一种自带螺钉检测型夹具机构的制作方法
本技术涉及夹具,更具体地说,涉及一种自带螺钉检测型夹具机构。
背景技术:
1、在实际的生产过程中,某些零件需要经过多道工序才能加工完成,例如有的零件在凸焊螺母焊接完成后,需要在固定位置再打入一颗螺丝。
2、现有的加工方式是,在凸焊螺母焊接完成后,通过人工确认凸焊螺母是否齐全,然后将零件固定到夹具上,进行螺丝打入,然后再通过人工确认螺丝是否打入到指定位置,通过人工反复确认的方式效率较低,同时无法保证检测的准确性。
技术实现思路
1、本实用新型目的在于提供一种自带螺钉检测型夹具机构,以解决如何快速判定产品状态的问题。
2、为解决上述技术问题,本实用新型是采用如下技术方案实现的:
3、一种自带螺钉检测型夹具机构,包括:
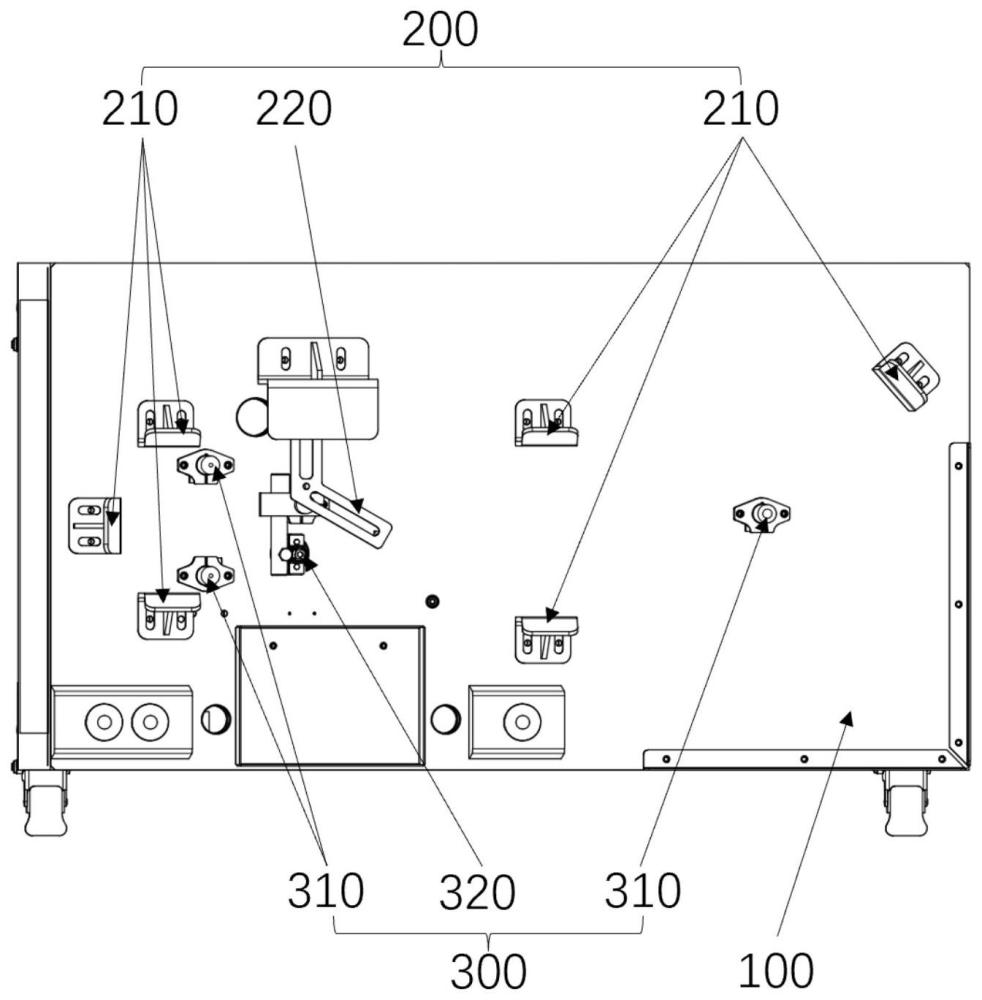
4、工作台100;
5、支撑压紧机构200,所述支撑压紧机构200包括支撑块210、压板220和压紧执行元件230,所述支撑块210分布设置在所述工作台100上,所述压板220通过所述压紧执行元件230与所述工作台100连接,并可在所述压紧执行元件230驱动下升降运动;
6、检测机构300,所述检测机构300包括第一接近传感器310和第二接近传感器320,所述第一接近传感器310和所述第二接近传感器320对应工件上焊接螺母和螺钉的位置分布设置在所述工作台100上;
7、控制装置,所述控制装置与所述压紧执行元件230、所述第一接近传感器310和所述第二接近传感器320电连接,接收所述第一接近传感器310和所述第二接近传感器320信号,并控制所述压紧执行元件230动作。
8、进一步地,所述支撑块210在所述工作台100上位置可调节。
9、进一步地,所述第一接近传感器310和所述第二接近传感器320在所述工作台100上位置均可调节。
10、进一步地,采用气缸作为所述压紧执行元件230。
11、进一步地,所述控制装置还包括计数装置。
12、进一步地,所述工作台100底部设置有车轮110。
13、与现有技术相比本实用新型的有益效果是:
14、本实用新型提供的一种自带螺钉检测型夹具机构,通过支撑块对零件进行定位支撑,通过指定位置设置的接近传感器检测上序焊接的螺母是否齐全,反馈信号给控制装置,控制装置控制压紧执行元件驱动压板压紧零件,进行打螺丝作业,打螺丝作业完成后,通过指定位置设置的接近传感器检测螺丝是否打入正确位置,反馈信号给控制装置,只有产品状态正确时,控制装置才能控制压紧执行元件打开放行。
15、本实用新型提供的一种自带螺钉检测型夹具机构,控制装置还与上序的设备进行数据交换,并通过计数装置计数,在生产结束后,通过比对计数装置的计数和上序设备的生产数据,即可判定是否漏打螺丝。
技术特征:
1.一种自带螺钉检测型夹具机构,其特征在于,包括:
2.根据权利要求1所述的一种自带螺钉检测型夹具机构,其特征在于,所述支撑块(210)在所述工作台(100)上位置可调节。
3.根据权利要求1所述的一种自带螺钉检测型夹具机构,其特征在于,所述第一接近传感器(310)和所述第二接近传感器(320)在所述工作台(100)上位置均可调节。
4.根据权利要求1所述的一种自带螺钉检测型夹具机构,其特征在于,采用气缸作为所述压紧执行元件(230)。
5.根据权利要求1所述的一种自带螺钉检测型夹具机构,其特征在于,所述控制装置还包括计数装置。
6.根据权利要求1所述的一种自带螺钉检测型夹具机构,其特征在于,所述工作台(100)底部设置有车轮(110)。
技术总结
本技术涉及夹具技术领域,公开了一种自带螺钉检测型夹具机构,包括:工作台;支撑压紧机构,包括支撑块、压板和压紧执行元件,支撑块分布设置在工作台上,压板通过压紧执行元件与工作台连接,并可在压紧执行元件驱动下升降运动;检测机构,包括第一接近传感器和第二接近传感器,第一接近传感器和第二接近传感器对应工件上焊接螺母和螺钉的位置分布设置在工作台上;控制装置,可接收第一接近传感器和第二接近传感器信号,并控制压紧执行元件动作。通过支撑块对零件进行定位支撑,打入螺丝前通过第一接近传感器检测上序焊接的螺母是否齐全,打入螺丝后,通过第二接近传感器检测螺丝是否打入正确位置,可快速判定产品状态。
技术研发人员:毕宏达,赵佳琦,杨永德
受保护的技术使用者:长春一汽富维汽车零部件股份有限公司冲压件分公司
技术研发日:20230802
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!