一种车辆曲面铸件的夹紧工装的制作方法
本技术涉及夹具,具体地,涉及一种车辆曲面铸件的夹紧工装。
背景技术:
1、车辆曲面铸件包含金属钣金件以及塑料内饰件,一些车辆曲面铸件在进行装车前需要对其进行预处理,如预装螺栓、卡扣、打磨、涂刷和焊接等,那么则需要对车辆曲面铸件进行一定的定位夹持操作,现有的夹紧工装不具有通用性,针对不同曲率的车辆曲面铸件需要使用不同的夹紧工装,操作繁琐,成本高昂。
2、公开号cn110026793b记载了一种通用型曲面夹具,该通用型曲面夹具包括上夹持部和下夹持部,上夹持部和下夹持部之间设有升降部,升降部用于调节上夹持部与下夹持部之间的间距,待加工工件设置在上夹持部和下夹持部之间;上夹持部和下夹持部上都设有多个夹持棒,上夹持部的夹持棒与下夹持部的夹持棒相对应,夹持棒都对应设有弹性组件,上夹持部和下夹持部的夹持棒之间通过弹性组件形成与待加工工件对应的夹持曲面。
3、该通用型曲面夹具可以解决较小曲面的通用性夹持问题,但是针对较大的车辆曲面铸件仍然难以进行夹持,并且无法将车辆曲面铸件进行竖立状态的夹持,以便更好的对较大的车辆曲面铸件进行加工工作。
技术实现思路
1、本实用新型的目的是提供一种车辆曲面铸件的夹紧工装,该车辆曲面铸件的夹紧工装能够对不同曲率的车辆曲面铸件进行夹持,便于工人对车辆曲面铸件进行加工工作。
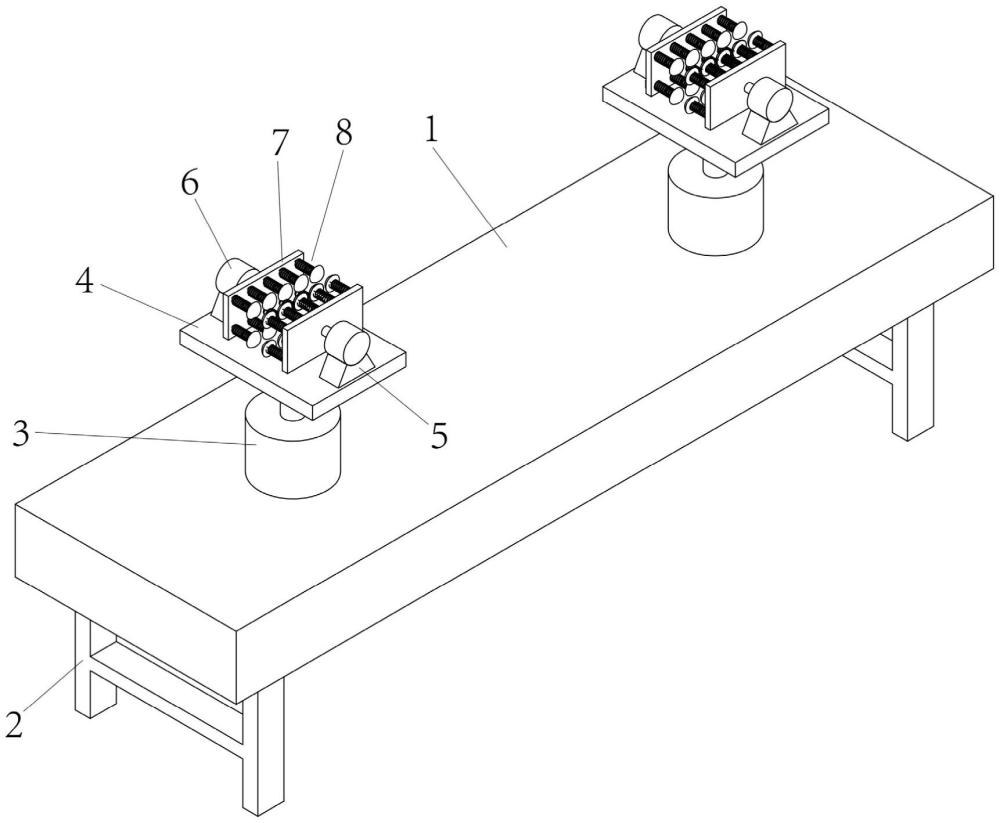
2、为了实现上述目的,本实用新型提供了一种车辆曲面铸件的夹紧工装,包括至少两组安装在操作台上的夹紧单元;所述夹紧单元包括平行设置的两个夹板,两个所述夹板彼此面向的端面设置有多个呈阵列分布的弹性伸缩柱;所述弹性伸缩柱的端部设置有夹块,所述夹块的端面设置为弧面;所述夹板的背面设置有驱动所述夹板在夹紧和松弛两个状态移动的驱动气缸。
3、优选地,所述夹紧单元与所述操作台之间设置有旋转台,所述驱动气缸通过气缸支架安装在所述旋转台上,所述驱动气缸驱动两个所述夹板彼此靠近或远离。
4、优选地,所述旋转台包括伺服电机和台板,所述伺服电机安装在所述操作台上,所述台板安装在所述伺服电机的轴体上。
5、优选地,多个所述弹性伸缩柱呈矩形整列分布在所述夹板的端面上。
6、优选地,多个所述弹性伸缩柱呈正方形整列分布在所述夹板的端面上。
7、优选地,所述弹性伸缩柱包括伸缩杆和套设在所述伸缩杆上的弹簧;所述伸缩杆的一端固接于所述夹板,另一端与所述夹块固接。
8、优选地,所述夹块的外部包覆有软橡胶套。
9、优选地,所述操作台的底部设置有支撑架。
10、根据上述技术方案,本实用新型提供了一种车辆曲面铸件的夹紧工装,包括至少两组安装在操作台上的夹紧单元;所述夹紧单元包括平行设置的两个夹板,两个所述夹板彼此面向的端面设置有多个呈阵列分布的弹性伸缩柱;所述弹性伸缩柱的端部设置有夹块,所述夹块的端面设置为弧面;所述夹板的背面设置有驱动所述夹板在夹紧和松弛两个状态移动的驱动气缸。
11、使用方法为:调整好车辆曲面铸件摆放位置,然后通过驱动气缸驱动两个夹板背向移动,使得多个弹性伸缩柱之间形成夹缝,再将车辆曲面铸件插入该夹缝中,再通过驱动气缸驱动两个夹板相向移动,通过多个夹块将调整好车辆曲面铸件夹持,由于车辆曲面铸件的曲面特性,使得车辆曲面铸件再被夹持的时候每个弹性伸缩柱的伸长量不同,进而才能够对车辆曲面铸件进行有效的夹持,当然,该夹持由于是弹性夹持,因此,夹持后不适宜载荷过大的加工,适用于一些轻加工,例如装配螺栓、打磨或涂刷等操作。
12、有益效果:该夹紧工装能够对不同曲率的车辆曲面铸件进行夹持,尤其是对曲面的薄壁件进行夹持,如汽车翼子板等,便于工人对车辆曲面铸件进行加工工作。
13、本实用新型的其他特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种车辆曲面铸件的夹紧工装,其特征在于,包括至少两组安装在操作台(1)上的夹紧单元;所述夹紧单元包括平行设置的两个夹板(7),两个所述夹板(7)彼此面向的端面设置有多个呈阵列分布的弹性伸缩柱(8);所述弹性伸缩柱(8)的端部设置有夹块(10),所述夹块(10)的端面设置为弧面;所述夹板(7)的背面设置有驱动所述夹板(7)在夹紧和松弛两个状态移动的驱动气缸(6)。
2.根据权利要求1所述的车辆曲面铸件的夹紧工装,其特征在于,所述夹紧单元与所述操作台(1)之间设置有旋转台,所述驱动气缸(6)通过气缸支架(5)安装在所述旋转台上,所述驱动气缸(6)驱动两个所述夹板(7)彼此靠近或远离。
3.根据权利要求2所述的车辆曲面铸件的夹紧工装,其特征在于,所述旋转台包括伺服电机(3)和台板(4),所述伺服电机(3)安装在所述操作台(1)上,所述台板(4)安装在所述伺服电机(3)的轴体(9)上。
4.根据权利要求1所述的车辆曲面铸件的夹紧工装,其特征在于,多个所述弹性伸缩柱(8)呈矩形整列分布在所述夹板(7)的端面上。
5.根据权利要求4所述的车辆曲面铸件的夹紧工装,其特征在于,多个所述弹性伸缩柱(8)呈正方形整列分布在所述夹板(7)的端面上。
6.根据权利要求1所述的车辆曲面铸件的夹紧工装,其特征在于,所述弹性伸缩柱(8)包括伸缩杆(11)和套设在所述伸缩杆(11)上的弹簧(14);
7.根据权利要求1所述的车辆曲面铸件的夹紧工装,其特征在于,所述夹块(10)的外部包覆有软橡胶套(12)。
8.根据权利要求1所述的车辆曲面铸件的夹紧工装,其特征在于,所述操作台(1)的底部设置有支撑架(2)。
技术总结
本技术公开了一种车辆曲面铸件的夹紧工装,包括至少两组安装在操作台上的夹紧单元;所述夹紧单元包括平行设置的两个夹板,两个所述夹板彼此面向的端面设置有多个呈阵列分布的弹性伸缩柱;所述弹性伸缩柱的端部设置有夹块,所述夹块的端面设置为弧面;所述夹板的背面设置有驱动所述夹板在夹紧和松弛两个状态移动的驱动气缸。该夹紧工装能够对不同曲率的车辆曲面铸件进行夹持,便于工人对车辆曲面铸件进行加工工作。
技术研发人员:唐明东,刘英辉
受保护的技术使用者:华誉精密科技(含山)有限公司
技术研发日:20230905
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!