一种白坯上料架自动定位夹紧结构的制作方法
本技术涉及自动定位装置,具体的,涉及一种白坯上料架自动定位夹紧结构。
背景技术:
1、马桶在生产过程中,会依次经过坯体成模、坯体上釉和转运烧制等步骤,其中坯体上完釉后俗称白坯,白坯在被转运装置转运至窑炉中进行烧制前,会先将若干组白坯放置于白坯上料架上,通过agv小车或推送装置等,将白坯上料架运送至固定位置之后锁死,再通过转运装置将白坯上料架上的若干组白坯依次转运至窑炉中进行烧制。
2、但传统的锁死通常只利用几组气缸从各个方位夹紧白坯上料架来实现,一方面成本较高,前期安装步骤过于繁琐,另一方面自动化水平仍需提高。
技术实现思路
1、本实用新型提出一种白坯上料架自动定位夹紧结构,解决了相关技术中的几组气缸从各个方位夹紧白坯上料架,导致成本高且前期安装步骤过于繁琐的问题。
2、本实用新型的技术方案如下:
3、一种白坯上料架自动定位夹紧结构,包括:
4、机架,
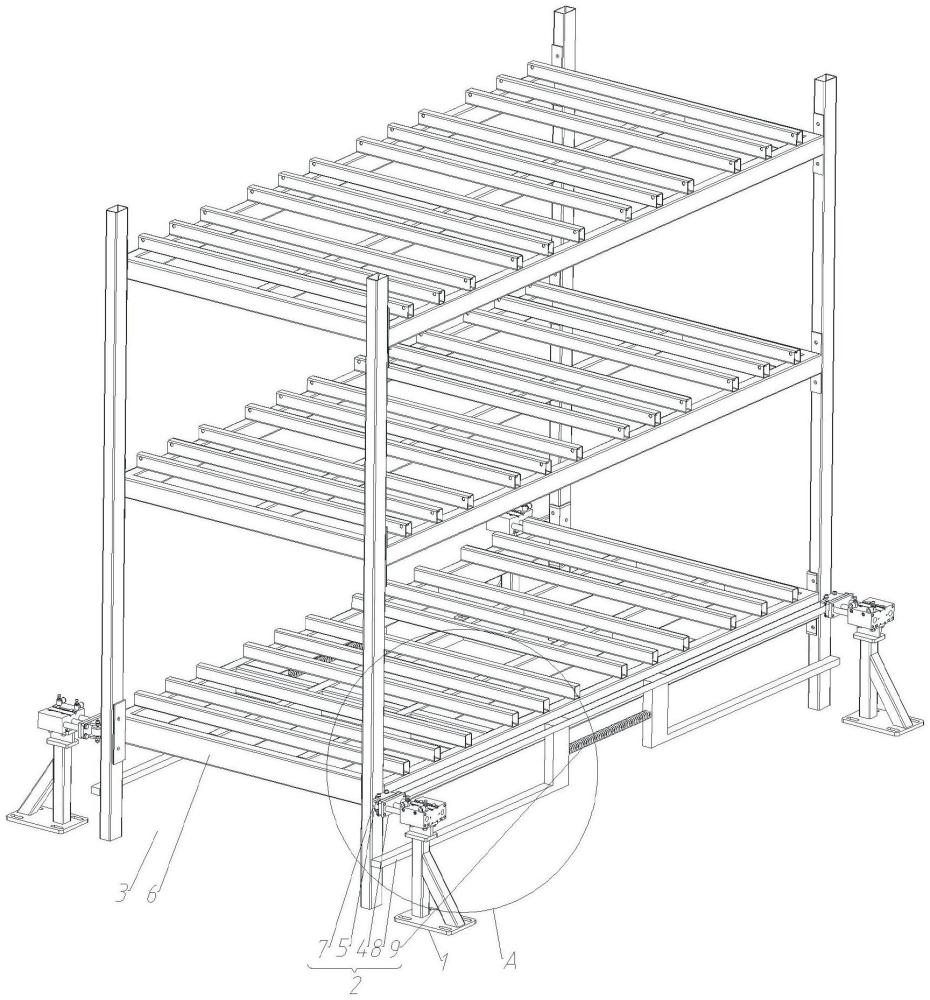
5、两个限位组件,两个所述限位组件均设置在所述机架上,两个所述限位组件之间形成夹紧区域,所述限位组件包括:
6、两个限位架,两个所述限位架均移动设置在所述机架上,两个所述限位组件的所述限位架移动后相互靠近或远离,且两个所述限位架间隔设置,
7、限位抵接轮,转动设置在所述限位架上,所述限位架移动后,使得所述限位抵接轮抵接白坯上料架。
8、作为进一步的技术方案,所述限位组件还包括:
9、皮带,循环设置在两个所述限位抵接轮上,所述限位架移动后,使得所述皮带抵接所述白坯上料架,
10、两个磁吸件,两个所述磁吸件均设置在所述皮带上,且所述皮带循坏,使得两个所述磁吸件相反移动,所述磁吸件移动后用于抵接所述白坯上料架,
11、弹性件,所述弹性件两端分别连接两个所述磁吸件,所述弹性件提供两个所述磁吸件相互靠近的力。
12、作为进一步的技术方案,所述限位抵接轮转动轴向垂直于所述限位架移动方向。
13、本实用新型的工作原理及有益效果为:
14、本实用新型中,使用两个机架上的限位组件,实现将夹紧区域内的白坯上料架自动定位夹紧,白坯上料架正常在agv小车或推送装置送往夹紧区域时,限位组件先不工作,白坯上料架正常向里输送,只有当白坯上料架两端均快要接触到两个限位架时,利用气缸等工件驱动两个限位架移动,使限位抵接轮在接触到白坯上料架后,也不会影响agv小车或推送装置进一步推送操作,仅仅只是进行初步定位。
15、进一步通过皮带来实现更全面的自动定位,实现夹紧白坯上料架,完成限位抵接轮抵接白坯上料架的初步定位后,agv小车或推送装置进一步推送,由于皮带此时开始循环,进而驱动两个磁吸件相反运动,即相互远离,逐渐靠近白坯上料架,并最终通过磁力吸附白坯上料架,此时agv小车或推送装置给白坯上料架的推离无法抵消磁吸件的作用力,进而完成自动定位夹紧操作,而弹性件的设置,是为了当更换白坯上料架时,利用弹性件提供的作用力,使两个磁吸件复位,可以通过人为或一些机械结构来断开磁吸件和白坯上料架的连接,方便后续agv小车或推送装置继续提供推送力。
技术特征:
1.一种白坯上料架自动定位夹紧结构,其特征在于,包括:
2.根据权利要求1所述的一种白坯上料架自动定位夹紧结构,其特征在于,所述限位组件(2)还包括:
3.根据权利要求1所述的一种白坯上料架自动定位夹紧结构,其特征在于,所述限位抵接轮(5)转动轴向垂直于所述限位架(4)移动方向。
技术总结
本技术涉及自动定位装置技术领域,提出了一种白坯上料架自动定位夹紧结构,包括机架,两个限位组件,两个所述限位组件均设置在所述机架上,两个所述限位组件之间形成夹紧区域,所述限位组件包括:两个限位架,两个所述限位架均移动设置在所述机架上,两个所述限位组件的所述限位架移动后相互靠近或远离,且两个所述限位架间隔设置,限位抵接轮转动设置在所述限位架上,所述限位架移动后,使得所述限位抵接轮抵接白坯上料架。通过上述技术方案,解决了现有技术中的几组气缸从各个方位夹紧白坯上料架,导致成本高且前期安装步骤过于繁琐的问题。
技术研发人员:赵祥来,邸广铎,田辉,孙明
受保护的技术使用者:唐山贺祥智能科技股份有限公司
技术研发日:20231109
技术公布日:2024/5/19
- 还没有人留言评论。精彩留言会获得点赞!