一种压装喷漆件工装的制作方法
本技术涉及三槽壳压装的领域,具体涉及一种压装喷漆件工装。
背景技术:
1、如图1所示为现有的三槽壳(1’)结构,在三槽壳的杆部(2’)设置若干台阶,从而在杆部形成直径最小处(3’)和直径最大处(4’),压装时,先将轴承(6’)套设在杆部,然后再将压装套(5’)套在杆部,压装套沿轴向向下推动轴承,使得轴承最终被压装至杆部的直径最大处。
2、然而,现有方式应用在杆部直径差太大的压装情况下,会发生轴承倾斜的问题,如图2所示,导致轴承内圈与杆部油漆表面划伤严重,存在对操作人员压装手法要求高,不可控因素多,易出现不合格产品逃逸的缺陷。
技术实现思路
1、本实用新型的目的在于克服现有技术存在的不足,而提供一种压装喷漆件工装,能够杜绝产品因直径差大导致压装油漆划伤问题;杜绝员工手法不当,导致划伤问题;杜绝不合格产品逃逸,造成客户抱怨。
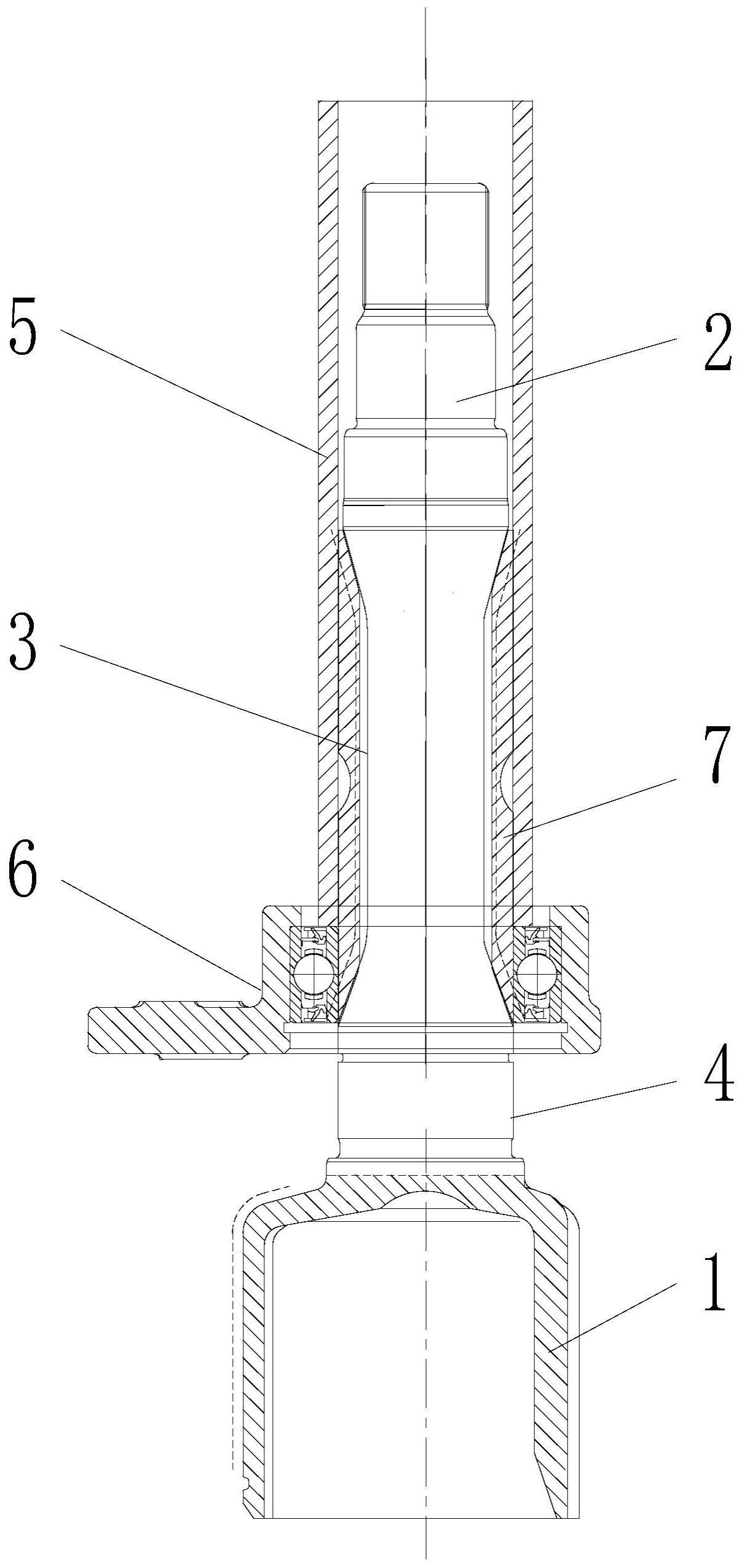
2、本实用新型的目的是通过如下技术方案来完成的:这种压装喷漆件工装,用于将轴承套入三槽壳,其包括压装套和防护套,所述三槽壳的杆部设有直径收窄段和直径复原段,所述防护套可拆卸的套设在直径收窄段上,防护套套入直径收窄段后外径与直径复原段相平齐;所述压装套用于套入三槽壳的杆部,并沿杆部轴向向下推动所述轴承,将轴承压装至直径复原段。
3、作为进一步的技术方案,所述防护套的内壁面与直径收窄段的形状相匹配。
4、作为进一步的技术方案,所述直径收窄段包括设置在其两端的锥形面和连接在二个锥形面之间的圆柱面。
5、作为进一步的技术方案,所述防护套由对称的两瓣组成,且两瓣防护套内均镶嵌磁铁,便于相互磁吸扣合或拆开。
6、作为进一步的技术方案,压装时,防护套、压装套、轴承三者保持与杆部同轴,使防护套对轴承和压装套形成导向。
7、本实用新型的有益效果为:
8、1、防护套套入直径收窄段后,对该段形成防护,避免与轴承内圈发生刮擦,保护油漆涂层;
9、2、防护套与杆部同轴,并在压装时对压装套和轴承起到导向作用,保证轴承水平向下压装,不会发生倾斜;
10、3、防护套采用两瓣磁吸式扣合,套上直径收窄段,或从直径收窄段上取下都很方便。
技术特征:
1.一种压装喷漆件工装,用于将轴承(6)套入三槽壳(1),其特征在于:包括压装套(5)和防护套(7),所述三槽壳(1)的杆部(2)设有直径收窄段(3)和直径复原段(4),所述防护套(7)可拆卸的套设在直径收窄段(3)上,防护套(7)套入直径收窄段(3)后外径与直径复原段(4)相平齐;所述压装套(5)用于套入三槽壳(1)的杆部(2),并沿杆部(2)轴向向下推动所述轴承(6),将轴承(6)压装至直径复原段(4)。
2.根据权利要求1所述的压装喷漆件工装,其特征在于:所述防护套(7)的内壁面(71)与直径收窄段(3)的形状相匹配。
3.根据权利要求2所述的压装喷漆件工装,其特征在于:所述直径收窄段(3)包括设置在其两端的锥形面(31)和连接在二个锥形面(31)之间的圆柱面(32)。
4.根据权利要求3所述的压装喷漆件工装,其特征在于:所述防护套(7)由对称的两瓣组成,且两瓣防护套(7)内均镶嵌磁铁,便于相互磁吸扣合或拆开。
5.根据权利要求1~4中任一项所述的压装喷漆件工装,其特征在于:压装时,防护套(7)、压装套(5)、轴承(6)三者保持与杆部(2)同轴,使防护套(7)对轴承(6)和压装套(5)形成导向。
技术总结
本技术公开了一种压装喷漆件工装,涉及三槽壳压装领域,包括压装套和防护套,所述三槽壳的杆部设有直径收窄段和直径复原段,所述防护套可拆卸的套设在直径收窄段上,防护套套入直径收窄段后外径与直径复原段相平齐;所述压装套用于套入三槽壳的杆部,并沿杆部轴向向下推动所述轴承,将轴承压装至直径复原段。本技术利用防护套对轴承的整个压装过程起到保护和导向作用,轴承内圈不会发生刮擦,三槽壳油漆涂层也不会划伤,防护套通过磁吸扣合,装卸方便高效。能够杜绝产品因直径差大导致压装油漆划伤问题;杜绝员工手法不当,导致划伤问题;杜绝不合格产品逃逸,造成客户抱怨。
技术研发人员:陈俊伍,董万平,刘扬
受保护的技术使用者:万向数智(重庆)有限公司
技术研发日:20230525
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!