一种飞机蒙皮的切割钻孔模具的制作方法
本技术属于飞机蒙皮加工,具体涉及一种飞机蒙皮的切割钻孔模具。
背景技术:
1、在飞机蒙皮制造过程中,通常使用复合材料加工制作,首先是将复合材料依据复材成型模铺层并进罐高温固化,由于复材工装设计预留材料高温热膨胀系数和固化回弹量,故而工装不能按理论数据进行设计制造,因此复材蒙皮外形需留余量和装配铆接导孔均不能制出,在飞机型架上装配时依据数字化型架进行装配修切外形再预开铆接螺栓孔;所以需要在飞机部段装配时切割成型的飞机蒙皮,由于预制的铆接导孔同时与外形有直接的关联尺寸,飞机蒙皮的尺寸过大,对其进行切割时难以固定并且难以把控切割的精度,外形变化会导致产品尺寸不合格。
技术实现思路
1、本实用新型的目的在于提供一种飞机蒙皮的切割钻孔模具,通过长期技术实践得出复材蒙皮成型的关联技术参数,同时研发并运用飞机蒙皮的切割钻孔模具,解决大型飞机的飞机蒙皮切割精度难以把控的问题。
2、本实用新型通过下述技术方案实现:
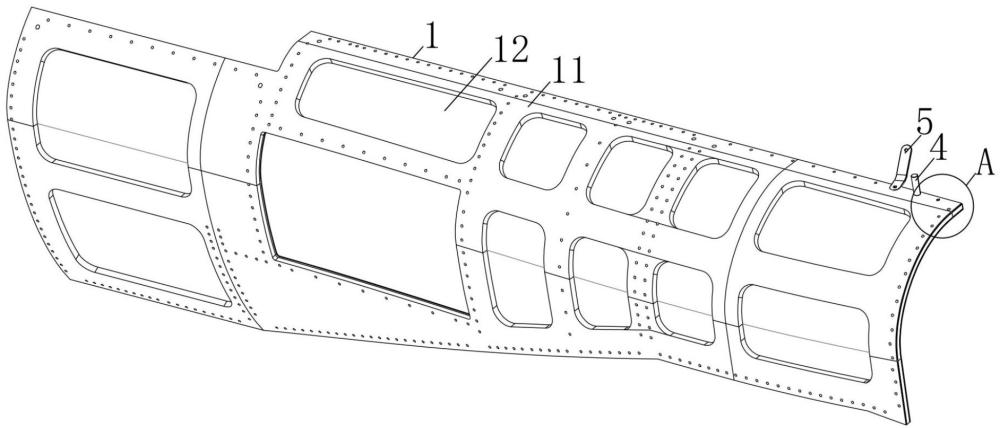
3、一种飞机蒙皮的切割钻孔模具,包括本体,所述本体上设置有若干切割工艺孔,所述切割工艺孔间隔设置,所述本体的边缘和切割工艺孔的边缘处设置有定位孔,所述定位孔用于对飞机蒙皮钻孔时进行定位;所述本体上设置有限位件,所述限位件用于对飞机蒙皮限位;
4、所述本体包括表面层和接触层,所述表面层与接触层相贴合设置;
5、所述飞机蒙皮贴合接触层设置,所述本体上位于接触层的边缘设置有检测件,所述检测件的一侧与飞机蒙皮抵接,所述检测件高于或低于本体的表面层设置;检测件用于检测飞机蒙皮的切割精度。
6、进一步地,所述检测件为金属条,所述金属条的厚度为2mm。
7、进一步地,所述限位件设置在定位孔内,所述限位件穿过定位孔后将飞机蒙皮固定。
8、进一步地,所述限位件包括限位销和限位帽,所述限位销包括限位部和连接部,所述限位部的直径大于定位孔的直径,所述连接部的直径小于定位孔的直径,所述限位销的连接部穿过本体和飞机蒙皮后与限位帽螺纹连接。
9、进一步地,所述本体上设置有钻孔件,所述钻孔件与本体上的定位孔之间通过插拔连接;所述钻孔件包括钻套和把手,所述钻套端部与把手连接,所述钻套的直径与定位孔的直径相配合。
10、进一步地,所述本体的厚度为12mm。
11、本实用新型与现有技术相比,具有以下优点及有益效果:
12、1)本实用新型中,飞机蒙皮与本体之间贴合设置,并且使用若干限位件将飞机蒙皮固定在本体上,使本体与飞机蒙皮之间保持稳固后进行切割,同时,在本体中接触层的边缘设置有检测件,用于检测切割后的飞机蒙皮尺寸是否达标;该模具的结构简单,制造成本低,可以加工多种尺寸的飞机蒙皮。
13、2)本实用新型中,本体上设置有若干定位孔,另外设置有与定位孔相配合的钻孔件,钻孔件上钻套的直径与定位孔的直径相配合,保证了同轴度,从而能够保证在飞机蒙皮上钻孔的精准度。
技术特征:
1.一种飞机蒙皮的切割钻孔模具,其特征在于,包括本体,所述本体上设置有若干切割工艺孔,所述切割工艺孔间隔设置,所述本体的边缘和切割工艺孔的边缘处设置有定位孔,所述定位孔用于对飞机蒙皮钻孔时进行定位;所述本体上设置有限位件,所述限位件用于对飞机蒙皮限位;
2.如权利要求1所述飞机蒙皮的切割钻孔模具,其特征在于,所述检测件为金属条,所述金属条的厚度为2mm。
3.如权利要求1所述飞机蒙皮的切割钻孔模具,其特征在于,所述限位件设置在定位孔内,所述限位件穿过定位孔后将飞机蒙皮固定。
4.如权利要求3所述飞机蒙皮的切割钻孔模具,其特征在于,所述限位件包括限位销和限位帽,所述限位销包括限位部和连接部,所述限位部的直径大于定位孔的直径,所述连接部的直径小于定位孔的直径,所述限位销的连接部穿过本体和飞机蒙皮后与限位帽螺纹连接。
5.如权利要求1所述飞机蒙皮的切割钻孔模具,其特征在于,所述本体上设置有钻孔件,所述钻孔件与本体上的定位孔之间通过插拔连接;所述钻孔件包括钻套和把手,所述钻套端部与把手连接,所述钻套的直径与定位孔的直径相配合。
6.如权利要求1所述飞机蒙皮的切割钻孔模具,其特征在于,所述本体的厚度为12mm。
技术总结
本技术公开了一种飞机蒙皮的切割钻孔模具,包括本体,本体上设置有若干切割工艺孔,切割工艺孔间隔设置,本体的边缘和切割工艺孔的边缘设置有定位孔,本体包括表面层和接触层,表面层与接触层相贴合设置,飞机蒙皮贴合接触层设置,本体上位于接触层的边缘设置有检测件,检测件的一侧与飞机蒙皮抵接,检测件高于或低于本体表面层设置;检测件用于检测飞机蒙皮的切割精度;本技术中,飞机蒙皮与本体之间贴合设置,并且使用若干限位件将飞机蒙皮固定在本体上,使本体与飞机蒙皮之间保持稳固后进行切割,在本体中接触层的边缘设置有检测件,用于检测切割后的飞机蒙皮尺寸是否达标;该模具结构简单,制造成本低,可以加工多种尺寸的飞机蒙皮。
技术研发人员:滕伟,胡玉伦,冀佳佳
受保护的技术使用者:成都德坤航空设备制造有限公司
技术研发日:20231207
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!