一种用于汽轮机叶片浇方箱用的夹具的制作方法
本技术涉及汽轮机叶片加工,具体涉及一种用于汽轮机叶片浇方箱用的夹具。
背景技术:
1、汽轮机换叶片是汽轮机中动静叶片用钢的总称。叶片是汽轮机的关键零件,又是最精细、最重要的零件之一。它在极苛刻的条件下承受高温、高压、巨大的离心力、蒸汽力、蒸汽激振力、腐蚀和振动以及湿蒸汽区水滴冲蚀的共同作用。其空气动力学性能、加工几何形状、表面粗糙度、安装间隙及运行工况、结垢等因素均影响汽轮机的效率、出力;其结构设计、振动强度及运行方式则对机组的安全可靠性起决定性的影响。
2、汽轮机叶片加工精度要求很高,某些汽轮机叶片叶根齿形为枞树型,为了满足生产要求需要专用夹具来支撑生产加工,浇筑方箱是常用的方式之一,由于叶片的种类繁多,并且尺寸不一,从而导致使用浇筑方箱的尺寸及形状也有所不同,因现有对浇筑方箱的夹具具有一定的专一性,无法适用多种尺寸的方箱,进而需要制造出多种结构的夹具来适应不同的浇筑方箱,导致制造成本增高的问题。
技术实现思路
1、本实用新型为解决由于叶片的种类繁多,并且尺寸不一,从而导致使用浇筑方箱的尺寸及形状也有所不同,因现有对浇筑方箱的夹具具有一定的专一性,无法适用多种尺寸的方箱,进而需要制造出多种结构的夹具来适应不同的浇筑方箱,导致制造成本增高的问题,而提出一种用于汽轮机叶片浇方箱用的夹具。
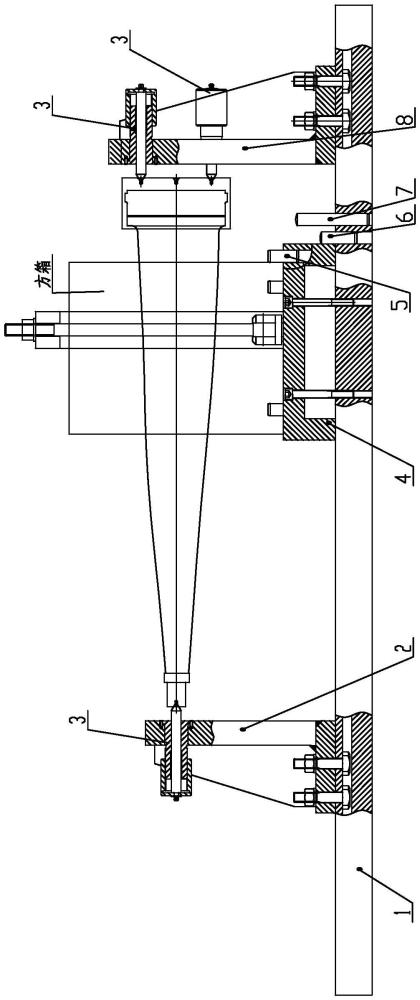
2、本实用新型的一种用于汽轮机叶片浇方箱用的夹具,其组成包括夹具底座1、叶冠定位座2、调节顶针3、方箱定位底座4、一号圆柱销5、二号圆柱销6、三号圆柱销7、叶根定位座8、铰链叉座9、活节螺栓10、锁紧螺栓11、压板12、销轴13、压头14和支撑杆15;
3、夹具底座1的上表面由左到右依次设有叶冠定位座2、方箱定位底座4和叶根定位座8,叶冠定位座2和叶根定位座8的相对外表面分别设有调节顶针3,夹具底座1上表面方箱定位底座4的一旁沿宽度方向均匀的设有n个二号圆柱销6,n为正整数,夹具底座1上表面n个二号圆柱销6的一旁沿宽度方向均匀的设有m个三号圆柱销7,m为正整数,方箱定位底座4的上表面一端沿宽度方向均匀的设有两个一号圆柱销5,方箱定位底座4沿长边边缘处中部设有一个支撑杆15,支撑杆15的顶端与压板12的一端铰连接,且压板12的上表面中部加工有一个方形通孔,该通孔内部设有一个压头14,压头14通过销轴13与压板12转动连接,方箱定位底座4另一沿长边边缘处中部设有铰链叉座9,铰链叉座9的顶端与活节螺栓10的底端铰连接,且压板12的另一端中部加工有u型通孔,活节螺栓10的顶端穿过压板12上的u型通孔之后,与锁紧螺栓11螺纹连接;
4、进一步的,所述的二号圆柱销6和三号圆柱销7均与夹具底座1可拆卸连接;
5、进一步的,所述的二号圆柱销6的数量n等于三号圆柱销7的数量m,即m=n;
6、进一步的,所述的二号圆柱销6的数量n,4≤n≤10;
7、进一步的,所述的叶冠定位座2的底部通过螺栓与夹具底座1的上表面固定连接;
8、进一步的,所述的方箱定位底座4的底部通过螺栓与夹具底座1的上表面固定连接;
9、进一步的,所述的方箱定位底座4的上表面设有四个定位凸起,且四个定位凸起的中心定位点的连线为正方形;
10、进一步的,所述的叶根定位座8的底部通过螺栓与夹具底座1的上表面固定连接;
11、进一步的,所述的叶根定位座8的外端面由上到下依次设有两个调节顶针3;
12、进一步的,在使用时,首先根据要加工叶片的具体尺寸选定相应大小的方箱及叶冠定位座2和叶根定位座8。把方箱定位底座4通过螺栓安装在夹具底座1的上表面,并将四个一号圆柱销5安装在方箱定位底座4的上表面上,保证方箱定位底座4的一端与夹具底座1上二号圆柱销6靠齐;叶冠定位座2和叶根定位座8通过螺栓与夹具底座1上表面的两端固定连接,其次把方箱放置在方箱定位底座4的上表面,并利用方箱定位底座4的上表面的四个定位凸起对方箱进行定位;再结合方箱定位底座4沿长边边缘处中部设有一个支撑杆15,支撑杆15的顶端与压板12的一端铰连接,且压板12的上表面中部加工有一个方形通孔,该通孔内部设有一个压头14,压头14通过销轴13与压板12转动连接,方箱定位底座4另一沿长边边缘处中部设有铰链叉座9,铰链叉座9的顶端与活节螺栓10的底端铰连接,且压板12的另一端中部加工有u型通孔,活节螺栓10的顶端穿过压板12上的u型通孔之后,与锁紧螺栓11螺纹连接;通过调节锁紧螺栓11,使压板12上的压头14与方箱的上表面紧密的贴合,从而实现对方箱的纵向固定;
13、最后调整叶片在方箱中的位置使其基准线与夹具底座1上的三号圆柱销7齐平;根据叶片的长短调整叶冠定位座2和件叶根定位座8上调节顶针3的伸缩量,从而实现对汽轮机叶片的定位与固定;使用此种结构的浇筑方箱的夹具,利用夹具底座1、叶冠定位座2、方箱定位底座4和叶根定位座8均为可拆卸连接,从而可以根据不同尺寸的叶片和方箱进行调节,大大的提高了夹具的通用性,进而降低了叶片的制造成本。
14、本实用新型与现有技术相比具有以下有益效果:
15、本实用新型克服了现有技术的缺点,根据待加工叶片的具体尺寸选定相应大小的方箱及叶冠定位座和叶根定位座;把方箱定位底座通过螺栓安装在夹具底座的上表面,并将四个一号圆柱销安装在方箱定位底座的上表面上,并且保证方箱定位底座的一端与夹具底座上二号圆柱销的外圆面靠齐;叶冠定位座和叶根定位座通过螺栓与夹具底座上表面的两端固定连接,其次把方箱放置在方箱定位底座的上表面,并利用方箱定位底座的上表面的四个定位凸起对方箱进行定位;最后调整汽轮机叶片在方箱中的位置使其基准线与夹具底座上的三号圆柱销齐平;根据汽轮机叶片的长短调整叶冠定位座和件叶根定位座上调节顶针的伸缩量,从而实现对汽轮机叶片的定位与固定;使用此种结构的浇筑方箱的夹具,利用夹具底座、叶冠定位座、方箱定位底座和叶根定位座均为可拆卸连接,实际上采用了模块化的设计,从而可以根据不同尺寸的叶片和方箱进行调节,大大的提高了夹具的通用性,进而极大的节约制造成本,大大提高了叶片的加工效率。
技术特征:
1.一种用于汽轮机叶片浇方箱用的夹具,其特征在于:它包括夹具底座(1)、叶冠定位座(2)、调节顶针(3)、方箱定位底座(4)、一号圆柱销(5)、二号圆柱销(6)、三号圆柱销(7)、叶根定位座(8)、铰链叉座(9)、活节螺栓(10)、锁紧螺栓(11)、压板(12)、销轴(13)、压头(14)和支撑杆(15);
2.根据权利要求1所述的一种用于汽轮机叶片浇方箱用的夹具,其特征在于:所述的二号圆柱销(6)和三号圆柱销(7)均与夹具底座(1)可拆卸连接。
3.根据权利要求1所述的一种用于汽轮机叶片浇方箱用的夹具,其特征在于:所述的二号圆柱销(6)的数量n等于三号圆柱销(7)的数量m,即m=n。
4.根据权利要求3所述的一种用于汽轮机叶片浇方箱用的夹具,其特征在于:所述的二号圆柱销(6)的数量n,4≤n≤10。
5.根据权利要求1所述的一种用于汽轮机叶片浇方箱用的夹具,其特征在于:所述的叶冠定位座(2)的底部通过螺栓与夹具底座(1)的上表面固定连接。
6.根据权利要求1所述的一种用于汽轮机叶片浇方箱用的夹具,其特征在于:所述的方箱定位底座(4)的底部通过螺栓与夹具底座(1)的上表面固定连接。
7.根据权利要求6所述的一种用于汽轮机叶片浇方箱用的夹具,其特征在于:所述的方箱定位底座(4)的上表面设有四个定位凸起,且四个定位凸起的中心定位点的连线为正方形。
8.根据权利要求1所述的一种用于汽轮机叶片浇方箱用的夹具,其特征在于:所述的叶根定位座(8)的底部通过螺栓与夹具底座(1)的上表面固定连接。
9.根据权利要求8所述的一种用于汽轮机叶片浇方箱用的夹具,其特征在于:所述的叶根定位座(8)的外端面由上到下依次设有两个调节顶针(3)。
技术总结
一种用于汽轮机叶片浇方箱用的夹具,涉及汽轮机叶片加工技术领域。为解决由于叶片的种类繁多,并且尺寸不一,从而导致使用浇筑方箱的尺寸及形状也有所不同,因现有对浇筑方箱的夹具具有一定的专一性,无法适用多种尺寸的方箱,进而需要制造出多种结构的夹具来适应不同的浇筑方箱,导致制造成本增高的问题。使用此种结构的浇筑方箱的夹具,利用夹具底座、叶冠定位座、方箱定位底座和叶根定位座均为可拆卸连接,实际上采用了模块化的设计,从而可以根据不同尺寸的叶片和方箱进行调节,大大的提高了夹具的通用性,进而极大的节约制造成本,大大提高了叶片的加工效率。本技术适用于对汽轮机叶片的浇筑方箱进行固定夹持与定位。
技术研发人员:王玉君,王永生,王艳锁,武春雨,韩金龙,王海东,黄兴军,成国富
受保护的技术使用者:哈尔滨汽轮机厂有限责任公司
技术研发日:20230728
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!