一种智能纺织用弹力柔性导线及其生产方法与流程
1.本发明涉及柔性导线生产领域,具体涉及一种智能纺织用弹力柔性导线及其生产方法。
背景技术:
2.智能纺织品为消费者提供更好的防护、舒适功能,是未来纺织行业的发展方向和重要的经济增长点,目前柔性智能纺织材料例如智能纤维、纱线、织物,是智能纺织品的研发热点和难点。用于智能纺织品的电子器件,例如,传感器、电路板、显示屏等,都需要柔性导线来实现互连。可以说柔性导线是实现智能功能的前提,柔性导线的质量是保障智能纺织品功能体现的关键环节。目前使用的柔性导线基本是直接使用金属导线,或者是为改善舒适性采用纤维包覆导线的形式,但是基本都是无弹性的,缺陷一是会导致在穿着或使用过程中导线被反复拉扯,导电性降低甚至断裂。二是无法应用于弹力柔性衬底,不适宜直接饮用于纺织面料,将刚性的导线与其结合影响了面料的延展性,舒适度大幅降低,穿着体验感不好。
技术实现要素:
3.针对现有技术中柔性导线无弹性、无法应用于弹力柔性衬底的问题,本发明提供一种智能纺织用弹力柔性导线及其生产方法,兼具弹性和导电性,可承受穿着过程中的拉伸形变,能够更加灵活地连接电子元件并应用于柔性载体。
4.本发明的技术方案为:
5.一种智能纺织用弹力柔性导线,由有色纤维包芯弹性导线组成。
6.以质量百分比计,有色纤维含量为10%
‑
70%;优选的,有色纤维含量为30%
‑
50%。选择饱和力好的纤维并增加有色纤维含量,提高捻系数,增强向心压力,进而控制弹性导线始终位于外包纤维须条中心位置。
7.优选的,有色纤维为有色纤维素纤维或有色化学纤维中的一种;进一步优选的,有色纤维为有色纤维素纤维;有色纤维可以实现多种风格,无需染色直接提花出成品面料,由于省去了染色过程,避免导线染色过程中受到的损伤,保障成品的导电性能,同时成品面料风格实现上更加多样,还可以减少染色废水的排放,节能环保。
8.优选的,所述弹性导线由液态金属与热塑性弹性体复合组成,液态金属颗粒均匀分散在热塑性弹性体中。进一步优选的,采用液态金属镓铟锡合金与塑性弹性体(tpe),弹性体为两端开口的中空管体结构,液态金属填充在管体的中空部,管体两端设置密封件,所述密封件为导电材料,并且所述密封件与液态金属形成电接触。
9.优选的,所述弹性导线采用气压法制备所得,在气压作用下将液态金属注射进弹性管中,然后用密封件密封管体两端,具体包括如下步骤:
10.(1)用熔融挤出法制备tpe弹性管,弹性管呈两端开口的中空管体,其内壁光滑,选取 10厘米长的弹性管,在弹性管两端打孔,形成弹性管孔;
11.(2)使用注射头以及气压控制器,气压控制器调节气压大小,在气压作用下将镓铟锡合金通过注射头注入弹性管的中空部;
12.(3)用密封头密封弹性管的两开口端,并且密封头与液态金属形成电接触,密封头伸入弹性管的长度为2
‑
3mm,在弹性管孔的位置安装凸起,用胶水固定伸入弹性管孔的凸起部分。
13.优选的,柔性导线的横截面直径为0.3
‑
10mm,更优选的,横截面直径为0.3
‑
0.5mm。导电效果更好。
14.本发明的另一目的还在于提供一种智能纺织用弹力柔性导线的生产方法,有色纤维采用包芯或包覆的方式,分别形成皮芯结构或包缠结构纱,将弹性导线包在内层,形成弹力柔性导线。优选的,由两根有色纤维素须条并列喂入形成皮芯结构的赛络包芯方式将弹性导线包在内层,形成弹力柔性导线。
15.弹力柔性导线的综合纱支为2英支
‑
6英支。
16.智能纺织用弹力柔性导线的生产方法具体步骤包括:a.清花;b.梳棉;c.并条;d.粗纱; e.细纱;f.后纺。
17.其中,
18.e.细纱:细纱工序是生产智能纺织品的弹力柔性导线的关键工序。在同时装有包芯装置及赛络纺装置的细纱机设备,使有色纤维粗纱经细纱后喇叭口平行喂入牵伸,在前罗拉钳口处与施加预牵伸张力的弹力导线汇聚,再经复合加捻成纱,后区牵伸倍数适当偏大控制在 1.21
‑
1.32之间,摇架压力控制在180
±
5cn,锭速偏差控制在
±
30r/min之内;所述细纱机的总牵伸倍数为10.35倍
‑
18.65倍,偏大控制优选14.51倍
‑
17.86倍,细纱钢丝圈型号偏重,优选为gs 13#,细纱钳口为4.5
‑
5.0普通钳口,为确保弹力柔性导线具备后续弹力生产要求,预牵伸倍数为3.5
‑
6倍,偏大控制优选4
‑
4.5倍,捻系数提高在380
‑
420之间,捻度偏大控制在35
‑
47 捻/10cm之间。
19.f.后纺工序中弹性导线接头采用导电金属焊接方式,所述导电金属为银或铜金属材质。高温焊接弹性体熔融状态下与导电金属融合冷却后可形成连续导线,断头处接头处理方式可杜绝断芯纱。
20.本发明的有益效果在于,
21.(1)通过有色纤维包芯弹性导线,可以缩短加工流程,无需染色,避免了染色工序带来的损伤,保障成品的导电性能,同时实现颜色风格多样;
22.(2)常规柔性导线纺纱工艺存在的包覆不严,容易导致漏芯,影响产品美观性能,本发明提供的细纱工序有效解决了上述问题;同时通过确定预牵引倍数和捻系数范围,从而确保成品面料具有良好的导电性能和弹性,本发明生产的弹力柔性导线兼具高导电性和高拉伸量,在拉伸应变≤100%及导线拉伸循环100次的情况下,电阻增加微小,对弹力柔性导线的导电效果影响不大,证明了本发明弹力柔性导线的实用性以及可靠的导电性能;
23.(3)该弹力柔性导线可被任意裁剪,拉伸后可恢复,能够灵活地连接电子元件,实现智能纺织品感知、反馈功能的同时,保留了纺织品固有的柔性风格,易穿着、美观;本发明弹力柔性导线可以单纱形式直接参与面料织造,例如作为大提花纬向色纱形成凹凸纹路,或以绣线形式直接绣入面料,解决了目前智能纺织品中导线无弹性、易扯断、舒适性差等问题。
具体实施方式
24.为了使本技术领域的人员更好地理解本发明中的技术方案,下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
25.以下实施例和对比例弹性导线为宁波材料所提供的弹性导线,鉴于材料所提供的弹性导线舒适性差,外观颜色单一,不适宜直接应用与纺织面料,因此进行柔性导线和智能纺织品面料研发。
26.所述弹性导线采用液态金属镓铟锡合金与塑性弹性体(tpe),弹性体为两端开口的中空管体结构,液态金属填充在管体的中空部,管体两端设置密封件,所述密封件为导电材料,并且所述密封件与液态金属形成电接触。
27.弹性导线采用气压法制备所得,在气压作用下将液态金属注射进弹性管中,然后用密封件密封管体两端,具体包括如下步骤:
28.(1)用熔融挤出法制备tpe弹性管,弹性管呈两端开口的中空管体,其内壁光滑,选取 10厘米长的弹性管,在弹性管两端打孔,形成弹性管孔;
29.(2)使用注射头以及气压控制器,气压控制器调节气压大小,在气压作用下将镓铟锡合金通过注射头注入弹性管的中空部;
30.(3)用密封头密封弹性管的两开口端,并且密封头与液态金属形成电接触,密封头伸入弹性管的长度为2
‑
3mm,在弹性管孔的位置安装凸起,用胶水固定伸入弹性管孔的凸起部分。
31.实施例1
32.一种智能纺织用弹力柔性导线s1,采用有色纤维素纤维包芯弹性导线,外层为有色纤维素纤维,内层为弹性导线,所述弹性导线购自宁波材料所(具体制备参上,以下实施例不再赘述);有色纤维素纤维与弹性导线的质量比为30:70,弹性导线截面直径为0.3mm,弹力柔性导线综合纱支为6英支。
33.所述弹力柔性导线在生产过程中两个重要指标的控制要点:
34.断芯纱影响导电效果:断头处接头处理方式可杜绝断芯纱,弹性导线接头采用导电金属焊接方式,所述导电金属为银、铜等金属材质,高温焊接弹性体熔融状态下与导电金属融合冷却后可形成连续导线。
35.露芯等包覆不良影响导电效果及美观舒适性:选择饱和力好的纤维并增加外包纤维含量,提高捻系数,通过增强向心压力,控制弹性导线始终位于外包纤维须条中心位置。
36.本实施例智能纺织用弹力柔性导线的生产方法包括如下步骤:
37.a.清花:对有色纤维依次使用自动抓棉机、混开棉机、多仓混棉机、开棉机、振动棉箱给棉机、单打手成卷机进行处理,采用充分开松、无破洞的工艺原则,自动抓棉机的打手速度控制在770r/min,开棉机打手速度控制在460
‑
520r/min,单打手成卷机打手速度为 950
‑
960r/min,成卷罗拉的速度为10r/min;
38.b.梳棉:生产状态要求:温度28℃、湿度60%;工艺要求:将有色纤维分别进行梳棉,锡林速度为360
‑
400r/min,刺辊速度控制在1120
‑
1130r/min,车速控制在30
‑
45m/min;
39.c.并条:将有色纤维进行预并,然后进行三道并条,获得熟条,并条隔距为8mm
×ꢀ
22mm
‑
13mm
×
25mm之间,混一、混二、混三喇叭口为2.6mm
‑
3.0mm之间;
40.d.粗纱:粗纱定量为5.0g/10m,牵伸隔距为10
×
24
×
32,钳口为5.5mm,粗纱加压为控制范围120
‑
135牛顿之间;
41.e.细纱;弹性导线经过导纱杆、导丝轮进入前钳口浮游区与经后喇叭平行喂入、牵伸的两条有色纤维素纤维须条在前罗拉钳口处汇聚,将弹性导线调整在有色纤维素纤维须条中心位置,经前罗拉输出,后区牵伸倍数适当偏大控制在1.32倍,摇架压力控制在180
±
5cn,锭速偏差控制在
±
30r/min之内;所述细纱机的总牵伸倍数为17.86倍,细纱钢丝圈型号为gs13#,细纱钳口为4.5普通钳口,为确保弹力柔性导线具备后续弹力生产要求,预牵伸倍数为4.5倍,捻系数提高至420,捻度偏大控制在47捻/10cm;
42.f.后纺:弹性导线断头处使用铜丝,采用焊接工艺将两段弹性导线进行连接,连接后检查,确定弹性导线是否位于有色纤维素纤维中间位置。
43.实施例2
44.本发明的石墨烯复合纤维包芯弹力柔性导线s2,规格为石墨烯包芯弹性导线,石墨烯与弹性导线的质量比为50:50,弹性导线截面直径为0.3mm,弹力柔性导线综合纱支为5.5英支。
45.本实施例与实施例1的区别之处在于:细纱总牵伸倍数由17.86倍改为13.91倍,捻度偏大由47捻/10cm调整为42捻/10cm,细纱钢丝,预牵伸倍数4.2倍。
46.实施例3
47.本实施例弹力柔性导线s3与实施例1的区别在于,细纱总牵伸倍数为10.35,捻度偏大为45捻/10cm,细纱钢丝,预牵伸倍数为4.5倍。
48.实施例4
49.本实施例弹力柔性导线s4与实施例1的区别在于,细纱总牵伸倍数为18.65,捻度偏大为37捻/10cm,细纱钢丝,预牵伸倍数为3.5倍。
50.实施例5
51.本实施例弹力柔性导线s5与实施例1的区别在于,细纱总牵伸倍数为15.50,捻度偏大为39捻/10cm,细纱钢丝,预牵伸倍数为5.2倍。
52.对比例1
53.制备的对比柔性导线d1与实施例s1的不同之处在于:柔性导线芯部为铜丝导线,细纱包芯装置未对铜丝导线进行预牵伸加工,精梳棉与导线的质量比为50:50,铜丝导线截面直径为0.3mm,导线综合纱支为6英支,细纱总牵伸倍数为16.65倍,捻度为50捻/10cm。
54.对比例2
55.制备的对比柔性导线d2与实施例s1的不同之处在于:细纱包芯装置未对弹力柔性导线进行预牵伸加工。
56.对实施例1
‑
5和对比例1
‑
2制备的柔性导线进行性能测试,结果见表1。
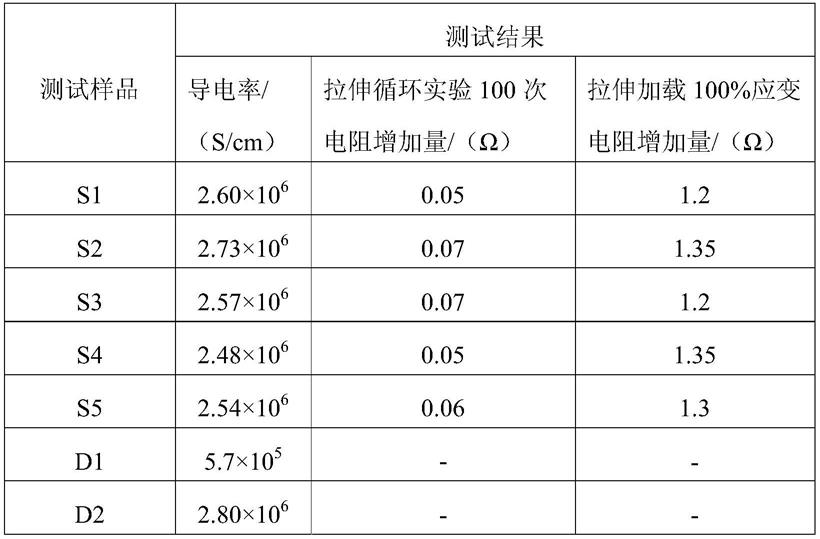
57.表1所得柔性导线性能测试结果。
[0058][0059]
测试结果表明,本申请的弹力柔性导线s1
‑
s5兼具高导电性和高拉伸量,在拉伸应变≤100%及导线拉伸循环100次的情况下,电阻增加微小,对弹力柔性导线的导电效果影响不大,证明了本发明弹力柔性导线的实用性以及可靠的导电性能,应用范围更广,更适宜智能纺织品应用。
[0060]
尽管通过优选实施例的方式对本发明进行了详细描述,但本发明并不限于此。在不脱离本发明的精神和实质的前提下,本领域普通技术人员可以对本发明的实施例进行各种等效的修改或替换,而这些修改或替换都应在本发明的涵盖范围内/任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求所述的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1