一种汽车门板装配设备的制作方法
本技术涉及汽车门板加工,具体涉及一种汽车门板装配设备。
背景技术:
1、内饰门板作为最重要的汽车内饰部件,每年有上千万的市场需求。内饰门板的装配部件繁多,尺寸规格大,目前市场上门板的装配制作都以手工方式完成。随着人工成本压力的增大和市场品质要求的不断提高,不断的压缩着门板制作商的利润空间。
2、相关技术中的门板装配工艺主要采用以下步骤:1)手工方式将水切条、中饰板、高音和低音网罩、高音和低音亮条、地图袋分别装入门板的相应位置,用手持式焊枪进行焊接;2)手工将拉手盒、肘靠、拉手骨架分别装入相应位置,用手持式螺钉枪进行螺钉安装;3)隔音棉铺设,再用手持式焊枪进行隔音棉焊接;4)手动卡扣安装。现有的门板装配工艺一般配置15-25个装配人员,5-10把手持式焊枪,3-5把手持式螺钉枪;该过程的装配速度过慢,需要较多人力物力的投入,装配流畅性较差,装配效率较低。
技术实现思路
1、本实用新型的主要目的是提出一种汽车门板装配设备,旨在提高装配的流畅性和操作效率。
2、本实用新型所要解决的上述问题通过以下技术方案以实现:
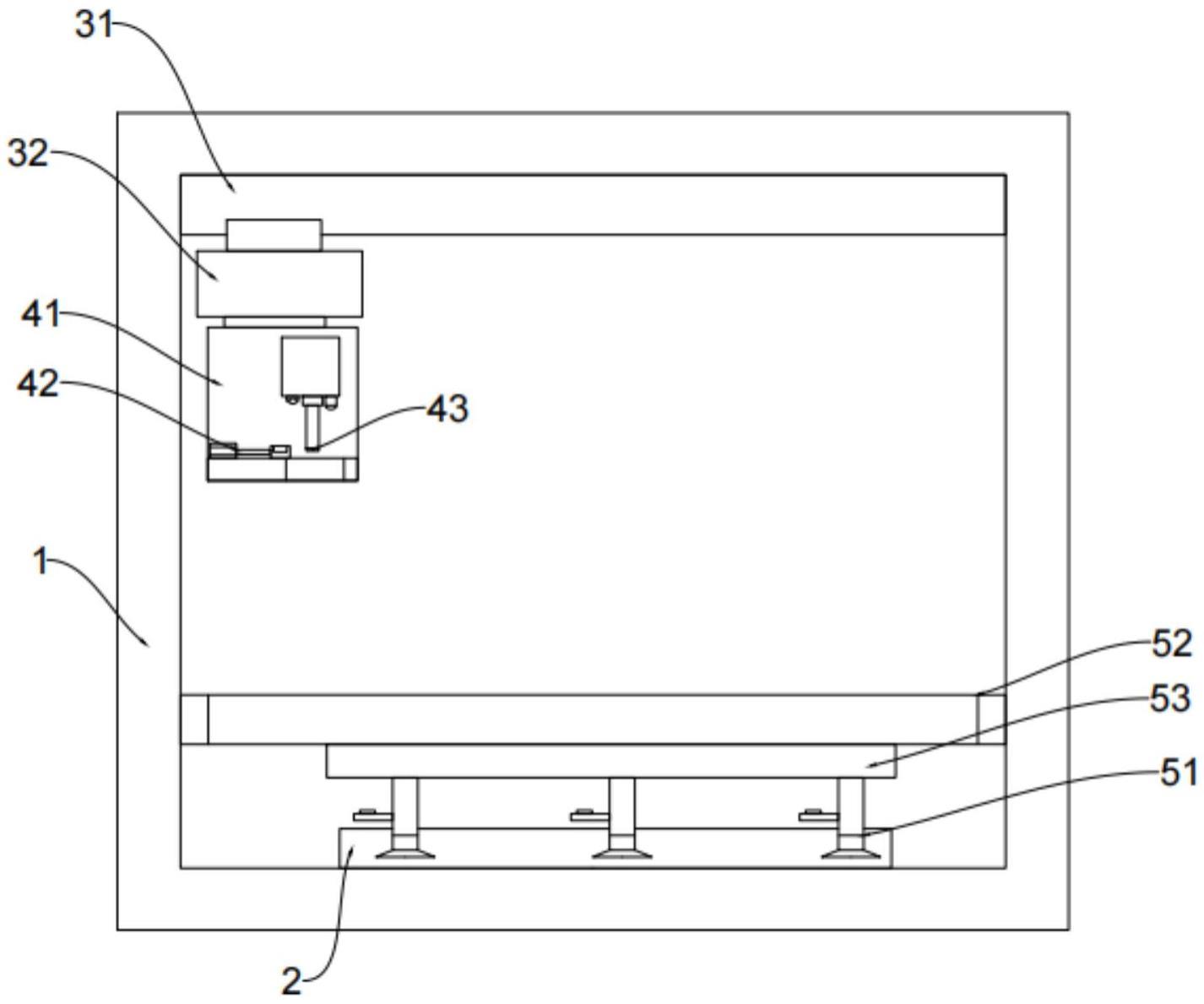
3、一种汽车门板装配设备,包括:
4、机架,所述机架上设有置放座,所述置放座用于置放汽车门板;
5、定位装置,所述定位装置包括升降驱动部件和至少一个定位柱,所述升降驱动部件连接于机架上且与所述定位柱连接,以使所述定位柱朝向所述汽车门移动,并且所述定位柱与所述汽车门移动定位抵接;
6、挤压装配装置,所述挤压装配装置包括上料机构和推动机构;所述上料机构活动连接于所述机架上,且输送装配零件至第一工位;所述推动机构活动连接于机架上,并且所述推动机构上设有第一吸附部件,所述第一吸附部件用于将处于所述第一工位的所述装配零件吸附至所述汽车门板。
7、优选的,所述第一吸附部件选用第一吸盘。
8、优选的,挤压装配装置还包括l型的安装架;所述上料机构连接于所述安装架的水平部上,并且所述安装架的水平部上设有第一通道;所述推动机构连接于所述安装架的竖直部上,并且所述第一吸附部件能够穿过所述第一通道。
9、优选的,所述上料机构包括横移驱动气缸和储物座;所述横移驱动气缸连接于所述安装架的水平部上,且与所述储物座驱动连接;所述储物座上设有至少一个置放内腔,所述置放内腔用于置放所述装配零件。
10、优选的,所述推动机构包括挤压气缸和连接架;所述连接架活动连接于所述机架上;所述挤压气缸连接于所述连接架,且与所述第一吸附部件驱动连接。
11、优选的,所述连接架的底部设有照明部件。
12、优选的,所述连接架的底部设有感应部件,所述感应部件用于监测感应所述汽车门板。
13、优选的,所述感应部件选用红外感应器;所述定位柱的侧端设有第一反射板。
14、优选的,挤压装配装置还包括横向驱动部件和纵向驱动部件,所述横向驱动部件与所述纵向驱动部件相互活动连接,以形成第一驱动源;所述第一驱动源分别与所述上料机构、所述和推动机构活动连接。
15、优选的,定位装置还包括升降驱动部件和安装板;所述升降驱动部件活动连接于所述机架上且与安装板驱动连接;所述定位柱连接在所述安装板的底部。
16、有益效果:本实用新型的技术方案通过采用定位柱对处于置放座上的汽车门板进行快速定位,避免汽车门板发生过多滑移而影响装配的稳定性;并且还通过上料机构快速地将装配零件输送至第一工位,再通过推动机构以及第一吸附部件将装配零件输送至汽车门板上,以实现快速装配,从而提高装配的流畅性和操作效率。
技术特征:
1.一种汽车门板装配设备,其特征在于,包括:
2.根据权利要求1所述的一种汽车门板装配设备,其特征在于,所述第一吸附部件选用第一吸盘。
3.根据权利要求1所述的一种汽车门板装配设备,其特征在于,挤压装配装置还包括l型的安装架;所述上料机构连接于所述安装架的水平部上,并且所述安装架的水平部上设有第一通道;所述推动机构连接于所述安装架的竖直部上,并且所述第一吸附部件能够穿过所述第一通道。
4.根据权利要求3所述的一种汽车门板装配设备,其特征在于,所述上料机构包括横移驱动气缸和储物座;所述横移驱动气缸连接于所述安装架的水平部上,且与所述储物座驱动连接;所述储物座上设有至少一个置放内腔,所述置放内腔用于置放所述装配零件。
5.根据权利要求1所述的一种汽车门板装配设备,其特征在于,所述推动机构包括挤压气缸和连接架;所述连接架活动连接于所述机架上;所述挤压气缸连接于所述连接架,且与所述第一吸附部件驱动连接。
6.根据权利要求5所述的一种汽车门板装配设备,其特征在于,所述连接架的底部设有照明部件。
7.根据权利要求5所述的一种汽车门板装配设备,其特征在于,所述连接架的底部设有感应部件,所述感应部件用于监测感应所述汽车门板。
8.根据权利要求7所述的一种汽车门板装配设备,其特征在于,所述感应部件选用红外感应器;所述定位柱的侧端设有第一反射板。
9.根据权利要求1所述的一种汽车门板装配设备,其特征在于,挤压装配装置还包括横向驱动部件和纵向驱动部件,所述横向驱动部件与所述纵向驱动部件相互活动连接,以形成第一驱动源;所述第一驱动源分别与所述上料机构、所述推动机构活动连接。
10.根据权利要求1所述的一种汽车门板装配设备,其特征在于,定位装置还包括升降驱动部件和安装板;所述升降驱动部件活动连接于所述机架上且与安装板驱动连接;所述定位柱连接在所述安装板的底部。
技术总结
本技术公开一种汽车门板装配设备,包括:机架,所述机架上设有置放座,所述置放座用于置放汽车门板;定位装置,所述定位装置包括升降驱动部件和至少一个定位柱,所述升降驱动部件连接于机架上且与所述定位柱连接,以使所述定位柱朝向所述汽车门移动,并且所述定位柱与所述汽车门移动定位抵接;挤压装配装置,所述挤压装配装置包括上料机构和推动机构;所述上料机构活动连接于所述机架上,且输送装配零件至第一工位;所述推动机构活动连接于机架上,并且所述推动机构上设有第一吸附部件,所述第一吸附部件用于将处于所述第一工位的所述装配零件吸附至所述汽车门板。本技术的技术方案可以提高装配的流畅性和操作效率。
技术研发人员:王庆平,陈美赏,廖新荣,荆伟,钟兵,潘桂花,邓思华,刘群生
受保护的技术使用者:广州广爱兴汽车零部件有限公司
技术研发日:20230524
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!