一种具有吹气功能的压板夹膜切角工艺的制作方法
[0001]
本发明涉及包装切角工艺领域,具体是一种具有吹气功能的压板夹膜切角工艺。
背景技术:
[0002]
大部分的包装切角都是通过理膜杆将包装盒袋角拨到一边后进行热切封袋,但是由于包装盒袋角被拨动的时候容易鼓起、不贴边、褶皱,会导致热切封袋不成功;包装盒*袋角容易粘在热切衬条或热切刀上,进而影响后续的切角工序。
技术实现要素:
[0003]
本发明所要解决的技术问题是提供一种具有吹气功能的压板夹膜切角工艺,可以有效解决上述背景技术中提出的问题。
[0004]
为解决上述问题,本发明所采取的技术方案是:一种具有吹气功能的压板夹膜切角工艺,其工艺在于:s1:气嘴将包装盒袋角吹到热切组件与衬板组件之间;s2:压板向热切组件与包装盒之间经过;s3:压板与衬板组件的滑动板对包装盒袋角进行夹紧;s4:压板与滑动板往远离包装盒的方向移动,直至将包装盒袋角扯至平整状态;s5:热切组件对包装盒袋角进行热切封袋;s6:压板与滑动板往远离包装盒的方向移动一段距离;s7:压板与滑动板进行复位。
[0005]
作为本发明的进一步优选方案,所述气嘴靠近或紧贴在包装盒边缘,且气嘴的吹气角度朝向衬板组件或与包装盒侧面平行。
[0006]
作为本发明的进一步优选方案,s1的动作进程完成后衔接s2的动作进程开始,或s1的动作进程与s2的动作进程同时进行。
[0007]
作为本发明的进一步优选方案,所述压板初始位置位于热切组件与包装盒之间。
[0008]
作为本发明的进一步优选方案,s2中的滑动板相对衬板组件静止不动,压板不断贴近滑动板进而形成对包装盒袋角的夹紧。
[0009]
作为本发明的进一步优选方案,s3的压板与滑动板往远离包装盒的方向移动过程中对包装盒袋角处于夹紧状态。
[0010]
作为本发明的进一步优选方案,所述热切组件设有护板,且衬板组件设有衬条与热切组件的切刀位于同一竖直平面。
[0011]
作为本发明的进一步优选方案,s5中的压板与滑动板移动过程中对包装盒袋角处于夹紧状态。
[0012]
作为本发明的进一步优选方案,s3、s5中压板主动移动从而通过夹紧摩檫力传递带动滑动板移动,或滑动板主动移动从而通过夹紧摩檫力传递带动压板移动。
[0013]
作为本发明的进一步优选方案,所述压板与滑动板复位,包装盒袋角掉落被负压
管道吸走,压板与滑动板复位至初始位置。
[0014]
与现有技术相比,本发明提供了一种具有吹气功能的压板夹膜切角工艺,具备以下有益效果:通过压板与衬板组件的滑动板将包装盒袋角夹紧、拉扯,避免袋角鼓起的情况,也不易产生褶皱,压板使包装盒袋角贴近衬板组件,便于热切封边;热切封袋过后压板与滑动板再一次拉扯袋角,防止袋角粘连在热切刀或者热切衬条上。
附图说明
[0015]
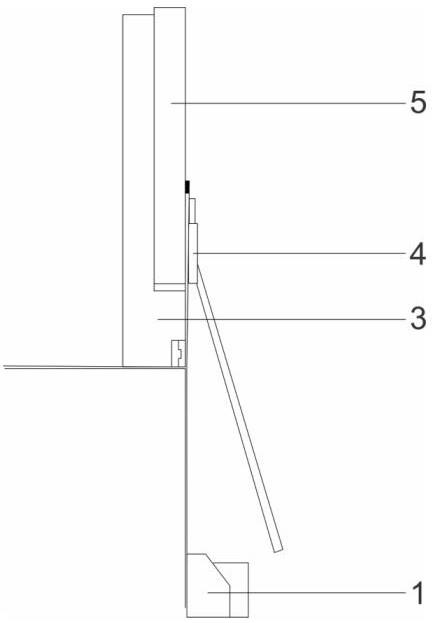
图1为本发明压板与滑动板初始位置示意图;图2为本发明s2动作步骤压板不断贴近滑动板示意图;图3为本发明s4动作步骤结束状态示意图;图4为本发明s6动作步骤结束状态示意图;其中:1、气嘴,2、热切组件,3、衬板组件,4、压板,5、滑动板。
具体实施方式
[0016]
下面将结合本发明实施例中的附图1-4,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0017]
本发明提供一种具有吹气功能的压板夹膜切角工艺,其工艺在于:s1:气嘴1将包装盒袋角吹到热切组件2与衬板组件3之间;s2:压板4向热切组件2与包装盒之间经过;s3:压板4与衬板组件3的滑动板5对包装盒袋角进行夹紧;s4:压板4与滑动板5往远离包装盒的方向移动,直至将包装盒袋角扯至平整状态;s5:热切组件2对包装盒袋角进行热切封袋;s6:压板4与滑动板5往远离包装盒的方向移动一段距离;s7:压板4与滑动板5进行复位。
[0018]
作为本发明的进一步优选方案,所述气嘴1靠近或紧贴在包装盒边缘,且气嘴1的吹气角度朝向衬板组件3或与包装盒侧面平行。
[0019]
作为本发明的进一步优选方案,s1的动作进程完成后衔接s2的动作进程开始,或s1的动作进程与s2的动作进程同时进行。
[0020]
作为本发明的进一步优选方案,所述压板4初始位置位于热切组件2与包装盒之间。
[0021]
作为本发明的进一步优选方案,s2中的滑动板5相对衬板组件3静止不动,压板4不断贴近滑动板5进而形成对包装盒袋角的夹紧。
[0022]
作为本发明的进一步优选方案,s3的压板4与滑动板5往远离包装盒的方向移动过程中对包装盒袋角处于夹紧状态。
[0023]
作为本发明的进一步优选方案,所述热切组件2设有护板,且衬板组件3设有衬条与热切组件2的切刀位于同一竖直平面。
[0024]
作为本发明的进一步优选方案,s5中的压板4与滑动板5移动过程中对包装盒袋角处于夹紧状态。
[0025]
作为本发明的进一步优选方案,s3、s5中压板4主动移动从而通过夹紧摩檫力传递带动滑动板5移动,或滑动板5主动移动从而通过夹紧摩檫力传递带动压板4移动。
[0026]
作为本发明的进一步优选方案,所述压板4与滑动板(5)复位,包装盒袋角掉落被负压管道吸走,压板4与滑动板5复位至初始位置。
[0027]
作为本发明的一个具体实施例:气嘴1将包装盒袋角吹到热切组件2与衬板组件3之间,压板4向热切组件2与包装盒之间经过,滑动板5相对衬板组件3静止不动,压板4不断贴近滑动板5进而形成对包装盒袋角的夹紧;通过气嘴的加入让包装盒袋角更加容易被压板与滑动板夹紧;压板4与滑动板5往远离包装盒的方向移动,直至将包装盒袋角扯至平整状态,避免袋角鼓起的情况,也不易产生褶皱,压板使包装盒袋角贴近衬板组件,便于热切封边;热切组件2对包装盒袋角进行热切封袋;压板4与滑动板5往远离包装盒的方向移动一段距离,防止袋角粘连在热切刀或者热切衬条上;压板4与滑动板5进行复位至初始位置。
[0028]
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1