一种用于扶正器组装的专用扳手的制作方法
本技术属于油田生产设备,具体涉及一种用于扶正器组装的专用扳手。
背景技术:
1、扶正器被广泛应用于油田生产,其种类较多。但大多数扶正器的主体都是由筒状结构的部件通过螺纹连接组装而成的。出井后的扶正器需要对其进行维修维护,扶正器维修维护完成后在进行组装时,使用的组装工具主要是管钳子。由于扶正器在维修维护时表面镀有防锈层,或进行了吹砂防锈处理,若使用管钳子来组装扶正器,则容易对零件表面造成损伤。而且长期使用后的管钳子在旋拧时容易打滑,不但会划伤零件表面,且影响组装效率,也存在安全隐患。
技术实现思路
1、为了解决上述技术问题,本实用新型提供了一种用于扶正器组装的专用扳手,该扳手用于维修维护后的扶正器的组装,通过设有防滑橡胶条的v型钳旋拧组装,既不会损伤零件表面,也不会打滑,提高了组装效率,且安全可靠。
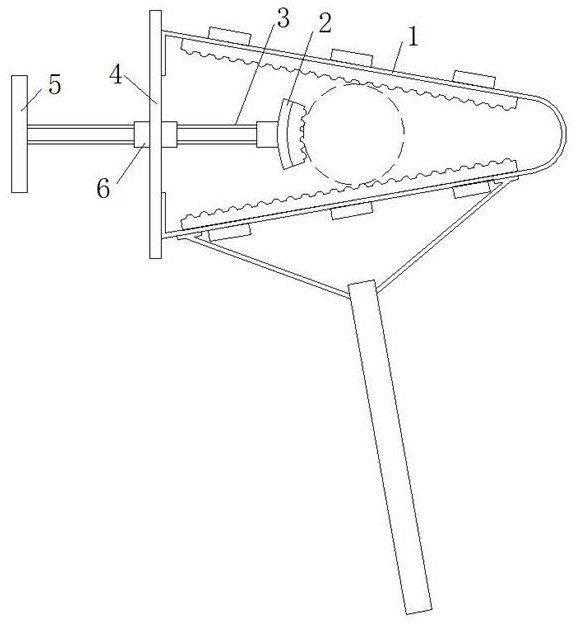
2、本实用新型采用的技术方案为:一种用于扶正器组装的专用扳手,专用扳手包括v型钳、弧形顶板、螺杆、端板、杆柄和螺套;所述v型钳由v型钳口、两个防滑橡胶条、连接板和管柄组成,所述v型钳口的两侧分别开有3个卡槽,所述防滑橡胶条的一侧设有3个t型卡块,其另一侧设有球面凸起,防滑橡胶条的t型卡块插卡在v型钳口的卡槽内,并通过涂抹在t型卡块内侧的粘胶胶黏在v型钳口上,所述管柄通过两个连接板焊接在v型钳口的一侧;所述弧形顶板的内侧胶黏有弧形防滑橡胶板,其外侧焊接有套管;所述v型钳的v型钳口焊接在端板上,所述螺套焊接在端板的中心孔上,所述螺杆与螺套螺纹连接,所述杆柄焊接在螺杆的末端,所述弧形顶板的套管套装在螺杆的端部。
3、进一步地,所述弧形防滑橡胶板的内侧设有球面凸起,弧形防滑橡胶板的厚度不小于5毫米。
4、进一步地,所述防滑橡胶条的厚度不小于5毫米,其宽度不小于2厘米。
5、进一步地,所述v型钳口的宽度不小于2厘米。
6、进一步地,所述弧形顶板的套管内涂油润滑脂。
7、本实用新型的有益效果:本实用新型提供了一种用于扶正器组装的专用扳手,该扳手用于维修维护后的扶正器的组装,通过设有防滑橡胶条的v型钳旋拧组装,既不会损伤零件表面,也不会打滑,提高了组装下来,安全可靠,结构简单,成本低廉,经济适用。
技术特征:
1.一种用于扶正器组装的专用扳手,其特征在于:专用扳手包括v型钳、弧形顶板、螺杆、端板、杆柄和螺套;所述v型钳由v型钳口、两个防滑橡胶条、连接板和管柄组成,所述v型钳口的两侧分别开有3个卡槽,所述防滑橡胶条的一侧设有3个t型卡块,其另一侧设有球面凸起,防滑橡胶条的t型卡块插卡在v型钳口的卡槽内,并通过涂抹在t型卡块内侧的粘胶胶黏在v型钳口上,所述管柄通过两个连接板焊接在v型钳口的一侧;所述弧形顶板的内侧胶黏有弧形防滑橡胶板,其外侧焊接有套管;所述v型钳的v型钳口焊接在端板上,所述螺套焊接在端板的中心孔上,所述螺杆与螺套螺纹连接,所述杆柄焊接在螺杆的末端,所述弧形顶板的套管套装在螺杆的端部。
2.根据权利要求1所述的用于扶正器组装的专用扳手,其特征在于:所述弧形防滑橡胶板的内侧设有球面凸起,弧形防滑橡胶板的厚度不小于5毫米。
3.根据权利要求1所述的用于扶正器组装的专用扳手,其特征在于:所述防滑橡胶条的厚度不小于5毫米,其宽度不小于2厘米。
4.根据权利要求1所述的用于扶正器组装的专用扳手,其特征在于:所述v型钳口的宽度不小于2厘米。
5.根据权利要求1所述的用于扶正器组装的专用扳手,其特征在于:所述弧形顶板的套管内涂油润滑脂。
技术总结
本技术属于油田生产设备技术领域,具体涉及一种用于扶正器组装的专用扳手,包括V型钳、弧形顶板、螺杆、端板、杆柄和螺套;V型钳由V型钳口、防滑橡胶条、连接板和管柄组成,V型钳口的两侧开有卡槽,防滑橡胶条的一侧设有T型卡块,其另一侧设有球面凸起,T型卡块插卡在V型钳口的卡槽内,并通过粘胶胶黏在钳口上,管柄通过连接板焊接在钳口的一侧;弧形顶板的内侧胶黏有弧形防滑橡胶板,其外侧焊接有套管;V型钳口焊接在端板上,螺套焊接在端板的中心孔上,螺杆与螺套螺纹连接,杆柄焊接在螺杆的末端,弧形顶板的套管套装在螺杆的端部。该扳手通过设有防滑橡胶条的V型钳旋拧组装,既不会损伤零件表面也不会打滑,安全可靠。
技术研发人员:刘宪宠,赵子云,赵乐
受保护的技术使用者:大庆市永晨石油科技有限公司
技术研发日:20230831
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!