一种解决冲压产品边缘圆弧效果的刀模结构的制作方法
本技术涉及刀模结构的,具体为一种解决冲压产品边缘圆弧效果的刀模结构。
背景技术:
1、电子产品制作过程中,需要在部分器件的表面贴付mylar产品,现有的mylar产品,其厚度立面均为垂直切面或带有切角的立面,伴随着电子产品制作要求的提高,其需要在mylar产品的立面具有边缘圆弧效果的,从而使得使用者体验感觉更好;但是,现有的刀模结构仅在对应于圆弧位置设置一段圆弧刀模,在实际进行冲切后,mylar产品的边缘位置具有压印,导致产品的外观效果相对较差;为此,急需研发一款刀模结构用于冲压产品边缘的圆弧效果、且确保边缘没有压印。
技术实现思路
1、针对上述问题,本实用新型提供了一种解决冲压产品边缘圆弧效果的刀模结构,其用于冲压产品边缘的圆弧效果、且确保边缘没有压印。
2、一种解决冲压产品边缘圆弧效果的刀模结构,其特征在于,其包括:
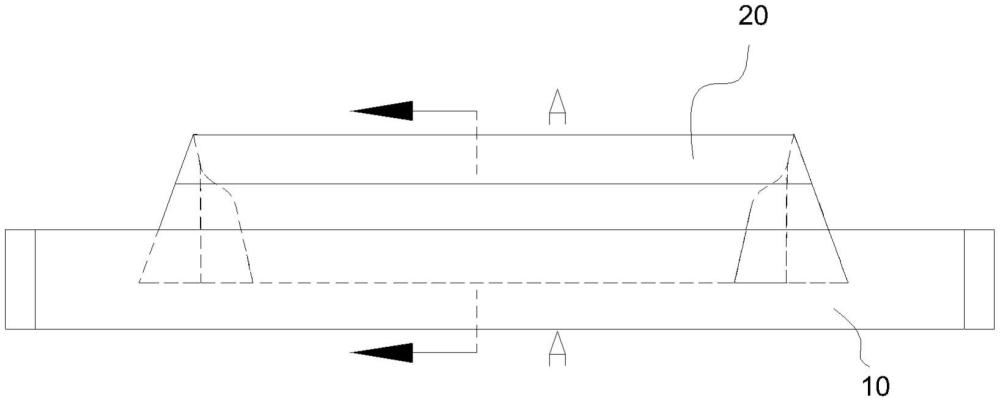
3、刀体模座;
4、以及上凸的封闭刀锋,其包括四条连接的刀锋边;
5、所述刀体模座的中心区域设置有上凸的封闭刀锋,所述刀体模座对应于封闭刀锋的中心区域内凹,每条所述刀锋边包括一侧自下而上向内收口的斜刀锋、以及另一侧自下而上向外扩口的复合刀锋;所述复合刀锋包括第一斜边、第一圆弧边、第二圆弧边、第二斜边,所述第一斜边、第一圆弧边、第二圆弧边、第二斜边顺次自下而上顺次连接,且所述第一斜边的上部和第一圆弧边的下端相切连接,所述第一圆弧边的上端和第二圆弧边的下端外切连接,所述第二圆弧边的上端和所述第二斜边的下端相切连接,所述第二斜边的上端和所述斜刀锋的顶端相交、形成一尖角。
6、其进一步特征在于:
7、所述第二圆弧边的下端起始位置到尖角的高度距离大于材料厚度,确保对应材料的可靠冲切;
8、所述第一圆弧边的上端位于冲切产品的下表面的高度下方位置,确保冲切后不会在产品边缘产生压印;
9、所述mylar产品的厚度为0.55mm,所述封闭刀锋的开刃高度为0.55mm,其开刃的高度位置对应于尖角位置下移,从而增加了下切入的深度;
10、所述mylar产品下表面设置有0.05-0.1mm厚的pet膜时,刀模的第一圆弧边、第二圆弧边确保pet膜的圆弧边效果;
11、所述斜刀锋自外向内和垂直面的成角为20°;
12、所述第一斜边、第二斜边互相平行设置;
13、所述第一斜边、第二斜边自内而外和垂直面成角为12.5°;
14、所述第一圆弧边、第二圆弧边的半径相同;
15、所述第一圆弧边、第二圆弧边的半径为0.25mm。
16、采用上述技术方案后,刀模用于冲切产品边缘的内刀锋边设置成为复合刀锋,复合刀锋包括第一斜边、第一圆弧边、第二圆弧边、第二斜边,第一斜边、第一圆弧边、第二圆弧边、第二斜边顺次自下而上顺次连接,且第一斜边的上部和第一圆弧边的下端相切连接,第一圆弧边的上端和第二圆弧边的下端外切连接,第二圆弧边的上端和第二斜边的下端相切连接,第二斜边的上端和斜刀锋的顶端相交、形成一尖角,其使得冲切后产品边缘对应于第一圆弧边、第二圆弧边的对应位置处,确保圆弧效果、且确保边缘没有压印。
技术特征:
1.一种解决冲压产品边缘圆弧效果的刀模结构,其特征在于,其包括:
2.如权利要求1所述的一种解决冲压产品边缘圆弧效果的刀模结构,其特征在于:所述第二圆弧边的下端起始位置到尖角的高度距离大于材料厚度。
3.如权利要求2所述的一种解决冲压产品边缘圆弧效果的刀模结构,其特征在于:所述第一圆弧边的上端位于冲切产品的下表面的高度下方位置。
4.如权利要求1所述的一种解决冲压产品边缘圆弧效果的刀模结构,其特征在于:所述mylar产品的厚度为0.55mm,所述封闭刀锋的开刃高度为0.55mm,其开刃的高度位置对应于尖角位置下移。
5.如权利要求4所述的一种解决冲压产品边缘圆弧效果的刀模结构,其特征在于:所述mylar产品下表面设置有0.05-0.1mm厚的pet膜时,刀模的第一圆弧边、第二圆弧边确保pet膜的圆弧边效果。
6.如权利要求4所述的一种解决冲压产品边缘圆弧效果的刀模结构,其特征在于:所述斜刀锋自外向内和垂直面的成角为20°。
7.如权利要求6所述的一种解决冲压产品边缘圆弧效果的刀模结构,其特征在于:所述第一斜边、第二斜边互相平行设置。
8.如权利要求7所述的一种解决冲压产品边缘圆弧效果的刀模结构,其特征在于:所述第一斜边、第二斜边自内而外和垂直面成角为12.5°。
9.如权利要求8所述的一种解决冲压产品边缘圆弧效果的刀模结构,其特征在于:所述第一圆弧边、第二圆弧边的半径相同。
10.如权利要求9所述的一种解决冲压产品边缘圆弧效果的刀模结构,其特征在于:所述第一圆弧边、第二圆弧边的半径为0.25mm。
技术总结
本技术提供了一种解决冲压产品边缘圆弧效果的刀模结构,其用于冲压产品边缘的圆弧效果、且确保边缘没有压印。其包括:刀体模座;以及上凸的封闭刀锋,其包括四条连接的刀锋边;刀体模座的中心区域设置有上凸的封闭刀锋,刀体模座对应于封闭刀锋的中心区域内凹,每条刀锋边包括一侧自下而上向内收口的斜刀锋、以及另一侧自下而上向外扩口的复合刀锋;复合刀锋包括第一斜边、第一圆弧边、第二圆弧边、第二斜边,第一斜边、第一圆弧边、第二圆弧边、第二斜边顺次自下而上顺次连接,且第一斜边的上部和第一圆弧边的下端相切连接,第一圆弧边的上端和第二圆弧边的下端外切连接,第二圆弧边的上端和第二斜边的下端相切连接。
技术研发人员:王春生,杨吉军,黄骥
受保护的技术使用者:苏州安洁科技股份有限公司
技术研发日:20230925
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!