机械臂集群的控制方法、装置、电子设备及存储介质与流程
本发明涉及工业互联网,尤其涉及一种机械臂集群的控制方法、装置、电子设备及存储介质。
背景技术:
1、随着科技的进步与发展,在产品生产领域使用机械臂进行相关搬运以及组装工作已成为主要生产方式,该种方式可以达到降本增效的有益效果。
2、一般地,对于组装一件产品而言,需使用多个机械臂进行共同协作,且同一机械臂可能适用于多种相似规格装配组件的抓取,或同一装配组件可被多个机械臂进行抓取。由于机械臂选取时涉及的种类繁多,那么在对产品进行组装时,如何为多个机械臂确定合适的装配组件,且在多个机械臂协作时,如何为每个机械臂确定出较优的控制顺序,以提高产品的组装效率,是亟待解决的重点问题。
技术实现思路
1、本发明提供一种机械臂集群的控制方法、装置、电子设备及存储介质,能够改善现有的对机械臂集群进行控制的方案。
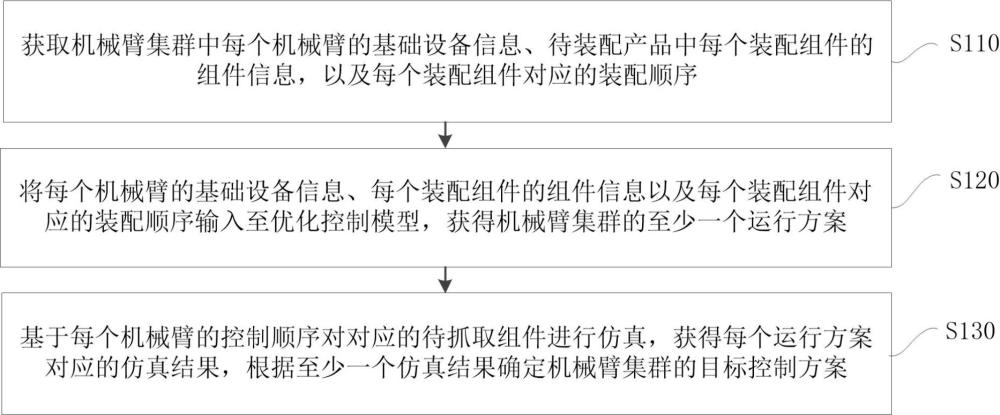
2、第一方面,本发明提供一种机械臂集群的控制方法,包括:获取机械臂集群中每个机械臂的基础设备信息、待装配产品中每个装配组件的组件信息,以及每个装配组件对应的装配顺序;将每个所述机械臂的基础设备信息、每个所述装配组件的组件信息以及每个所述装配组件对应的装配顺序输入至优化控制模型,获得所述机械臂集群的至少一个运行方案,所述运行方案包括每个机械臂的待抓取组件和每个所述机械臂的控制顺序;基于每个所述机械臂的控制顺序对对应的待抓取组件进行仿真,获得每个所述运行方案对应的仿真结果,根据至少一个所述仿真结果确定所述机械臂集群的目标控制方案。
3、可选地,所述获取机械臂集群中每个机械臂的基础设备信息、待装配产品中每个装配组件的组件信息,以及每个装配组件对应的装配顺序,包括:获取所述机械臂集群的第一描述信息,以及所述待装配产品的第二描述信息;所述第一描述信息包括每个机械臂的设备标识和对应的设备信息,所述第二描述信息包括每个装配组件的组件标识和对应的装配信息;基于预设语言模型对所述第一描述信息和所述第二描述信息进行关键字识别,获得每个所述机械臂的基础设备信息、待装配产品中每个装配组件的组件信息,以及每个装配组件对应的装配顺序。
4、可选地,所述将每个所述机械臂的基础设备信息、每个所述装配组件的组件信息以及每个所述装配组件对应的装配顺序输入至优化控制模型,获得所述机械臂集群的至少一个运行方案,包括:将每个所述机械臂的基础设备信息、每个所述装配组件的组件信息以及每个所述装配组件对应的装配顺序输入至所述优化控制模型的装配时间函数中,在所述装配时间最短时,求解装配质量函数和装配序列函数,获得所述机械臂集群的至少一个运行方案。
5、可选地,所述装配质量函数包括装配朝向因子、装配偏差因子以及装配力矩因子至少一种。
6、可选地,至少一个所述运行方案基于运行时长顺序排列。
7、所述基于每个所述机械臂的控制顺序对对应的待抓取组件进行仿真,获得每个所述运行方案对应的仿真结果,根据至少一个所述仿真结果确定所述机械臂集群的目标控制方案,包括:将顺序排列第一的运行方案作为当前仿真方案,基于每个所述机械臂的控制顺序对对应的待抓取组件进行仿真,获得仿真结果;判断当前仿真结果是否包含机械臂碰撞;若包含所述机械臂碰撞,则顺序选取下一运行方案作为当前仿真方案,直至当前仿真方案的仿真结果不包括机械臂碰撞为止;若不包含所述机械臂碰撞,则根据当前仿真结果是否满足预设条件确定目标控制方案。
8、可选地,所述预设条件包括装配质量条件和装配序列条件。
9、所述根据当前仿真结果是否满足预设条件确定目标控制方案,包括:判断所述装配序列条件和所述装配质量条件是否满足装配规范;若所述装配序列条件和所述装配质量条件满足所述装配规范,则确定当前所述仿真方案为所述目标控制方案;若所述装配序列条件和/或所述装配质量条件不满足所述装配规范,则执行顺序选取下一运行方案作为当前仿真方案,并判断当前仿真结果是否包含机械臂碰撞的操作。
10、可选地,在当前仿真方案对应的仿真结果包括机械臂碰撞时,还包括:反馈当前仿真方案对应的碰撞信息。
11、第二方面,本发明提供一种机械臂集群的控制装置,所述装置包括:信息获取模块,用于获取机械臂集群中每个机械臂的基础设备信息、待装配产品中每个装配组件的组件信息,以及每个装配组件对应的装配顺序。
12、方案输出模块,用于将每个所述机械臂的基础设备信息、每个所述装配组件的组件信息以及每个所述装配组件对应的装配顺序输入至优化控制模型,获得所述机械臂集群的至少一个运行方案,所述运行方案包括每个机械臂的待抓取组件和每个所述机械臂的控制顺序。
13、仿真优化模块,用于基于每个所述机械臂的控制顺序对对应的待抓取组件进行仿真,获得每个所述运行方案对应的仿真结果,根据至少一个所述仿真结果确定所述机械臂集群的目标控制方案。
14、第三方面,本发明还提供了一种电子设备,所述电子设备包括:至少一个处理器;以及与所述至少一个处理器通信连接的存储器;其中,所述存储器存储有可被所述至少一个处理器执行的计算机程序,所述计算机程序被所述至少一个处理器执行,以使所述至少一个处理器能够执行本发明任一实施例所述的机械臂集群的控制方法。
15、第四方面,本发明还提供了一种计算机可读存储介质,所述计算机可读存储介质存储有计算机指令,所述计算机指令用于使处理器执行时实现本发明任一实施例所述的机械臂集群的控制方法。
16、本发明实施例提供的机械臂集群的控制方案,首先获取机械臂集群中每个机械臂的基础设备信息、待装配产品中每个装配组件的组件信息,以及每个装配组件对应的装配顺序;然后通过将每个机械臂的基础设备信息、每个装配组件的组件信息以及每个装配组件对应的装配顺序输入至优化控制模型,获得机械臂集群的至少一个运行方案,运行方案包括每个机械臂的待抓取组件和每个机械臂的控制顺序;最后基于每个机械臂的控制顺序对应的待抓取组件进行仿真,获得每个运行方案对应的仿真结果,根据至少一个仿真结果确定机械臂集群的目标控制方案。本方案通过优化模型可输出适用于当前待装配产品对应的至少一个机械臂集群的运行方案,并进一步通过对每个运行方案进行自动仿真的方式,可以确定出目标控制方案,通过目标控制方案对待装配产品进行相关组装操作,能够以较优的方式提高产品组装效率。
17、应当理解,本部分所描述的内容并非旨在标识本发明的实施例的关键或重要特征,也不用于限制本发明的范围。本发明的其它特征将通过以下的说明书而变得容易理解。
技术特征:
1.一种机械臂集群的控制方法,其特征在于,包括:
2.根据权利要求1所述的机械臂集群的控制方法,其特征在于,所述获取机械臂集群中每个机械臂的基础设备信息、待装配产品中每个装配组件的组件信息,以及每个装配组件对应的装配顺序,包括:
3.根据权利要求1所述的机械臂集群的控制方法,其特征在于,所述将每个所述机械臂的基础设备信息、每个所述装配组件的组件信息以及每个所述装配组件对应的装配顺序输入至优化控制模型,获得所述机械臂集群的至少一个运行方案,包括:
4.根据权利要求3所述的机械臂集群的控制方法,其特征在于,所述装配质量函数包括装配朝向因子、装配偏差因子以及装配力矩因子至少一种。
5.根据权利要求1所述的机械臂集群的控制方法,其特征在于,至少一个所述运行方案基于运行时长顺序排列;
6.根据权利要求5所述的机械臂集群的控制方法,其特征在于,所述预设条件包括装配质量条件和装配序列条件;
7.根据权利要求5所述的机械臂集群的控制方法,其特征在于,在当前仿真方案对应的仿真结果包括机械臂碰撞时,还包括:
8.一种机械臂集群的控制装置,其特征在于,包括:
9.一种电子设备,其特征在于,所述电子设备包括:至少一个处理器;以及与所述至少一个处理器通信连接的存储器;
10.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,该程序被处理器执行时实现如权利要求1-7任一项所述的机械臂集群的控制方法。
技术总结
本发明公开了一种机械臂集群的控制方法、装置、电子设备及存储介质,涉及工业互联网技术,可应用于工业互联网柔性装配场景,该方法包括:获取机械臂集群中每个机械臂的基础设备信息、待装配产品中每个装配组件的组件信息,以及每个装配组件对应的装配顺序;通过将每个机械臂的基础设备信息、每个装配组件的组件信息以及每个装配组件对应的装配顺序输入至优化控制模型,获得机械臂集群的至少一个运行方案;基于每个机械臂的控制顺序对应的待抓取组件进行仿真,获得每个运行方案对应的仿真结果,根据至少一个仿真结果确定机械臂集群的目标控制方案。通过本方案确定出的目标控制方案对待装配产品进行相关组装操作,能够提高产品组装效率。
技术研发人员:孟祥秀,董李扬,秦承刚,鲁效平,张硕,崔书孝,李蕾
受保护的技术使用者:卡奥斯工业智能研究院(青岛)有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!