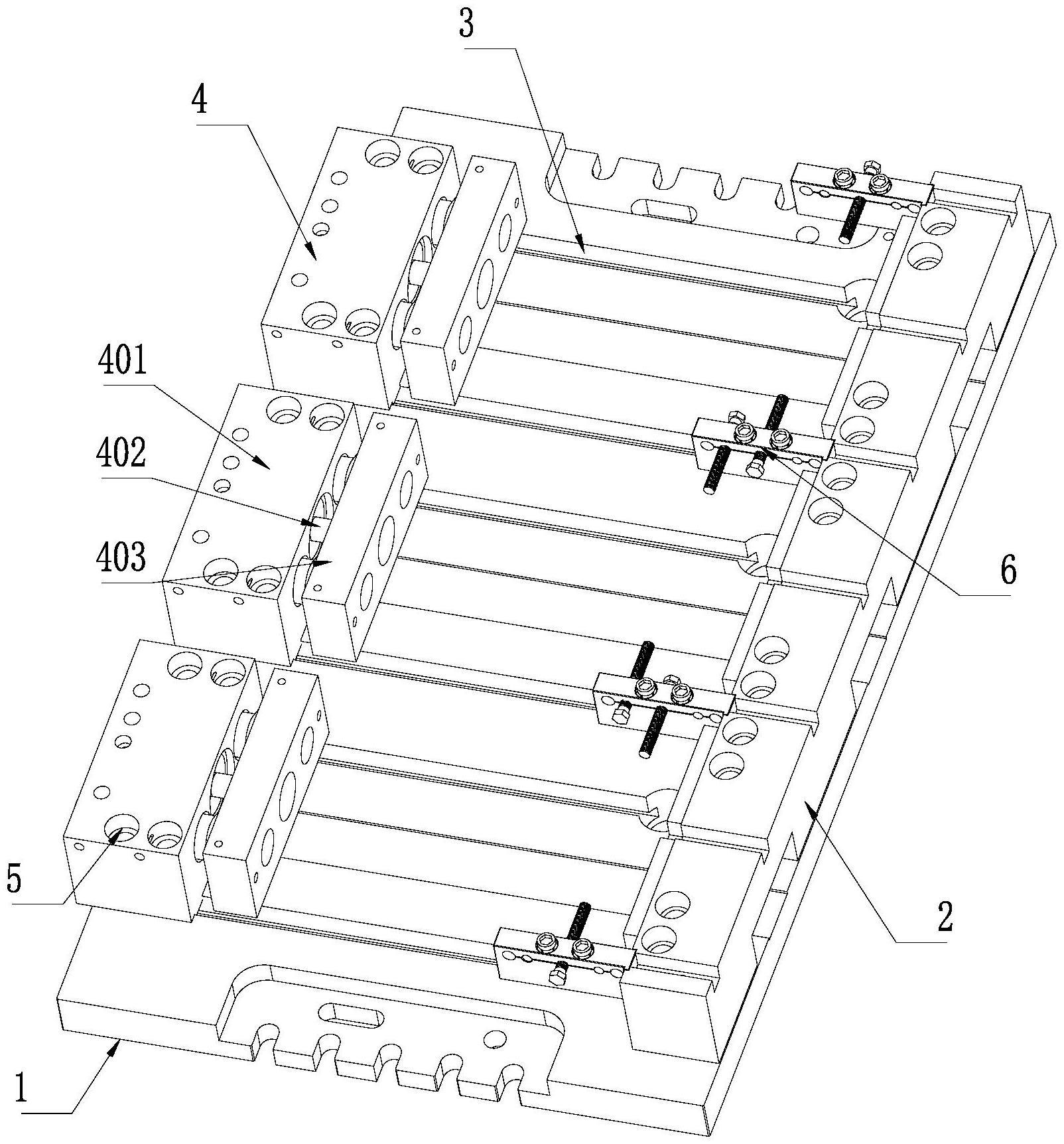
3、底板,所述底板上设置有夹持工位,所述夹持工位包括有挡块、沿x轴方向设置的导轨以及夹具液压缸,所述挡块与夹具液压缸,其一滑动设置于导轨,另一固定于底板;
4、所述夹具液压缸包括有缸体与前压板,所述缸体内设置有活塞组件,所述活塞组件包括有可伸缩的活塞杆,所述活塞杆远离缸体的一端与前压板相连接;
5、执行器,所述执行器用于为夹具液压缸中的活塞组件提供动力将工件夹持在前压板与挡块之间,所述执行器连接有气液增压器;
6、夹具固定组件,其用于将夹具液压缸的缸体在导轨内任意位置固定或者将挡块在导轨内任意位置固定;
7、工件定位组件,其用于在y轴方向上对工件进行定位。
8、所述导轨的横截面为倒t形的导槽,所述夹具固定组件包括有沿z轴方向设置于缸体或者挡块上的固定孔、固定螺栓与固定螺母,所述固定螺栓的头部或者固定螺母滑动设置于导槽,所述固定螺栓穿过固定孔与固定螺母相连接。
9、所述工件定位组件包括有沿x轴方向设置于挡块的定位板,所述定位板沿y轴方向设置有调节螺孔, 所述调节螺孔内设置有调节螺栓;
10、所述定位板沿y轴方向贯穿设置有松紧通槽,所述松紧通槽将调节螺孔切割开,所述定位板的上端面沿z轴方向设置有锁紧孔,所述锁紧孔贯穿松紧通槽,所述锁紧孔内设置有锁紧螺栓,所述锁紧螺栓旋紧时,所述调节螺栓被调节螺孔夹紧固定。
11、所述底板上沿x轴方向设置有第一齿条,滑动设置于所述导轨上的缸体或者挡块的底部设置有与第一齿条相啮合的第二齿条。
12、所述缸体在所述活塞杆两侧位置均设置有导孔,所述导孔内滑动设置有导杆,所述导杆远离缸体的一端与前压板相连接,所述导杆远离缸体一端的外壁向外延伸扩大形成承压法兰,所述承压法兰与前压板靠近缸体的表面相抵接,所述前压板朝向缸体的端面设置有与承压法兰相适配的定位支撑槽。
13、所述活塞杆与导杆运动方向和底板非平行设置,两者靠近前压板的一头朝向底板向底板倾斜设置,所述前压板靠近挡块的夹持面与活塞杆和导杆非平行设置,所述前压板靠近挡块的夹持面与挡块抵压工件的端面相平行设置。
14、所述缸体靠近两端口位置与导杆之间均设置有第三调节套,所述缸体上端面朝向其中一个第三调节套设置有第一调节螺孔,所述缸体下端面朝向另一个第三调节套设置有第二调节螺孔,所述第一调节螺孔与第二调节螺孔均与导孔相连通,并且两者均设置有第二调节螺栓,所述第二调节螺栓的末端抵触于第三调节套。
15、所述导孔贯穿缸体,所述导孔与导杆之间设置有调节组件,所述调节组件用于通过在缸体和调节组件分别设置两个锥面相对移动来调节导杆与导孔的间隙且使得两者位于同一轴线。
16、所述导孔的两端口处均设置有连接部,两个所述连接部均设置有调节组件,所述调节组件包括第一调节套、套盖与平垫,所述连接部沿导孔方向设置有第一锥形面且直径逐渐减小,所述第一调节套的外周面为与第一锥形面相适配的第二锥形面,其远离导孔一端设置有凸肩,所述平垫设置于凸肩与连接部之间,所述套盖与连接部螺纹连接将第一调节套固定于连接部,所述第一调节套沿轴线方向设置有若干开槽。
17、所述活塞组件还包括有设置在所述缸体内的活塞腔,所述活塞腔内设置有活塞,所述活塞腔朝向前压板一端设置有开口,所述开口内设置有前盖,所述活塞杆贯穿前盖,其一端设置有凸环且抵接至活塞,其另一端设置有外螺纹与前压板连接,所述活塞杆上套设有弹簧且位于凸环与前盖之间,所述活塞腔周向内壁设置有若干密封环槽,所述密封环槽内设置有密封圈。
18、各所述夹持工位内夹具液压缸的缸体构成一体化缸体,所述一体化缸体上设置有贯穿各活塞组件的油孔且与执行器连接。
19、本实用新型的有益效果如下:本实用新型中设置多个夹持工位可以与多工位机床配合,提升工件加工效率,同时专门设计夹具液压缸对工件稳定夹持,其中工件定位组件进一步地提升对工件夹持的稳定性,而夹具固定组件提升了平口钳的适用范围以及可调节性。
技术特征:
1.多工位气液增压平口钳,其特征在于,包括有:
2.根据权利要求1所述的多工位气液增压平口钳,其特征在于,所述导轨(3)的横截面为倒t形的导槽,所述夹具固定组件(5)包括有沿z轴方向设置于缸体(401)或者挡块(2)上的固定孔(501)、固定螺栓(502)与固定螺母(503),所述固定螺栓(502)的头部或者固定螺母(503)滑动设置于导槽,所述固定螺栓(502)穿过固定孔(501)与固定螺母(503)相连接。
3. 根据权利要求1所述的多工位气液增压平口钳,其特征在于,所述工件定位组件(6)包括有沿x轴方向设置于挡块(2)的定位板(601),所述定位板(601)沿y轴方向设置有调节螺孔(602), 所述调节螺孔(602)内设置有调节螺栓(603);
4.根据权利要求1所述的多工位气液增压平口钳,其特征在于,所述底板(1)上沿x轴方向设置有第一齿条(7),滑动设置于所述导轨(3)上的缸体(401)或者挡块(2)的底部设置有与第一齿条(7)相啮合的第二齿条(8)。
5.根据权利要求1至4任一项所述的多工位气液增压平口钳,其特征在于,所述缸体(401)在所述活塞杆(403)两侧位置均设置有导孔(406),所述导孔(406)内滑动设置有导杆(407),所述导杆(407)远离缸体(401)的一端与前压板(402)相连接,所述导杆(407)远离缸体(401)一端的外壁向外延伸扩大形成承压法兰(408),所述承压法兰(408)与前压板(402)靠近缸体(401)的表面相抵接,所述前压板(402)朝向缸体(401)的端面设置有与承压法兰(408)相适配的定位支撑槽(409)。
6.根据权利要求5所述的多工位气液增压平口钳,其特征在于,所述活塞杆(403)与导杆(407)运动方向和底板非平行设置,两者靠近前压板(402)的一头朝向底板(1)向底板(1)倾斜设置,所述前压板(402)靠近挡块(2)的夹持面与活塞杆(403)和导杆(407)非平行设置,所述前压板(402)靠近挡块的夹持面与挡块(2)抵压工件的端面相平行设置。
7. 根据权利要求5所述的多工位气液增压平口钳,其特征在于, 所述缸体(401)靠近两端口位置与导杆(407)之间均设置有第三调节套(914),所述缸体(401)上端面朝向其中一个第三调节套(914)设置有第一调节螺孔(909),所述缸体(401)下端面朝向另一个第三调节套(914)设置有第二调节螺孔(915),所述第一调节螺孔(909)与第二调节螺孔(915)均与导孔(406)相连通,并且两者均设置有第二调节螺栓(910),所述第二调节螺栓(910)的末端抵触于第三调节套(914)。
8.根据权利要求5所述的多工位气液增压平口钳,其特征在于,所述导孔(406)贯穿缸体(401),所述导孔(406)与导杆(407)之间设置有调节组件(9),所述调节组件(9)用于通过在缸体(401)和调节组件(9)分别设置两个锥面相对移动来调节导杆(407)与导孔(406)的间隙且使得两者位于同一轴线。
9.根据权利要求8所述的多工位气液增压平口钳,其特征在于,所述导孔(406)的两端口处均设置有连接部(410),两个所述连接部(410)均设置有调节组件(9),所述调节组件(9)包括第一调节套(91)、套盖(92)与平垫(93),所述连接部(410)沿导孔(406)方向设置有第一锥形面(411)且直径逐渐减小,所述第一调节套(91)的外周面为与第一锥形面(411)相适配的第二锥形面(911),其远离导孔(406)一端设置有凸肩(912),所述平垫(93)设置于凸肩(912)与连接部(410)之间,所述套盖(92)与连接部(410)螺纹连接将第一调节套(91)固定于连接部(410),所述第一调节套(91)沿轴线方向设置有若干开槽(913)。
10.根据权利要求5所述的多工位气液增压平口钳,其特征在于,所述活塞组件还包括有设置在所述缸体(401)内的活塞腔(412),所述活塞腔(412)内设置有活塞(413),所述活塞腔(412)朝向前压板(402)一端设置有开口,所述开口内设置有前盖(414),所述活塞杆(403)贯穿前盖(414),其一端设置有凸环(415)且抵接至活塞(413),其另一端设置有外螺纹与前压板(402)连接,所述活塞杆(403)上套设有弹簧(416)且位于凸环(415)与前盖(414)之间,所述活塞腔(412)周向内壁设置有若干密封环槽(417),所述密封环槽(417)内设置有密封圈。
11.根据权利要求5所述的多工位气液增压平口钳,其特征在于,各所述夹持工位(101)内夹具液压缸(4)的缸体(401)构成一体化缸体(10),所述一体化缸体(10)上设置有贯穿各活塞组件的油孔且与执行器连接。
技术总结
本技术提供一种多工位气液增压平口钳,属于平口钳技术领域,其包括有:底板、执行器、夹具固定组件与工件定位组件,底板上设置有至少两个夹持工位,夹持工位包括有挡块、导轨与夹具液压缸,夹具液压缸包括有缸体与前压板,缸体内设置有活塞组件,活塞组件包括活塞杆,活塞杆与前压板连接,执行器连接有气液增压器;夹具固定组件用于将夹具液压缸的缸体在导轨内任意位置固定;工件定位组件用于在对工件进行定位;本技术中设置多个夹持工位可以与多工位机床配合,提升工件加工效率,同时专门设计夹具液压缸对工件稳定夹持,其中工件定位组件进一步地提升对工件夹持的稳定性,而夹具固定组件提升了平口钳的适用范围以及可调节性。
技术研发人员:黄维斌,金征宇,余冬雪
受保护的技术使用者:乐清市宗久气动制造有限公司
技术研发日:20230517
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!