一种用于车轮气门孔加工的定位装夹装置的制作方法
本技术属于车轮加工,特别涉及一种用于车轮气门孔加工的定位装夹装置。
背景技术:
1、在车轮的加工生产过程中,需要通过工装设备对车轮的气门孔进行加工处理,现有的车轮生产加工的工装中,为了避免气门孔加工过程中,气门孔加工角度的不准确,对车轮进行手动的旋转以确定加工孔所在的位置,需要用户频繁的对车轮进行旋转移动,是以会影响到整体的加工效果和加工效率。
2、例如,公告号为cn207058081u的实用新型公开了一种用于车轮气门孔加工的夹具,本专利的技术方案中,底板的上方设置了一块铰接板,铰接板一端与底板连接,中部通过一伸缩机构连接底板与铰接板,由于铰接板与底板之间直接连接的,是以在使用时在轮毂上加工不同位置的孔时往往会在车轮加工工装中加设角度可调的翻转机构,但所采用的翻转机构并不能对车轮进行旋转,是以在加工过程中往往需要人为的对车轮进行旋转保证气门孔在车轮中的位置,从而影响到整体的加工效率和加工效率。
技术实现思路
1、有鉴于此,本实用新型针对现有技术的不足,提供一种用于车轮气门孔加工定位的装夹装置,不仅能够对车轮进行翻转处理,而且还能在翻转的同时对零件进行旋转,从而避免轮毂在加工过程中频繁的对车轮进行拆装,从而缩短加工周期、降低对工装的拆装频率、延长夹具的使用寿命,进而提高装置的整体工作效率和工作效果。
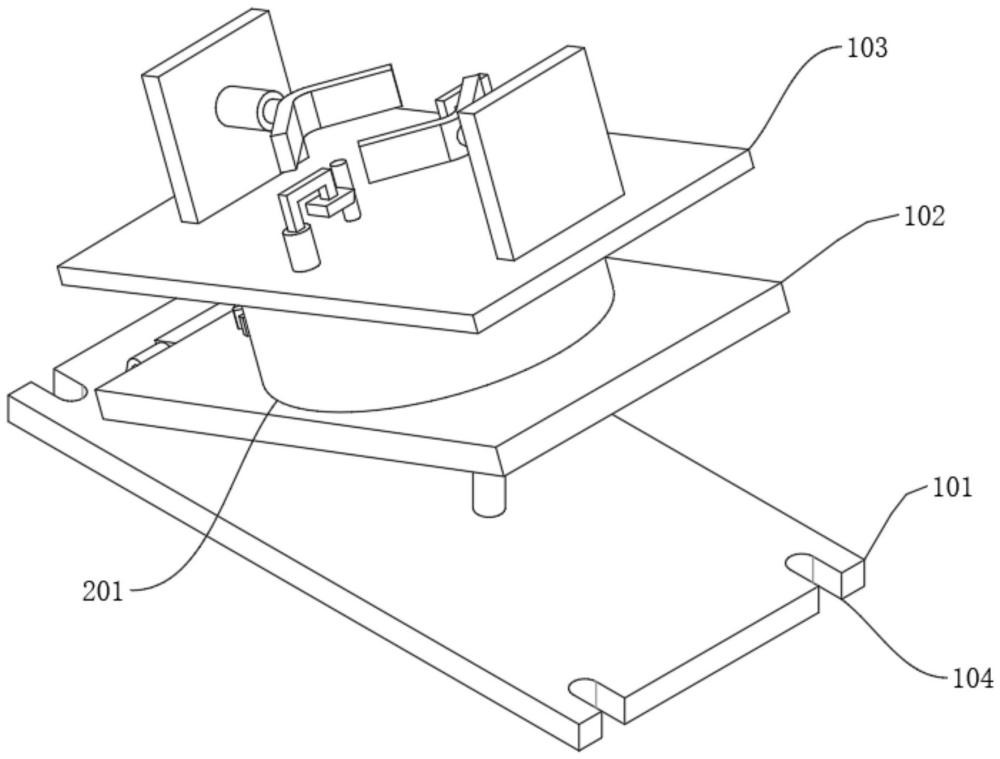
2、为解决上述技术问题,本实用新型采用的技术方案是:一种用于车轮气门孔加工的定位装夹装置,包括底板,底板的上方设置有铰接板,铰接板与底板之间铰接设置有伸缩机构,铰接板的上方设置有定位板,铰接板的顶部中心设置有旋转座,旋转座靠近铰接板的铰接结构的一端设置有通槽,铰接板的底部开设有滑槽,旋转座上设置有旋转电机,旋转电机的输出轴上设置有主动齿轮,旋转座上还设置有位于旋转电机侧端的传动轴,传动轴上设置有与主动齿轮相啮合的从动齿轮,旋转座的上方设置有旋转台,定位板的左右两侧对称设置有支撑板,两个支撑板之间对称设置有水平放置的v形块伸缩模块,在定位板的中部设置有定位杆,在定位板的顶部的前后端设置有压装机构,所述铰接板的前端与底板铰接连接。
3、作为本实用新型的进一步改进,压装机构包括垂直设置在定位板顶端的第一气缸和与第一气缸滑动连接的u形的压杆,压杆的自由端设置有压头,压头形的前端为弧形面。
4、作为本实用新型的进一步改进,伸缩机构包括固定设置在底板上的第二气缸,第二气缸的输出轴上铰接设置有与铰接板的底部滑动连接的滑块,铰接板的底部设置有与滑块相适配的滑槽。
5、作为本实用新型的进一步改进,v形块伸缩模块包括水平设置在支撑板上方的伸缩杆和设置在伸缩杆远离支撑板一端的v形块,传动轴的上端与定位板焊接连接,传动轴的下端设置有固定在旋转座顶部的轴承旋转台与旋转座通过轴承旋转连接。
6、作为本实用新型的进一步改进,在底板的左右两端设置有用于供螺纹螺栓连接的连接槽。
7、与现有技术相比,本实用新型的有益效果如下:
8、其一,通过铰接板前端的铰接机构与伸缩机构相配合,可以通过调节伸缩杆的的高度,从而调节铰接板与底板之间的角度以达到比较合适的钻孔位置。
9、其二,通过齿条、齿轮、传动轴、旋转座、旋转台之间的配合当定位板需要旋转一定角度时,液压缸水平直线移动,带动定位板旋转移动以达到需要的工作角度,从而避免了工作时对夹具的频繁拆装以延续夹具的使用寿命,进而有效的提高工作效率和工作效果。
10、其三,通过v形块、定位杆、定位板之间的相互配合满足了对车轮的完全定位的需求,其中压头的前端位弧形结构,能更好的与轮毂相适配。
11、其四,通过伸缩机构、滑槽、滑块之间的配和伸缩机构在垂直方向移动,致使搅拌的右端上下移动,进而能较好的控制角度的大小。
技术特征:
1.一种用于车轮气门孔加工的定位装夹装置,包括底板(101),其特征在于:所述底板(101)的上方设置有铰接板(102),铰接板(102)与底板(101)之间铰接设置有伸缩机构,铰接板(102)的上方设置有定位板(103),铰接板(102)的顶部中心设置有旋转座(201),旋转座(201)靠近铰接板的铰接结构的一端设置有通槽(205),铰接板(102)的底部开设有滑槽,旋转座(201)上设置有旋转电机(206),旋转电机(206)的输出轴上设置有主动齿轮(203),旋转座(201)上还设置有位于旋转电机(206)侧端的传动轴(204),传动轴上设置有与主动齿轮(203)相啮合的从动齿轮(202),旋转座(201)的上方设置有旋转台(301),定位板(103)的左右两侧对称设置有支撑板(303),两个支撑板(303)之间对称设置有水平放置的v形块伸缩模块,在定位板(103)的中部设置有定位杆(302),在定位板(103)的顶部的前后端设置有压装机构,所述铰接板(102)的前端与底板(101)铰接连接。
2.如权利要求1所述的一种用于车轮气门孔加工的定位装夹装置,其特征在于:所述压装机构包括垂直设置在定位板(103)顶端的第一气缸(304)和与第一气缸(304)滑动连接的u形的压杆(305),压杆的自由端设置有压头(306),压头(306)的前端为弧形面。
3.如权利要求2所述的一种用于车轮气门孔加工的定位装夹装置,其特征在于:所述伸缩机构包括固定设置在底板(101)上的第二气缸,第二气缸的输出轴上铰接设置有与铰接板的底部滑动连接的滑块,铰接板(102)的底部设置有与滑块相适配的滑槽。
4.如权利要求3所述的一种用于车轮气门孔加工的定位装夹装置,其特征在于:所述v形块伸缩模块包括水平设置在支撑板(303)上方的伸缩杆(308)和设置在伸缩杆(308)远离支撑板(303)一端的v形块(307)。
5.如权利要求4所述的一种用于车轮气门孔加工的定位装夹装置,其特征在于:所述底板(101)的左右两端设置有用于供螺栓连接的连接槽(104)。
6.如权利要求5所述的一种用于车轮气门孔加工的定位装夹装置,其特征在于:所述传动轴(204)的上端与定位板(103)焊接连接,传动轴(204)的下端设置有固定在旋转座(201)顶部的轴承。
7.如权利要求6所述的一种用于车轮气门孔加工的定位装夹装置,其特征在于:所述旋转台(301)与旋转座(201)通过轴承旋转连接。
技术总结
本技术提供一种用于车轮气门孔加工的定位装夹装置,包括底板,铰接板,伸缩机构,定位板,旋转座,通槽,滑槽,从动齿轮、主动齿轮、传动轴、旋转电机、旋转台、支撑板,支撑板的中部对称设置有水平放置的V形块伸缩模块,在定位板的中部设置有定位杆,在定位板的顶部的前后端设置有压装机构。通过本技术所述的一种用于车轮气门孔加工定位的装夹装置,不仅能够对车轮进行翻转处理,而且还能在翻转的同时对零件进行旋转,从而避免轮毂在加工过程中频繁的对车轮进行拆装,从而缩短了加工周期、降低了对工装的拆装频率延长了夹具的使用寿命,进而提高了装置的整体工作效率和工作效果。
技术研发人员:王波,苏然,岳荣江,徐昌,高峰
受保护的技术使用者:泰安启程车轮制造有限公司
技术研发日:20230710
技术公布日:2024/3/5
- 还没有人留言评论。精彩留言会获得点赞!