一种软包电池极耳冲孔切割一体化装置的制作方法
本技术属于电池模组组装,尤其涉及一种软包电池极耳冲孔切割一体化装置。
背景技术:
1、当前,电池模组的构成通常是由多个单体电池通过汇流排连接而成。然而,随着对系统特殊需求和多样化需求的不断增加,软包电池作为一种具有高度柔性和灵活性的单体制造方式,逐渐在电池模组中得到应用。然而,软包电池在模组成组过程中也存在一些不便之处,尤其在极耳预处理阶段。软包电池组在模组组装过程中,电池的极耳通常需要经过预处理。这个预处理过程通常包括对电池极耳进行切割、整形、冲孔等操作。
2、现有技术中,对软包电池极耳冲孔、切割、整形处理需要分成多个工步来完成,这种方式存在一些明显的弊端和缺点:
3、1、效率低:将软包电池极耳处理分成多个工步进行,会增加整个处理过程的时间和劳动力成本。每个工步都需要独立进行操作,导致处理时间较长,难以满足大规模生产的需求。同时,操作工人需要在不同的工步之间切换,增加了转换时间和操作的复杂性,降低了生产效率。
4、2、精度不高:由于分散在多个工步中进行处理,每个工步的精度和一致性难以保证。操作工人使用简易工具进行切割和冲孔时,受到人为因素和工具限制,很难实现高精度的处理。这可能导致电池极耳尺寸不一致或存在偏差,影响电池模组的组装质量和性能。
5、3、质量控制难度高:由于分散工步的处理方式,监控和控制整个处理过程的质量变得更加困难。如果某个工步出现问题,可能需要整个处理过程重新开始或修复,浪费了大量时间和资源。此外,难以追溯到具体的工步,使得问题排查和质量追踪变得复杂,对质量管理带来了挑战。
6、4、不符合精益生产原则:将软包电池极耳处理分成多个工步,与精益生产原则相违背。精益生产追求的是最小化浪费和提高价值流动性,而多个工步的处理方式增加了非价值增加的操作和运输时间,增加了不必要的浪费。
7、5、需要人工操作:目前的处理方式通常需要依靠操作工人使用简易工具进行切割和冲孔,这使得处理过程对操作工人的技能和经验要求较高。同时,大量的人工操作可能存在安全隐患,如误操作导致工伤风险增加。
8、在当前软包电池极耳处理装置存在的弊端和问题中,提高处理效率、增强处理精度,并降低人工成本的需求变得愈发迫切。随着电动汽车和可再生能源存储系统等领域的快速发展,对电池模组的需求不断增长,因此,解决这些问题具有重要的意义和必要性。
技术实现思路
1、针对现有技术存在的问题,本实用新型提供了一种解决目前软包电池极耳处理过程中存在的效率低、精度不高、品控难等问题的软包电池极耳冲孔切割一体化装置。
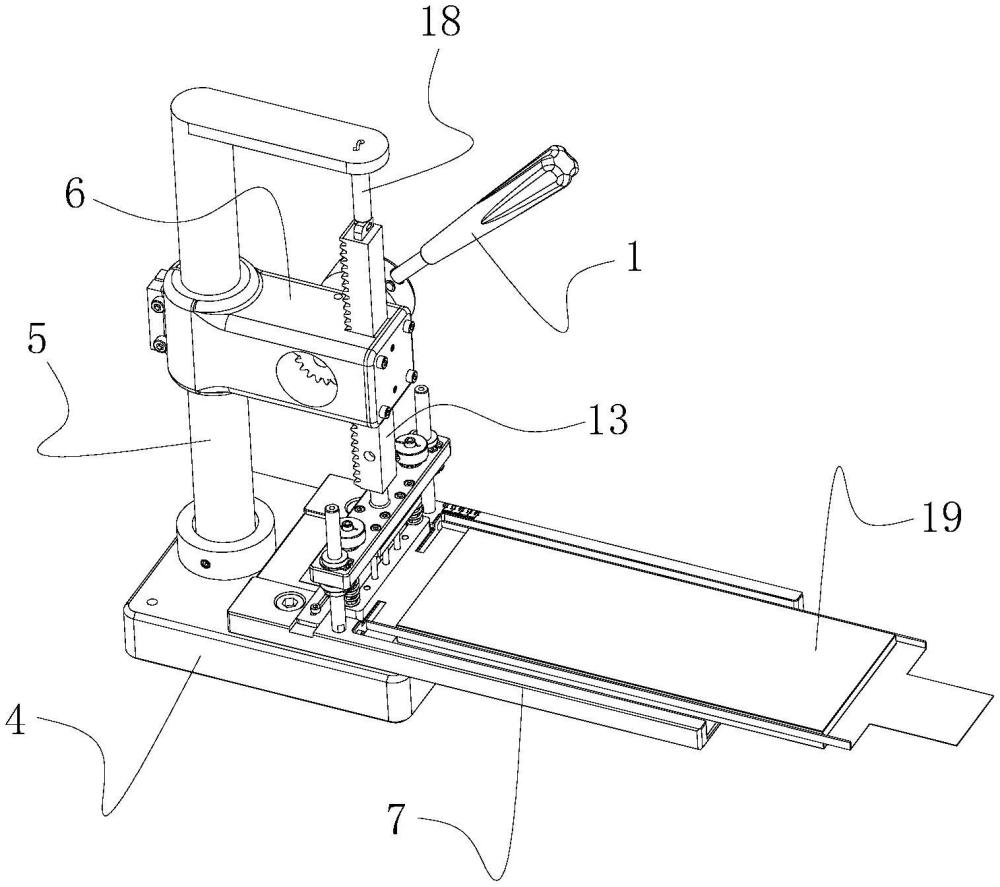
2、本实用新型是这样实现的,一种软包电池极耳冲孔切割一体化装置,其特征在于:包括机架、冲压头、手动转柄、传动组件、切刀、冲孔刀、导向部件,所述机架的下部设有用于设置极耳的工作台部,所述冲压头设于所述工作台部的上方,所述手动转柄安装于所述机架,所述手动转柄通过所述传动组件与所述冲压头连接并驱动所述冲压头朝向所述工作台部进给移动,所述导向部件安装于所述机架,所述导向部件与所述冲压头构成沿冲压头进给方向的直线移动副,所述切刀和冲孔刀安装于所述冲压头。
3、在上述技术方案中,优选的,所述机架包括底座、竖架和梁架,所述工作台部设于所述底座,所述工作台部具有用于设置极耳的冲压整形台面,所述竖架固定于所述底座的侧部,所述梁架安装于所述竖架的上部,所述手动转柄和传动组件安装于所述梁架。
4、在上述技术方案中,优选的,所述冲压头包括圆柱形冲杆以及固定于所述圆柱形冲杆的刀架,所述切刀和冲孔刀安装于所述刀架的下部。
5、在上述技术方案中,优选的,所述传动组件包括转轴、主动齿轮和从动齿条,所述从动齿条通过导向通孔配装于所述梁架,所述冲压头固定于所述从动齿条的下部,所述转轴通过轴承安装于所述梁架,所述转轴的轴线与所述从动齿条垂直,所述转轴安装所述手动转柄并由所述手动转柄驱动转动,所述转轴安装所述主动齿轮,所述主动齿轮与所述从动齿条啮合传动。
6、在上述技术方案中,优选的,所述梁架安装拉簧,所述拉簧连接所述从动齿条并对所述从动齿条施以远离所述工作台部的弹力。
7、在上述技术方案中,优选的,所述底座安装竖向导杆,所述刀架设有与所述竖向导杆结合的导向通孔。
8、在上述技术方案中,优选的,所述刀架横向水平设置,所述刀架与所述两竖向导杆构成龙门形支架。
9、在上述技术方案中,优选的,所述刀架的下方设有压板,所述压板的上部连接竖向销杆,所述竖向销杆插装于所述刀架设置的销孔,所述竖向销杆配装对所述压板施以顶向所述冲压整形台面的弹性的弹簧,所述压板设于与所述切刀和冲孔刀位置一一对应且令切刀和冲孔刀贯穿的刀孔。
10、在上述技术方案中,优选的,所述工作台部是设于所述底座的定位沉槽,所述定位沉槽的边缘设有用于对极耳位置标识的刻度线。
11、在上述技术方案中,优选的,所述定位沉槽靠近所述切刀和冲孔刀的内侧端面通过螺杆安装定位板,所述螺杆的轴线与所述切刀的刃面垂直。
12、该冲孔切割一体化装置针对软包电池极耳的冲孔、切割和整形工序提供了简单而便捷的解决方案。其设计简单,具备驱动手柄转动的功能,通过手柄的转动,冲孔刀和切刀可以完成极耳的冲孔和切割工作,并且还能进行极耳的整形。装置的设计考虑了多种规格的电池极耳,通过调整冲孔刀、切刀和底托的位置,可以适应不同规格的电池极耳进行切割。
13、该冲孔切割一体化装置的优点和效果包括:
14、1、提高工作效率:由于冲孔和切割工序集中在一起完成,避免了分步操作的繁琐过程。操作人员只需通过手柄转动,即可完成冲孔、切割和整形工作,大大减少了处理时间,提高了工作效率。
15、2、减少人工劳动量:冲孔切割一体化装置的自动化特性减轻了操作人员的负担。相比于手工操作,装置能够更加精准地进行冲孔和切割,减少了操作人员的劳动量,降低了人为因素引起的误差。
16、3、提高产品质量:装置的精确冲孔和切割功能保证了电池极耳的尺寸和形状的一致性,增强了电池模组的稳定性和性能。同时,整形功能可以使极耳更加平整,确保与其他组件的连接质量。
17、4、适应多种规格:冲孔切割一体化装置的可调节性能使其适应不同规格的电池极耳,具备灵活性和通用性。无论是生产小批量还是大规模批量,装置都能够满足不同需求。
18、综上所述,该冲孔切割一体化装置通过集成冲孔、切割和整形功能,提高了软包电池极耳处理的效率和质量。它的简单设计和便捷操作使得工作更加高效,减少了人工劳动量,并且保证了电池极耳的一致性和连接质量。这样的装置在电池模组生产中具有重要的应用价值,能够促进电动汽车和可再生能源等领域的发展。
技术特征:
1.一种软包电池极耳冲孔切割一体化装置,其特征在于:包括机架、冲压头、手动转柄、传动组件、切刀、冲孔刀、导向部件,所述机架的下部设有用于设置极耳的工作台部,所述冲压头设于所述工作台部的上方,所述手动转柄安装于所述机架,所述手动转柄通过所述传动组件与所述冲压头连接并驱动所述冲压头朝向所述工作台部进给移动,所述导向部件安装于所述机架,所述导向部件与所述冲压头构成沿冲压头进给方向的直线移动副,所述切刀和冲孔刀安装于所述冲压头。
2.根据权利要求1所述的软包电池极耳冲孔切割一体化装置,其特征在于:所述机架包括底座、竖架和梁架,所述工作台部设于所述底座,所述工作台部具有用于设置极耳的冲压整形台面,所述竖架固定于所述底座的侧部,所述梁架安装于所述竖架的上部,所述手动转柄和传动组件安装于所述梁架。
3.根据权利要求2所述的软包电池极耳冲孔切割一体化装置,其特征在于:所述冲压头包括圆柱形冲杆以及固定于所述圆柱形冲杆的刀架,所述切刀和冲孔刀安装于所述刀架的下部。
4.根据权利要求3所述的软包电池极耳冲孔切割一体化装置,其特征在于:所述传动组件包括转轴、主动齿轮和从动齿条,所述从动齿条通过导向通孔配装于所述梁架,所述冲压头固定于所述从动齿条的下部,所述转轴通过轴承安装于所述梁架,所述转轴的轴线与所述从动齿条垂直,所述转轴安装所述手动转柄并由所述手动转柄驱动转动,所述转轴安装所述主动齿轮,所述主动齿轮与所述从动齿条啮合传动。
5.根据权利要求4所述的软包电池极耳冲孔切割一体化装置,其特征在于:所述梁架安装拉簧,所述拉簧连接所述从动齿条并对所述从动齿条施以远离所述工作台部的弹力。
6.根据权利要求5所述的软包电池极耳冲孔切割一体化装置,其特征在于:所述底座安装竖向导杆,所述刀架设有与所述竖向导杆结合的导向通孔。
7.根据权利要求6所述的软包电池极耳冲孔切割一体化装置,其特征在于:所述刀架横向水平设置,所述刀架与所述两竖向导杆构成龙门形支架。
8.根据权利要求7所述的软包电池极耳冲孔切割一体化装置,其特征在于:所述刀架的下方设有压板,所述压板的上部连接竖向销杆,所述竖向销杆插装于所述刀架设置的销孔,所述竖向销杆配装对所述压板施以顶向所述冲压整形台面的弹性的弹簧,所述压板设于与所述切刀和冲孔刀位置一一对应且令切刀和冲孔刀贯穿的刀孔。
9.根据权利要求8所述的软包电池极耳冲孔切割一体化装置,其特征在于:所述工作台部是设于所述底座的定位沉槽,所述定位沉槽的边缘设有用于对极耳位置标识的刻度线。
10.根据权利要求9所述的软包电池极耳冲孔切割一体化装置,其特征在于:所述定位沉槽靠近所述切刀和冲孔刀的内侧端面通过螺杆安装定位板,所述螺杆的轴线与所述切刀的刃面垂直。
技术总结
本技术公开了一种软包电池极耳冲孔切割一体化装置,属于电池模组组装技术领域,其特征在于:包括机架、冲压头、手动转柄、传动组件、切刀、冲孔刀、导向部件,所述机架的下部设有用于设置极耳的工作台部,所述冲压头设于所述工作台部的上方,所述手动转柄安装于所述机架,所述手动转柄通过所述传动组件与所述冲压头连接并驱动所述冲压头朝向所述工作台部进给移动,所述导向部件安装于所述机架,所述导向部件与所述冲压头构成沿冲压头进给方向的直线移动副,所述切刀和冲孔刀安装于所述冲压头。本冲孔切割一体化装置通过集成冲孔、切割和整形功能,提高了软包电池极耳处理的效率和质量。
技术研发人员:吕国学,刘建文,梁宏强,趙鹏,张如星
受保护的技术使用者:天津空间电源科技有限公司
技术研发日:20230727
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!