一种工件快装结构的制作方法
本技术涉及贴片工装,尤其涉及一种工件快装结构。
背景技术:
1、日常生活中经常见到底部需要贴上贴片的工件本体,每一件工件本体底部都需要贴上一片贴片。且将贴片一件一件贴在工件本体的底部时,要注意对齐,不能贴歪。目前通常依靠操作人员采用纯人工方式进行粘贴,难免效率很低,花费时间多,而且容易存在孔对不上的情况。
2、由此,采用纯人工方式将工件本体底部和贴片进行粘贴,不仅存在着加工效率低的问题,还存在着操作精度不高的问题,不能很好地满足生产加工需求。
技术实现思路
1、针对背景技术存在的加工效率低和操作精度不高的不足,本实用新型的目的在于提供一种工件快装结构,相比之前采用纯人工方式将工件本体底部和贴片进行粘贴,该工件快装结构有着节约时间、提高效率和省力的优点,结构简单,使用方便,安全可靠。
2、为实现上述目的,本实用新型提供了如下技术方案:
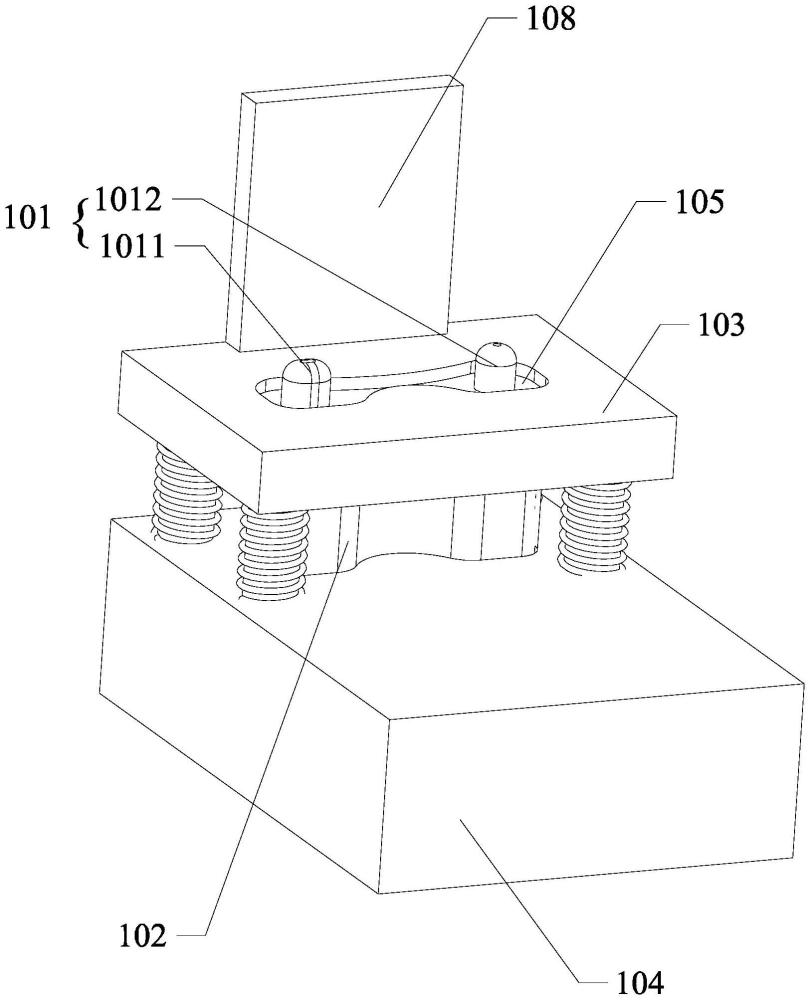
3、一种工件快装结构,所述工件包括工件本体和贴片,包括第一定位部、冲头、工作台和底台,所述第一定位部连接于所述冲头,所述冲头连接于所述底台,所述工作台设有适配于所述冲头的滑槽,所述冲头和所述滑槽上表面存在高差以形成用于放置贴片的容纳槽,所述工作台和所述底台之间设有导向装置和复位装置;当所述工作台受压时,所述冲头可在所述滑槽内移动,当所述工作台未受压时,所述工作台在所述复位装置的作用下恢复至初始位置。
4、进一步地,所述第一定位部包括第一定位柱和第二定位柱,用于插接所述工件本体的第一定位孔和第二定位孔,使所述工件本体定位至适配于所述贴片的位置。
5、进一步地,所述容纳槽的深度比所述贴片的厚度大。
6、进一步地,所述工作台设有用于安装所述导向装置一端的第一安装槽,所述底台朝向所述工作台的一侧设有用于安装所述导向装置另一端的第二安装槽,且所述导向装置的至少一端滑动连接于所述第一安装槽或所述第二安装槽。
7、进一步地,所述导向装置的一端滑动连接所述第一安装槽,其另一端固定连接所述第二安装槽。
8、进一步地,所述导向装置包括四根导柱,所述复位装置包括四个弹簧,所述四个弹簧分别套在所述四根导柱外,且各所述弹簧一端抵接于所述底台,另一端抵接于所述工作台,各所述导柱的一端滑动连接所述第一安装槽,其另一端固定连接所述第二安装槽。
9、进一步地,所述工作台上设有第二定位部,所述第二定位部与所述工作台垂直。
10、进一步地,所述第二定位部的高度不低于所述工件本体的高度。
11、进一步地,所述工作台向下按压的距离为3-5mm。
12、进一步地,所述底台的材质是碳素结构钢,所述第一定位部、所述冲头和所述工作台的材质是高碳高铬型冷作模具钢。
13、本实用新型的有益效果是:
14、1、本实用新型提出的一种工件快装结构,包括第一定位部、冲头、工作台和底台,第一定位部连接于冲头,冲头连接于底台,工作台设有适配于冲头的滑槽,冲头和滑槽上表面存在高差以形成用于放置贴片的容纳槽,工作台和底台之间设有导向装置和复位装置;当工作台受压时,冲头可在滑槽内移动,当工作台未受压时,工作台在复位装置的作用下恢复至初始位置。因此,工人可通过快速按压工作台,使得冲头在滑槽内移动,冲头推动贴片与工件本体进行压合,即可完成贴片与工件本体对应位置的粘贴,提高操作的效率,节省时间。
15、2、本实用新型提出的一种工件快装结构,在冲头上设有第一定位部,第一定位部包括第一定位柱和第二定位柱,第一定位柱和第二定位柱与工件本体的第一定位孔和第二定位孔相适配,根据两点确定一条直线的原理,第一定位部的设置有利于工件本体定位至适配于贴片的位置。
16、3、本实用新型提出的一种工件快装结构,冲头和滑槽上表面存在高差以形成用于放置贴片的容纳槽,且容纳槽的深度比贴片的厚度大,避免工件本体未完成定位就与贴片粘接,有利于保证准确放置贴片,从而使得贴片与工件本体之间的压合更加的精准。
17、4、本实用新型提出的一种工件快装结构,工作台和底台之间设有导向装置,且导向装置的至少一端滑动连接于第一安装槽或第二安装槽,导向装置的设置使按压工作台时工作台下降更平稳。
18、5、本实用新型提出的一种工件快装结构,工作台上设有第二定位部,在将工件本体下部沿着工作台方向向下按压的同时,将工件本体上部沿着第二定位部的方向按压,使工件本体底部与贴片粘贴时,工件本体不会向后仰去,对工件本体起固定作用。
技术特征:
1.一种工件快装结构,所述工件包括工件本体和贴片,其特征在于,包括第一定位部、冲头、工作台和底台,所述第一定位部连接于所述冲头,所述冲头连接于所述底台,所述工作台设有适配于所述冲头的滑槽,所述冲头和所述滑槽上表面存在高差以形成用于放置贴片的容纳槽,所述工作台和所述底台之间设有导向装置和复位装置;当所述工作台受压时,所述冲头可在所述滑槽内移动,当所述工作台未受压时,所述工作台在所述复位装置的作用下恢复至初始位置。
2.根据权利要求1所述的一种工件快装结构,其特征在于,所述第一定位部包括第一定位柱和第二定位柱,用于插接所述工件本体的第一定位孔和第二定位孔,使所述工件本体定位至适配于所述贴片的位置。
3.根据权利要求1所述的一种工件快装结构,其特征在于,所述容纳槽的深度比所述贴片的厚度大。
4.根据权利要求1所述的一种工件快装结构,其特征在于,所述工作台设有用于安装所述导向装置一端的第一安装槽,所述底台朝向所述工作台的一侧设有用于安装所述导向装置另一端的第二安装槽,且所述导向装置的至少一端滑动连接于所述第一安装槽或所述第二安装槽。
5.根据权利要求4所述的一种工件快装结构,其特征在于,所述导向装置的一端滑动连接所述第一安装槽,其另一端固定连接所述第二安装槽。
6.根据权利要求4或5所述的一种工件快装结构,其特征在于,所述导向装置包括四根导柱,所述复位装置包括四个弹簧,所述四个弹簧分别套在所述四根导柱外,且各所述弹簧一端抵接于所述底台,另一端抵接于所述工作台,各所述导柱的一端滑动连接所述第一安装槽,其另一端固定连接所述第二安装槽。
7.根据权利要求1所述的一种工件快装结构,其特征在于,所述工作台上设有第二定位部,所述第二定位部与所述工作台垂直。
8.根据权利要求7所述的一种工件快装结构,其特征在于,所述第二定位部的高度不低于所述工件本体的高度。
9.根据权利要求1所述的一种工件快装结构,其特征在于,所述工作台向下按压的距离为3-5mm。
10.根据权利要求1所述的一种工件快装结构,其特征在于,所述底台的材质是碳素结构钢,所述第一定位部、所述冲头和所述工作台的材质是高碳高铬型冷作模具钢。
技术总结
一种工件快装结构,包括第一定位部、冲头、工作台和底台,所述第一定位部连接于所述冲头,所述冲头连接于所述底台,所述工作台设有适配于所述冲头的滑槽,所述冲头和所述滑槽上表面存在高差以形成用于放置贴片的容纳槽,所述工作台和所述底台之间设有导向装置和复位装置;当所述工作台受压时,所述冲头可在所述滑槽内移动,当所述工作台未受压时,所述工作台在所述复位装置的作用下恢复至初始位置。相比于旧工艺采用手工贴片,存在效率低而且定位孔对不上的现象,本技术提出一种工件快装结构,将贴片放在容纳槽内,再将工件本体放至对应位置,向下按压后即可粘贴完成,提高了效率和准确度。
技术研发人员:黄金辉
受保护的技术使用者:福建精鸿鑫精密工业有限公司
技术研发日:20230822
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!