轴承装配工装的制作方法
本技术属于轴承装配,更具体地说,特别涉及轴承装配工装。
背景技术:
1、轴承是当代机械设备中一种重要零部件;它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度,轴承需要通过装配工装进行安装,以保证轴承的安装精度;目前的轴承装配工装,大多通过液压缸实现装配,当轴承装配过程中发生卡住时,不能进行自动保护,导致轴承容易发生损坏。
技术实现思路
1、为了解决上述技术问题,本实用新型提供轴承装配工装,以解决现有当轴承装配过程中发生卡住时,不能进行自动保护,导致轴承容易发生损坏的问题。
2、本实用新型轴承装配工装的目的与功效,由以下具体技术手段所达成:
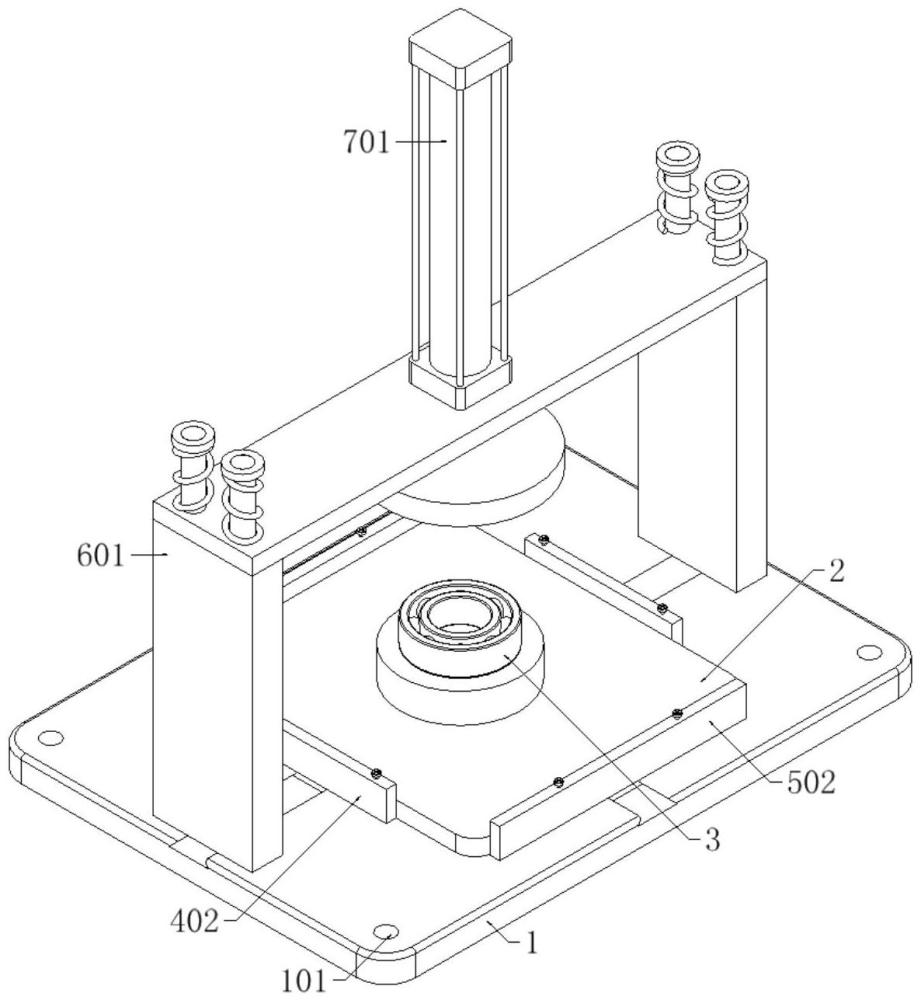
3、轴承装配工装,包括底板,轴承座设置在底板的顶部;轴承设置在轴承座的顶部;两组横向定位组件a安装在底板的顶部;两组纵向定位组件b安装在底板的顶部;安装组件安装在底板的顶部;装配组件安装在安装组件上;
4、所述安装组件包括:支撑块、导向杆和安装板;支撑块固定安装在底板的顶部;导向杆固定安装在支撑块的顶部;所述安装板滑动安装在导向杆的外壁上。
5、进一步的,所述横向定位组件a包括:燕尾滑块a和定位板a;所述燕尾滑块a滑动安装在底板的内部;所述定位板a固定安装在燕尾滑块a的顶部。
6、进一步的,所述横向定位组件a还包括:固定螺钉a;所述固定螺钉a共设有两个,两个固定螺钉a螺纹连接在定位板a的内部,并且两个固定螺钉a的底部与底板接触。
7、进一步的,所述纵向定位组件b包括:燕尾滑块b和定位板b;所述燕尾滑块b滑动安装在底板的内部;所述定位板b固定安装在燕尾滑块b的顶部。
8、进一步的,所述纵向定位组件b还包括:固定螺钉b;所述固定螺钉b共设有两个,两个固定螺钉b螺纹连接在定位板b的内部,并且两个固定螺钉b的底部与底板接触。
9、进一步的,所述安装组件还包括:限位圆环和保护弹簧;限位圆环固定安装在导向杆的外壁上;保护弹簧安装在导向杆的外部,保护弹簧位于安装板和限位圆环之间。
10、进一步的,所述装配组件包括:液压缸和装配盘;所述液压缸固定安装在安装板的顶部;所述装配盘固定安装在液压缸的底部,且装配盘与轴承同心设置。
11、与现有技术相比,本实用新型具有如下有益效果:
12、1、该轴承装配工装,因装配盘固定安装在液压缸的底部,且装配盘与轴承同心设置,从而当液压缸工作时装配盘向下移动,实现了轴承的自动装配,又因安装板滑动安装在四个导向杆的外壁,且四个保护弹簧安装在四个导向杆的外部,并且四个保护弹簧位于安装板和四个限位圆环之间,进而当轴承座与轴承卡住时,安装板向上移动,实现了轴承的弹性装配,避免了轴承装配时发生损坏。
13、2、该轴承装配工装,因两个定位板a固定安装在两个燕尾滑块a的顶部,且两个定位板b固定安装在两个燕尾滑块b的顶部,从而对轴承座起到了定位作用,使得轴承装配时更加稳定,又因四个固定螺钉a螺纹连接在两个定位板a的内部,且四个固定螺钉b螺纹连接在两个定位板b的内部,进而方便工作人员适当调整两个定位板a和两个定位板b的位置,便于装配不同型号的轴承。
技术特征:
1.轴承装配工装,其特征在于:包括底板(1),轴承座(2)设置在底板(1)的顶部;轴承(3)设置在轴承座(2)的顶部;两组横向定位组件a(4)安装在底板(1)的顶部;两组纵向定位组件b(5)安装在底板(1)的顶部;安装组件(6)安装在底板(1)的顶部;装配组件(7)安装在安装组件(6)上;
2.根据权利要求1所述的轴承装配工装,其特征在于:所述横向定位组件a(4)包括:燕尾滑块a(401)和定位板a(402);所述燕尾滑块a(401)滑动安装在底板(1)的内部;所述定位板a(402)固定安装在燕尾滑块a(401)的顶部。
3.根据权利要求2所述的轴承装配工装,其特征在于:所述横向定位组件a(4)还包括:固定螺钉a(403);所述固定螺钉a(403)共设有两个,两个固定螺钉a(403)螺纹连接在定位板a(402)的内部,并且两个固定螺钉a(403)的底部与底板(1)接触。
4.根据权利要求1所述的轴承装配工装,其特征在于:所述纵向定位组件b(5)包括:燕尾滑块b(501)和定位板b(502);所述燕尾滑块b(501)滑动安装在底板(1)的内部;所述定位板b(502)固定安装在燕尾滑块b(501)的顶部。
5.根据权利要求4所述的轴承装配工装,其特征在于:所述纵向定位组件b(5)还包括:固定螺钉b(503);所述固定螺钉b(503)共设有两个,两个固定螺钉b(503)螺纹连接在定位板b(502)的内部,并且两个固定螺钉b(503)的底部与底板(1)接触。
6.根据权利要求1-5任一所述的轴承装配工装,其特征在于:所述安装组件(6)还包括:限位圆环(604)和保护弹簧(605);限位圆环(604)固定安装在导向杆(602)的外壁上;保护弹簧(605)安装在导向杆(602)的外部,保护弹簧(605)位于安装板(603)和限位圆环(604)之间。
7.根据权利要求1-5任一所述的轴承装配工装,其特征在于:所述装配组件(7)包括:液压缸(701)和装配盘(702);所述液压缸(701)固定安装在安装板(603)的顶部;所述装配盘(702)固定安装在液压缸(701)的底部,且装配盘(702)与轴承(3)同心设置。
技术总结
本技术提供轴承装配工装,涉及轴承装配技术领域,包括底板;所述横向定位组件A共设有两组,且两组横向定位组件A安装在底板的顶部;所述纵向定位组件B共设有两组,且两组纵向定位组件B安装在底板的顶部;所述安装组件安装在底板的顶部;所述装配组件安装在安装组件上;所述支撑块共设有两个,且两个支撑块固定安装在底板的顶部;所述导向杆共设有四个,且四个导向杆固定安装在两个支撑块的顶部;该轴承装配工装,当轴承座与轴承卡住时,安装板向上移动,实现了轴承的弹性装配,避免了轴承装配时发生损坏。
技术研发人员:丁清贵,唐坤贤,雷兴雄
受保护的技术使用者:成都弘达兴诚模具有限公司
技术研发日:20230804
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!