基于PLC控制的除尘器管道惰化系统的制作方法
基于plc控制的除尘器管道惰化系统
技术领域
1.本实用新型涉及的是基于plc控制的除尘器管道惰化系统,具体涉及一种由plc控制系统控制的等离子钛粉喷涂设备排风管道惰化系统。
背景技术:
2.等离子喷涂设备在喷涂过程中会产生一部分钛粉尘废料,需要通过设备外部的除尘过滤装置吸入到粉尘回收桶,通过滤芯,再将干净的空气排入大气中,起到净化喷涂腔室内部的工作环境的作用。
3.由于钛粉属于易燃类粉尘,现有技术中一般是对喷涂腔室内部铺满惰性粉末、定时打扫、以及定期清理除尘过滤器管道内部钛粉和回收桶,来降低发生火灾可能性的目的,但是却忽略了除尘过滤装置的惰化处理,除尘过滤器在工作的过程中会不断地吸入喷涂腔室内部的钛粉尘及经过等离子熔融的钛粉,管道内壁会粘附上较多的细小钛粉,遇到火花随时都有可能发生火灾,存在较大的安全隐患。
技术实现要素:
4.本实用新型提出的是基于plc控制的除尘器管道惰化系统,其目的旨在克服现有技术存在的上述不足,实现对除尘过滤器粉尘回收吸气管道内部环境及过滤器滤芯腔室和废料回收桶进行自动惰化和消灭管道内部可能的火情。
5.本实用新型的技术解决方案:基于plc控制的除尘器管道惰化系统,其结构包括安装在除尘过滤器排风管道上的干粉送粉装置,干粉送粉装置包括内部储存干粉的干粉罐,干粉罐内部设推送器,推送器由干粉罐外侧的伺服电机和减速机驱动连接,伺服电机连接变频器,变频器连接电源,干粉罐下部送粉管路末端设喷粉嘴,喷粉嘴位于除尘过滤器排风管道内且前端设气动阀门,除尘过滤器排风管道内部设有温度传感器,气动阀门和干粉罐通过带电磁阀的管道连接氩气罐,电磁阀、变频器、气动阀门和温度传感器分别信号连接plc控制模块,plc控制模块还信号连接报警灯。
6.优选的,还包括干粉感应器,干粉感应器设置在干粉罐内侧面中下部,干粉感应器信号连接plc控制模块。
7.本实用新型的优点:结构设计合理,可对除尘过滤器粉尘回收吸气管道内部环境及过滤器滤芯腔室和废料回收桶进行自动惰化,并消灭管道内部可能的火情。在除尘过滤器工作时,plc可自动控制匀速向管道内壁喷洒干粉,干粉可粘附于管道内壁,同时与管道内部吸入的细小钛粉混合,落入与管道相接的回收桶,管道内的温度感应器可在探测到异常温度波动(温度过高)时,由plc控制伺服电机调速,加速干粉的喷入。除尘过滤器排风管道使用本系统可自动对管道内部进行惰化,免去定期清洁管道的繁琐工作,杜绝处理钛粉废料回收桶的风险,节省劳动成本,并解决了火灾隐患问题,操作简单,十分适合推广使用。
附图说明
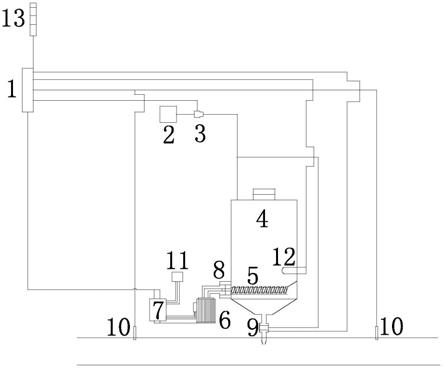
8.图1是本实用新型基于plc控制的除尘器管道惰化系统的结构示意图。
9.图中的1是plc控制模块、2是氩气罐、3是电磁阀、4是干粉罐、5是推送器、6是伺服电机、7是变频器、8是减速机、9是气动阀门、10是温度传感器、11是电源、12是干粉感应器、13是报警灯。
具体实施方式
10.下面结合实施例和具体实施方式对本实用新型作进一步详细的说明。
11.如图1所示,基于plc控制的除尘器管道惰化系统,其结构包括安装在除尘过滤器排风管道上的干粉送粉装置,干粉送粉装置包括内部储存干粉的干粉罐4,干粉罐4内部设推送器5,推送器5由干粉罐4外侧的伺服电机6(三相伺服电机)和减速机8驱动连接,伺服电机6连接变频器7,变频器7连接电源11,干粉罐4下部送粉管路末端设喷粉嘴,喷粉嘴位于除尘过滤器排风管道内且前端设气动阀门9,除尘过滤器排风管道内部设有温度传感器10,气动阀门9和干粉罐4通过带电磁阀3的管道连接氩气罐2,电磁阀3、变频器7、气动阀门9和温度传感器10分别信号连接plc控制模块1,plc控制模块1还信号连接报警灯13。
12.还包括干粉感应器12,干粉感应器12设置在干粉罐4内侧面中下部,干粉感应器12信号连接plc控制模块1。
13.干粉罐4优选设置在除尘过滤器旁的设备灭火器材旁。
14.根据以上结构,工作时,管道内部的温度传感器10将管道内部测量的温度实时上传给plc控制模块1,控制干粉送粉量,具体由伺服电机6、变频器7、减速机8、干粉罐4和推送器5相互配合,并通过电气控制来实现自动化干粉喷洒,电气控制具体包括位于氩气罐2管路上(调压阀管路下方)的电磁阀3和安装于干粉罐4送粉管路末端的气动阀门9;干粉罐4内部充入氩气,氩气由氩气罐2(优选安装于设备工艺气体氩气管路调压阀下方并固定在地面上)提供;电气控制工作的同时,伺服电机6由变频器7供电驱动,变频器7供电电源由外接(三相380v电压)电源11提供。电磁阀3、温度传感器10、气动阀门9、干粉感应器12,报警灯13以及变频器7均由plc控制模块1控制。
15.具体的,当等离子喷涂设备开始工作时,除尘过滤器装置启动,同时干粉送粉装置驱动电源(电源11)自动开启供电,plc控制模块1(安装于设备电柜内部)启动,伺服电机6的变频器7以设定好的马达转速经由减速机8控制推送器5转动并推送干粉流入送粉管路,此时控制氩气通断的电磁阀3和控制干粉喷出的气动阀门9得到plc控制模块1控制信号同时开启,向除尘过滤器排风管道内部喷洒粉末。plc控制模块1根据收到的温度信号判断管道内部环境情况(比如通过设定好的pwm运算公式转换成数字信号),控制送粉量。
16.当排风管道内部温度正常时,干粉送粉装置始终按设定好的送粉速度向管道内部喷粉,与钛粉粉尘混合后进入回收桶,一旦出现管道内部温度异常plc控制模块1控制全速启动伺服电机6让干粉加速并大量涌入管道,灭火并通过报警灯13报警。
17.当干粉低于干粉感应器12位置,系统会由报警灯13亮灯报警提醒加注干粉,报警功能均可由plc控制模块1控制触发。
18.以上所述各部件及控制方法均为现有技术,本领域技术人员可使用任意可实现其对应功能的型号和现有设计。
19.以上所述的仅是本实用新型的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
技术特征:
1.基于plc控制的除尘器管道惰化系统,其特征包括安装在除尘过滤器排风管道上的干粉送粉装置,干粉送粉装置包括内部储存干粉的干粉罐(4),干粉罐(4)内部设推送器(5),推送器(5)由干粉罐(4)外侧的伺服电机(6)和减速机(8)驱动连接,伺服电机(6)连接变频器(7),变频器(7)连接电源(11),干粉罐(4)下部送粉管路末端设喷粉嘴,喷粉嘴位于除尘过滤器排风管道内且前端设气动阀门(9),除尘过滤器排风管道内部设有温度传感器(10),气动阀门(9)和干粉罐(4)通过带电磁阀(3)的管道连接氩气罐(2),电磁阀(3)、变频器(7)、气动阀门(9)和温度传感器(10)分别信号连接plc控制模块(1),plc控制模块(1)还信号连接报警灯(13)。2.如权利要求1所述的基于plc控制的除尘器管道惰化系统,其特征是还包括干粉感应器(12),干粉感应器(12)设置在干粉罐(4)内侧面中下部,干粉感应器(12)信号连接plc控制模块(1)。
技术总结
本实用新型是基于PLC控制的除尘器管道惰化系统,其结构包括内部储存干粉的干粉罐,干粉罐内部设推送器,推送器由干粉罐外侧的伺服电机和减速机驱动连接,伺服电机连接变频器,干粉罐下部送粉管路末端设喷粉嘴,喷粉嘴位于除尘过滤器排风管道内且前端设气动阀门,除尘过滤器排风管道内部设有温度传感器,气动阀门和干粉罐通过带电磁阀的管道连接氩气罐,电磁阀、变频器、气动阀门和温度传感器分别信号连接PLC控制模块,PLC控制模块还信号连接报警灯。本实用新型的优点:除尘过滤器排风管道使用本系统可自动对管道内部进行惰化,无需定期清洁管道,杜绝处理钛粉废料回收桶的风险,节省劳动成本,杜绝火灾隐患,操作简单,适合推广使用。使用。使用。
技术研发人员:王士平 华桂琴
受保护的技术使用者:无锡企志骨卫医疗科技有限公司
技术研发日:2021.11.09
技术公布日:2022/4/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1