多部件同步压装夹具和压装机构的制作方法
本技术涉及压装夹具,特别涉及一种多部件同步压装夹具和压装机构。
背景技术:
1、压装,是指将具有过盈量配合的两个零部件压到配合位置的装配过程。随着机械制造业的发展,机械制造过程中的许多零部件都需要通过压装的方式进行装配连接,特别是在汽车部件的生产过程中,压装工艺的应用非常普遍。通常,产品的压装加工是在压装夹具上,通过将两个需要压装连接的零部件分别固定在夹具上,然后,通过压机施加压力,压装完成后,装配好的产品从夹具上卸下,完成一个产品的压装操作。现有的压装工艺,每个零件的压装配合对应的夹具,夹持到压头对应的位置,压装后移出;随着对生产效率要求的提高,如何快速、准确、高效的压装装配是本领域技术人员待解决的技术问题。
技术实现思路
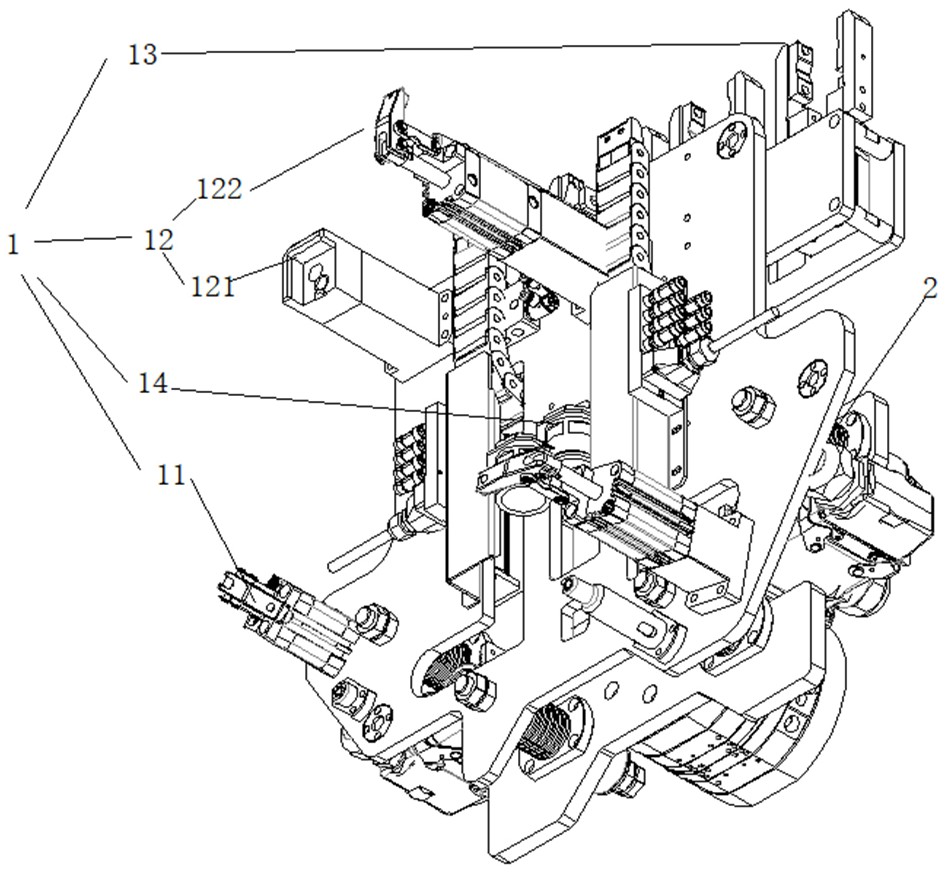
1、根据本实用新型实施例,为解决现有技术上述不足,提供了一种多部件同步压装夹具,包含:主夹持体,定位组件,若干子夹爪和驱动组件,主夹持体上设有主夹爪,主夹爪夹持主工件;定位组件设于主夹持体靠近主夹爪的一侧,定位组件确定主工件的位置;子夹爪设于主夹持体一端,若干子夹爪分别夹取对应子部件;驱动组件设于主夹持体上,驱动组件驱动若干子夹爪夹取、松开对应子部件。
2、优选地,定位组件包含仿形定位桩。
3、优选地,定位组件还包含rst定位桩。
4、优选地,若干子夹爪各不相同。
5、优选地,若干子夹爪相互持平并在同一个水平面内。
6、优选地,驱动组件包含滑动气缸。
7、优选地,还包含传感器,传感器检测每个子夹爪是否正确夹持子部件。
8、根据本实用新型实施例的多部件同步压装夹具,能够通过在单个压装夹具上集成多个子部件的夹爪,夹具夹持主工件,多个子部件同步压装到主工件上,即单个压装步骤同步完成了多道压装工序,节省成本,提高效率,而且多个子部件的压装只需一次定位,提高效率的同时,保证压装装配的良品率。
9、根据本实用新型又一实施例,提供了一种压装机构,压装机构的压头与第一实施例的多部件同步压装夹具的若干子夹爪相对应。
10、优选地,同步压装夹具设有与压装机构相互联动的通讯器。
11、根据本实用新型又一实施例,提供了一种压装机构,能够配合前述同步压装夹具协同完成高效压装生产,节省成本,提高效率,保证压装装配的良品率。
12、要理解的是,前面的一般描述和下面的详细描述两者都是示例性的,并且意图在于提供要求保护的技术的进一步说明。
技术特征:
1.一种多部件同步压装夹具,其特征在于,包含:
2.如权利要求1所述的多部件同步压装夹具,其特征在于,所述定位组件包含仿形定位桩。
3.如权利要求2所述的多部件同步压装夹具,其特征在于,所述定位组件还包含rst定位桩。
4.如权利要求1所述的多部件同步压装夹具,其特征在于,所述若干子夹爪各不相同。
5.如权利要求4所述的多部件同步压装夹具,其特征在于,所述若干子夹爪相互持平并在同一个水平面内。
6.如权利要求1所述的多部件同步压装夹具,其特征在于,所述驱动组件包含滑动气缸。
7.如权利要求1所述的多部件同步压装夹具,其特征在于,还包含:传感器,所述传感器检测每个子夹爪是否正确夹持子部件。
8.一种压装机构,其特征在于,所述压装机构的压头与权利要求1-7任一项所述的多部件同步压装夹具的所述若干子夹爪相对应。
9.如权利要求8所述的压装机构,其特征在于,所述同步压装夹具设有与所述压装机构相互联动的通讯器。
技术总结
本技术公开了一种多部件同步压装夹具和压装机构,包含主夹持体,定位组件,若干子夹爪和驱动组件,主夹持体上设有主夹爪,主夹爪夹持主工件;定位组件设于主夹持体靠近主夹爪的一侧,定位组件确定主工件的位置;子夹爪设于主夹持体一端,若干子夹爪分别夹取对应子部件;驱动组件设于主夹持体上,驱动组件驱动若干子夹爪夹取、松开对应子部件。压装机构的压头与多部件同步压装夹具的若干子夹爪相对应。通过在单个压装夹具上集成多个子部件的夹爪,夹具夹持主工件,多个子部件同步压装到主工件上,即单个压装步骤同步完成了多道压装工序,节省成本,提高效率,而且多个子部件的压装只需一次定位,提高效率的同时,保证压装装配的良品率。
技术研发人员:孙昌海,冯伟成
受保护的技术使用者:上海弥浩机电设备有限公司
技术研发日:20230824
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!