一种捻线方法及配套设备与流程
[0001]
本发明涉及机械捻线技术领域,尤其是一种捻线方法及配套设备。
背景技术:
[0002]
捻线是将单丝或股线进行加捻(多根丝线互相缠绕),使之获得一定的捻向和捻回数的工艺。捻线捻向分左捻和右捻,也可分为s捻或者z捻。
[0003]
根据丝织物成品规格的要求,通过加捻工序改变丝线的外观效应或物理机械性能,既可改善丝线的织造加工性能,又可满足织物的外观和不同用途的要求。
[0004]
因此,织物丝线在进行纺织的过程中通常会对丝线进行加捻操作,然而,传统的捻线方法主要是通过手搓的或者加捻机来实现丝线捻线,但是这种传统的方式在对莫代尔、真丝等较为光滑的真丝丝线进行捻线时,制作出的加捻线丝的各股单丝与单丝之间的抱紧程度通常较弱,在后期防止的过程中很容易出现丝线松散的情况,无法有效的提高纺织织物的强力和耐磨性能,提高丝织物的牢度。
[0005]
另外,现有的捻线的方式通常存在捻线效率低,加捻后成品质量差的问题,为此,我公司特此研发出了一款新的捻线方法并配合研发出了一款专用捻线设备。
技术实现要素:
[0006]
本发明为解决上述技术问题之一,所采用的技术方案是:一种捻线方法,包括如下步骤:s1、准备主丝线与副丝线;按照要求准备主丝线并对主丝线进行加捻前的主丝线预处理工艺,同时准备多股副丝线;s2、针对预处理工艺处理后的主丝线进行凝胶剂过线涂敷处理;s3、利用捻线设备实现多组上述主丝线间隔安装布线;s4、在各组完成布线的主丝线的周侧布置多根副丝线;s5、启动捻线设备同时对多组主丝线、副丝线同时进行揉搓加捻步骤并形成初捻多股丝线;s6、针对上述初捻多股丝线进行热压定型处理;s7、在捻线设备上进行穿线过热终定型工艺处理得捻线成品。
[0007]
优选地,所述主丝线预处理工艺包括如下步骤:主丝线置于捻线设备内并在其内部经室温清水充分浸润;浸润后的主丝线进行持续加热;针对上述加热后的主丝线在捻线设备内进行初步张紧处理。
[0008]
优选地,所述持续加热时的加热温度为40-60 ℃,加热时间为1-2min。
[0009]
优选地,所述揉搓加捻步骤的过程中需要在加捻后进行热压处理,所述热压处理的时间为3-5s。
[0010]
优选地,所述热压处理的热压温度为50-60℃。
[0011]
优选地,所述热压处理的方式为静压热压。
[0012]
一种捻线设备,所述捻线设备为上述权利要求书中所述的捻线设备,包括丝线预处理组件,所述丝线预处理组件用于实现主丝线预处理工艺,在所述丝线预处理组件的下游设置依次设置有主丝线裹胶涂敷组件,进绳端输送组件、快速加捻组件、出绳端输送组件、穿线过热终定型组件。
[0013]
优选地,所述丝线预处理组件包括一加热水浴储线箱,所述加热水浴储线箱内用于浸润放置主丝线,在所述加热水浴储线箱的上端安装有一引导辊组,主丝线穿出所述引导辊组并穿过一带有引导缩紧孔的固定盘,在所述引导缩紧孔的下游安装有一用于拽动主丝线的中间驱动辊组,所述中间驱动辊组的下游与所述主丝线裹胶涂敷组件相配合。
[0014]
优选地,所述引导辊组包括两自上而下设置的引导辊轮,主丝线由两所述引导辊轮之间穿过,两所述引导辊轮起到引导限位的作用。
[0015]
优选地,所述中间驱动辊组包括两自上而下设置的驱动摩擦辊轮,主丝线由两所述驱动摩擦辊轮之间穿过并经两所述驱动摩擦辊轮夹紧,其中一个所述驱动摩擦辊轮有驱动电机驱动旋转,在摩擦力的作用下带动另一个驱动摩擦辊轮转动,从而拉动主丝线向前运动。
[0016]
优选地,所述进绳端输送组件包括两自上而下设置的进绳摩擦辊轮,涂敷裹胶后的主丝线以及准备好的多根副丝线均由两所述进绳摩擦辊轮之间穿过并经两所述进绳摩擦辊轮夹紧,两所述进绳摩擦辊轮均由对应的进绳电机驱动旋转,两所述进绳摩擦辊轮采用同步对转运动来拉动主丝线向前运动。
[0017]
优选地,所述出绳端输送组件包括两自上而下设置的出绳摩擦辊轮,加捻后的初捻多股丝线由两所述出绳摩擦辊轮之间穿过并经两所述出绳摩擦辊轮夹紧,两所述出绳摩擦辊轮均由对应的出绳电机驱动旋转,两所述出绳摩擦辊轮采用同步对转运动来拉动初捻多股丝线向前运动。
[0018]
优选地,所述主丝线裹胶涂敷组件包括若干个并排设置在各主丝线下游的凝胶盛装箱,在各所述凝胶盛装箱的两端面处分别同轴心设置有一贯通孔,在各所述贯通孔处分别固定安装有一橡胶圆盘,各主丝线分别依次穿过对应位置处两同轴设置的橡胶圆盘中心的穿绳孔,在各所述凝胶盛装箱内充满有凝胶,在各所述凝胶盛装箱的下游分别设置有一用于清理各主丝线上多余的凝胶的柔性清扫刷,所述橡胶圆盘用于阻挡凝胶流出。
[0019]
优选地,所述快速加捻组件包括自上而下间隔设置的加捻传送皮带组件,两所述加捻传送皮带组件均沿各初捻多股丝线的间隔方向设置,在两所述加捻传送皮带组件的上游和下游分别对称设置有若干个用于供各所述初捻多股丝线穿过并对其进行限位的限位绳筒。
[0020]
优选地,所述加捻传送皮带组件为输送带组件结构,两所述加捻传送皮带组件通过其上的输送皮带相对运动且两所述输送皮带的相对面直接抵紧设置且运动方向相反、运动速度相同,两所述输送皮带通过相对运动实现对对应位置处的各股丝线的单独加捻揉搓形成初捻多股丝线,各所述输送皮带的运转均由一加捻伺服电机驱动。
[0021]
各输送皮带均为导热耐热皮带。
[0022]
各输送皮带均为上下层的环形皮带结构,在各所述输送皮带的上下层皮带之间分
别设置有一相对于地面固定设置的伸缩油缸,所述伸缩油缸的缸体相对于地面固定设置,在所述伸缩油缸朝向各初捻多股丝线一侧的活塞杆的端部固定安装有一用于按压输送皮带的加热平板,所述伸缩油缸带动所述加热平板实现对当前位置处的所述输送皮带实现按压,按压时可以根据需要控制输送皮带停止运转,两输送皮带在对应的两加热平板的作用下实现升温,同时实现对对应位置处的初捻多股丝线实现加热定型,操作时先加捻再加热定型。
[0023]
优选地,所述穿线过热终定型组件包括若干个加热金属环,各所述加热金属环的中心环与各初捻多股丝线配合并供各初捻多股丝线穿过,各所述加热金属环有外部电源进行加热并实现对各初捻多股丝线的表面绒毛的加热压平处理,保证各初捻多股丝线表面的光滑性,提高纺织成品的舒适度。
[0024]
本发明的有益效果体现在:1、利用本方法进行加捻捻线时通过对主丝线的提前预处理可以有效地提高主丝线的强度以及抗收缩性,保证加捻后整体多股丝线的稳定性;2、加捻后形成的初捻多股丝线通过加热定型可以快速的实现加捻的稳定性,减少纱线松动的概率;3、初捻多股丝线输出后通过穿线过热终定型组件可以快速的实现对各初捻多股丝线的表面绒毛的加热压平处理,保证各初捻多股丝线表面的光滑性。
附图说明
[0025]
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部件一般由类似的附图标记标识。附图中,各元件或部件并不一定按照实际的比例绘制。
[0026]
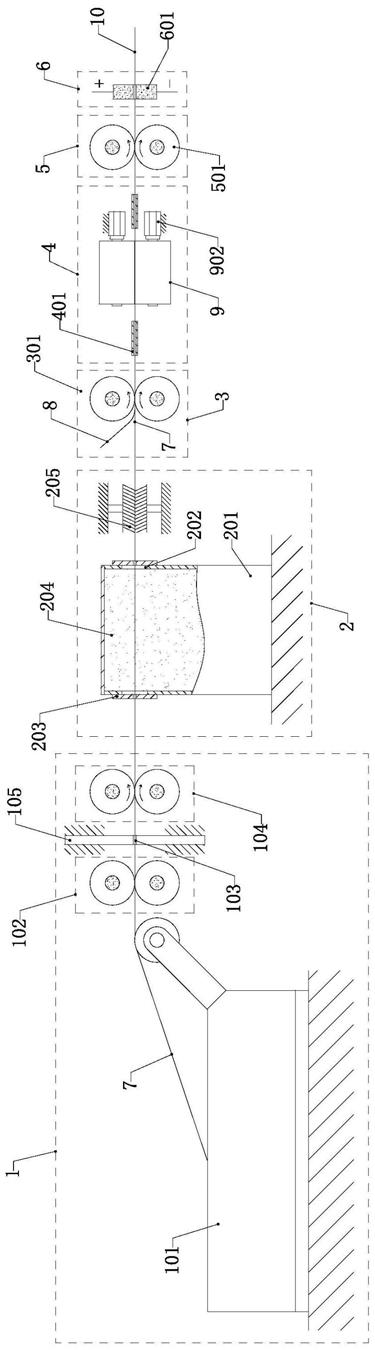
图1为本发明的结构示意图。
[0027]
图2为本发明的快速加捻组件的侧视结构示意图。
[0028]
图中,1、丝线预处理组件;101、加热水浴储线箱;102、引导辊组;103、引导缩紧孔;104、中间驱动辊组;105、固定盘;2、主丝线裹胶涂敷组件;201、凝胶盛装箱;202、贯通孔;203、橡胶圆盘;204、凝胶;205、柔性清扫刷;3、进绳端输送组件;301、进绳摩擦辊轮;4、快速加捻组件;401、限位绳筒;5、出绳端输送组件;501、出绳摩擦辊轮;6、穿线过热终定型组件;601、加热金属环;7、主丝线;8、副丝线;9、加捻传送皮带组件;901、输送皮带;902、加捻伺服电机驱动;903、伸缩油缸;904、加热平板;10、初捻多股丝线。
具体实施方式
[0029]
下面将结合附图对本发明技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本发明的技术方案,因此只作为示例,而不能以此来限制本发明的保护范围。
[0030]
如图1-2中所示,一种捻线设备,所述捻线设备为上述权利要求书中所述的捻线设备,包括丝线预处理组件1,所述丝线预处理组件1用于实现主丝线7预处理工艺,在所述丝线预处理组件1的下游设置依次设置有主丝线裹胶涂敷组件2,进绳端输送组件3、快速加捻组件4、出绳端输送组件5、穿线过热终定型组件6。
[0031]
在进行加捻处理时首先使得主丝线7依次通过丝线预处理组件1进行预处理,然后通过主丝线裹胶涂敷组件2进行裹覆凝胶204,然后配合各个副丝线8进入进绳端输送组件3,并在进绳端输送组件3的输送作用下继续向下游运动,最终在快速加捻组件4的作用下完成加捻,最终通过出绳端输送组件5输送并通过穿线过热终定型组件6实现对初捻多股丝线10的表面质量的提升。
[0032]
进绳端输送组件3、出绳端输送组件5的运动速度保持同步。
[0033]
优选地,所述进绳端输送组件3包括两自上而下设置的进绳摩擦辊轮301,涂敷裹胶后的主丝线7以及准备好的多根副丝线8均由两所述进绳摩擦辊轮301之间穿过并经两所述进绳摩擦辊轮301夹紧,两所述进绳摩擦辊轮301均由对应的进绳电机驱动旋转,两所述进绳摩擦辊轮301采用同步对转运动来拉动主丝线7向前运动。
[0034]
优选地,所述出绳端输送组件5包括两自上而下设置的出绳摩擦辊轮501,加捻后的初捻多股丝线10由两所述出绳摩擦辊轮501之间穿过并经两所述出绳摩擦辊轮501夹紧,两所述出绳摩擦辊轮501均由对应的出绳电机驱动旋转,两所述出绳摩擦辊轮501采用同步对转运动来拉动初捻多股丝线10向前运动。
[0035]
两个进绳摩擦辊轮301以及两个出绳摩擦辊轮501的驱动可以更好地保证丝线向下游传输的动力以及传输的流畅性。
[0036]
一种捻线方法,包括如下步骤:s1、准备主丝线7与副丝线8;按照要求准备主丝线7并对主丝线7进行加捻前的主丝线7预处理工艺,同时准备多股副丝线8;优选地,所述主丝线7预处理工艺包括如下步骤:主丝线7置于捻线设备的加热水浴储线箱101内并在其内部经室温清水充分浸润;浸润后的主丝线7进行持续加热;优选地,所述丝线预处理组件1包括一加热水浴储线箱101,所述加热水浴储线箱101内用于浸润放置主丝线7,在所述加热水浴储线箱101的上端安装有一引导辊组102,主丝线7穿出所述引导辊组102并穿过一带有引导缩紧孔103的固定盘105,在所述引导缩紧孔103的下游安装有一用于拽动主丝线7的中间驱动辊组104,所述中间驱动辊组104的下游与所述主丝线裹胶涂敷组件2相配合。
[0037]
优选地,所述引导辊组102包括两自上而下设置的引导辊轮,主丝线7由两所述引导辊轮之间穿过,两所述引导辊轮起到引导限位的作用。
[0038]
优选地,所述中间驱动辊组104包括两自上而下设置的驱动摩擦辊轮,主丝线7由两所述驱动摩擦辊轮之间穿过并经两所述驱动摩擦辊轮夹紧,其中一个所述驱动摩擦辊轮有驱动电机驱动旋转,在摩擦力的作用下带动另一个驱动摩擦辊轮转动,从而拉动主丝线7向前运动。
[0039]
中间驱动辊组104的运动速度与进绳端输送组件3、出绳端输送组件5的运动速度保持同步。
[0040]
多个驱动件同步运动有效地提高丝线传送的动力,降低打滑的可能性。
[0041]
针对上述加热后的主丝线7在捻线设备的引导缩紧孔103穿过来进行初步张紧处理,此处的引导缩紧孔103刚好供主丝线7穿过,同时可以起到张紧与脱水的作用。
[0042]
水浴加热的目的是使得主丝线7存在一定的潮湿度,提高加捻时的摩擦力,保证加捻的效果。
[0043]
s2、针对预处理工艺处理后的主丝线7进行凝胶204剂过线涂敷处理;优选地,所述主丝线裹胶涂敷组件2包括若干个并排设置在各主丝线7下游的凝胶盛装箱201,在各所述凝胶盛装箱201的两端面处分别同轴心设置有一贯通孔202,在各所述贯通孔202处分别固定安装有一橡胶圆盘203,各主丝线7分别依次穿过对应位置处两同轴设置的橡胶圆盘203中心的穿绳孔,在各所述凝胶盛装箱201内充满有凝胶204,在各所述凝胶盛装箱201的下游分别设置有一用于清理各主丝线7上多余的凝胶204的柔性清扫刷205,所述橡胶圆盘203用于阻挡凝胶204流出。
[0044]
处理时在主丝线裹胶涂敷组件2内进行,将主丝线7依次穿过两个橡胶圆盘203以及凝胶盛装箱201,此时主丝线7就会粘附上凝胶盛装箱201内的凝胶204,在穿出下游的橡胶圆盘203的中心孔时会将其上的大多数的凝胶204刮掉,最后再通过设置的柔性清扫刷205即可完成表面凝胶204的清理,此时主丝线7的表面还会残留适量的凝胶204便于后续加捻操作时提高主丝线7与副丝线8的粘附力度,防止多股丝线的松线。
[0045]
s3、利用捻线设备实现多组上述主丝线7间隔安装布线;s4、在各组完成布线的主丝线7的周侧布置多根副丝线8;将各组主丝线7以及副丝线8分别依次穿过进绳端输送组件3、快速加捻组件4、出绳端输送组件5、穿线过热终定型组件6。
[0046]
s5、启动捻线设备的快速加捻组件4运转,从而同时对多组主丝线7、副丝线8同时进行揉搓加捻步骤并形成初捻多股丝线10;优选地,所述快速加捻组件4包括自上而下间隔设置的加捻传送皮带组件9,两所述加捻传送皮带组件9均沿各初捻多股丝线10的间隔方向设置,在两所述加捻传送皮带组件9的上游和下游分别对称设置有若干个用于供各所述初捻多股丝线10穿过并对其进行限位的限位绳筒401。
[0047]
优选地,所述加捻传送皮带组件9为输送带组件结构,两所述加捻传送皮带组件9通过其上的输送皮带901相对运动且两所述输送皮带901的相对面直接抵紧设置且运动方向相反、运动速度相同,两所述输送皮带901通过相对运动实现对对应位置处的各股丝线的单独加捻揉搓形成初捻多股丝线10,各所述输送皮带901的运转均由一加捻伺服电机驱动902。
[0048]
各输送皮带901均为导热耐热皮带。
[0049]
各输送皮带901均为上下层的环形皮带结构,在各所述输送皮带901的上下层皮带之间分别设置有一相对于地面固定设置的伸缩油缸903,所述伸缩油缸903的缸体相对于地面固定设置,在所述伸缩油缸903朝向各初捻多股丝线10一侧的活塞杆的端部固定安装有一用于按压输送皮带901的加热平板904,所述伸缩油缸903带动所述加热平板904实现对当前位置处的所述输送皮带901实现按压,按压时可以根据需要控制输送皮带901停止运转,两输送皮带901在对应的两加热平板904的作用下实现升温,同时实现对对应位置处的初捻多股丝线10实现加热定型,操作时先加捻再加热定型。
[0050]
工作时依次将各股待加捻的主丝线7与对应的副丝线8依次穿过对应的前端的限位绳筒401、两加捻传送皮带组件9之间的间隙、后端的限位绳筒401,通过启动两个加捻伺
服电机驱动902来实现带动各所述输送皮带901相对面直接抵紧设置且运动方向相反、运动速度相同,从而实现对各股丝线的单独加捻揉搓形成初捻多股丝线10。
[0051]
s6、针对上述初捻多股丝线10进行热压定型处理;各用于抵紧初捻多股丝线10的输送皮带901均为导热耐热皮带,按压时可以根据需要控制输送皮带901停止运转,两输送皮带901在对应的两加热平板904的作用下实现升温,同时实现对对应位置处的初捻多股丝线10实现加热定型,操作时先加捻再加热定型。
[0052]
s7、在捻线设备上进行穿线过热终定型工艺处理得捻线成品。
[0053]
优选地,所述穿线过热终定型组件6包括若干个加热金属环601,各所述加热金属环601的中心环与各初捻多股丝线10配合并供各初捻多股丝线10穿过,各所述加热金属环601有外部电源进行加热并实现对各初捻多股丝线10的表面绒毛的加热压平处理,保证各初捻多股丝线10表面的光滑性,提高纺织成品的舒适度。
[0054]
优选地,所述持续加热时的加热温度为40-60 ℃,加热时间为1-2min。
[0055]
优选地,所述揉搓加捻步骤的过程中需要在加捻后进行热压处理,所述热压处理的时间为3-5s。
[0056]
优选地,所述热压处理的热压温度为50-60℃。
[0057]
优选地,所述热压处理的方式为静压热压。
[0058]
利用本方法进行加捻捻线时通过对主丝线7的提前预处理可以有效地提高主丝线7的强度以及抗收缩性,保证加捻后整体多股丝线的稳定性;加捻后形成的初捻多股丝线10通过加热定型可以快速的实现加捻的稳定性,减少丝线松动的概率;初捻多股丝线10输出后通过穿线过热终定型组件6可以快速的实现对各初捻多股丝线10的表面绒毛的加热压平处理,保证各初捻多股丝线10表面的光滑性。
[0059]
以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中;对于本技术领域的技术人员来说,对本发明实施方式所做出的任何替代改进或变换均落在本发明的保护范围内。
[0060]
本发明未详述之处,均为本技术领域技术人员的公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1