利用本色蔗渣浆生产环保牛皮箱板纸的工艺的制作方法
1.本发明涉及板纸生产技术领域,特别涉及利用本色蔗渣浆生产环保牛皮箱板纸的工艺。
背景技术:
2.优质环保牛皮箱纸板是运输包装用的高级纸板。它比一般箱纸板更为坚韧、挺实,有极高的抗压强度、耐戳穿强度与耐折度,具有防潮性能好、外观质量好等特点,主要用于制造外贸包装纸箱及国内高档商品包装纸箱。
3.在当今的工业和商业产品包装方面,使用最为普遍的包装材料是牛皮箱板纸。这也是在包装工业中发展最快速的包装材料。随着经济的发展,其需求量还将不断增长,特别是优质环保牛皮箱板纸需求量,有较大的缺口。随着纸箱加工技术的不断发展,优质环保牛皮箱板纸的应用范围正在不断扩大。优质环保牛皮箱板纸的质量标准要求较高,生产难度大。
4.国外制作优质环保牛皮箱纸板的原料配比一般均用100%本色硫酸盐本色浆,少数采用本色硫酸盐木浆挂面,而用废纸浆作芯层和底层。国内因木材资源不足,目前大部分企业在优质环保牛皮箱板纸制浆造纸过程中主要采用40%~50%木浆挂面,用进口美废occ浆作芯层和底层。受国内环保政策影响,到2020年底所有进口废纸将禁止进口,原来使用的进口美废occ将断货,为了保证成纸的各项性能指标,多数纸品会在芯层和底层浆料生产中添加高价的原木浆以改善芯层和底层浆料,其虽然能够达到性能改善目的,不过该种方法会导致纸品的生产成本显著增加,在美废occ减少和原生木浆价格高昂的情况下,探索开发新原料替代美废occ和部分原生木浆成为当务之急。
5.目前应用上全部采用100%本色硫酸盐本色浆或大部分本色木浆加美废occ作为原料制备的优质环保牛皮箱板纸在造纸成本上反映较高,同时后续国内禁止美废occ进口后将造成原料的缺失。
技术实现要素:
6.本发明的目的在于提供利用本色蔗渣浆生产环保牛皮箱板纸的工艺,通过采用本色蔗渣浆替代现用原生木浆和减少美废用量,结合优化制浆工艺、造纸工艺、化学品添加工艺等方面入手,以解决传统制备优质环保牛皮箱板纸成本高及原料缺失的问题,进而增强产品市场竞争力,进一步开拓国内外市场,提高企业利润,以解决上述背景技术中提出的问题。
7.为实现上述目的,本发明提供如下技术方案:
8.利用本色蔗渣浆生产环保牛皮箱板纸的工艺,包括如下步骤:
9.步骤1:制备本色蔗渣浆
10.本色蔗渣浆经过碎解、疏解后循环打浆;
11.步骤2:对纤维浆料进行合适配比
12.将原生木浆、本色蔗渣浆、美废长纤浆、美废短纤浆、国废长纤浆、国废短纤浆合理调配按比例送至纸机面层、芯层、底层配浆池内混合均匀;
13.步骤3:添加化工品
14.通过优化调整干强剂、增强剂、施胶淀粉的用量,保证优质环保牛皮箱板纸达到出厂标准和客户要求。
15.进一步地,步骤1的具体步骤如下:
16.通过链板输送机进入到碎浆机碎解,经疏解机疏解后进入卸料池,通过对打浆盘磨回路改造,调整浆料打浆过程的进出口压力差形成盘磨循环回路打浆工艺。
17.进一步地,步骤1的原生木浆:本色蔗渣浆:美废长纤浆:美废短纤浆:国废长纤浆:国废短纤浆的质量比例为7:13:20:15:20:25。
18.进一步地,本色蔗渣浆加入量为110
‑
130kg/吨纸。
19.进一步地,步骤3的干强剂添加量为40
‑
50kg/吨纸,增强剂添加量:8
‑
10kg/吨纸,施胶淀粉添加量:40
‑
50kg/吨纸。
20.与现有技术相比,本发明的有益效果是:采用特殊新型的局部循环回路纤维研磨工艺,在不损坏本色蔗渣浆性质和结构的前提下,通过特殊制造的磨片研磨进一步提升蔗渣纤维帚化度和交织力,与再生纤维浆进行最适合的纤维比例搭配使纤维交织力更强,提升纸张的物理指标。能把蔗渣重新运用到生产原料上,变废为宝,通过采用本色蔗渣浆替代现用原生木浆和减少美废用量,结合优化制浆工艺、造纸工艺、化学品添加工艺等方面入手,以解决传统制备优质环保牛皮箱板纸成本高及原料缺失的问题,进而增强产品市场竞争力,进一步开拓国内外市场,提高企业利润。
附图说明
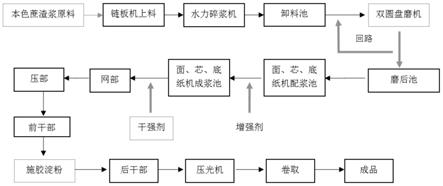
21.图1为本发明的工艺流程图;
22.图2为本发明的本色浆强度及与生产原料的对比图一;
23.图3本发明的本色浆强度及与生产原料的对比图二;
24.图4本发明的东糖本色浆耐破指标示意图;
25.图5本发明的抄片检测各项物理指标图一;
26.图6本发明的抄片检测各项物理指标图二;
27.图7本发明的纤维分析仪分别对本色浆、美废、国废进行检测分析示意图;
28.图8本发明的本色浆相比美废、国废纤维区间示意图;
29.图9本发明的本色浆检测滤水示意图;
30.图10本发明的本色浆对面层浆料滤水性的影响示意图;
31.图11本发明的本色浆对芯层浆料滤水性的影响示意图;
32.图12本发明的实验结果示意图;
33.图13本发明的本蔗浆原料检测与分析示意图一;
34.图14本发明的本蔗浆原料检测与分析示意图二;
35.图15本发明的本蔗浆的使用流程图;
36.图16本发明的本蔗浆的取样检测图;
37.图17本发明的本蔗浆使用后的跟踪情况示意图;
38.图18本发明的h160成品耐破指数衰减示意图;
39.图19本发明的h150成品耐破衰减示意图。
具体实施方式
40.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.实施例1
42.参阅图1,利用本色蔗渣浆生产环保牛皮箱板纸的工艺,包括如下步骤:
43.步骤1:制备本色蔗渣浆
44.将120kg本色蔗渣浆通过链板输送机进入到碎浆机碎解,经疏解机疏解后进入卸料池,通过对打浆盘磨回路改造,调整浆料打浆过程的进出口压力差形成盘磨循环回路打浆工艺,使浆料能在盘磨循环打浆;升级磨片的齿型,使盘磨更适合游离打浆,提高纤维的帚化度,使原本难以分解的纤维束得到分解,并大大提升纤维交织力;
45.步骤2:对纤维浆料进行合适配比
46.过将原生木浆7%、本色蔗渣浆13%、美废长纤浆20%、美废短纤浆15%、国废长纤浆20%、国废短纤浆25%合理调配按一定比例送至纸机面层、芯层、底层配浆池内混合均匀,保证纤维间的结合强度和脱水能力,从而得到优质环保牛皮箱板纸面、芯、底层浆料;
47.步骤3:添加化工品
48.在本色蔗渣浆替代部分原生木浆和美废occ的情况下,通过优化调整干强剂、增强剂、施胶淀粉的用量,干强剂添加量为50kg/吨纸,增强剂添加量:8kg/吨纸,施胶淀粉添加量:40kg/吨纸,保证优质环保牛皮箱板纸达到出厂标准和客户要求。
49.实施例2
50.利用本色蔗渣浆生产环保牛皮箱板纸的工艺,包括如下步骤:
51.步骤1:制备本色蔗渣浆
52.将110kg本色蔗渣浆通过链板输送机进入到碎浆机碎解,经疏解机疏解后进入卸料池,通过对打浆盘磨回路改造,调整浆料打浆过程的进出口压力差形成盘磨循环回路打浆工艺,使浆料能在盘磨循环打浆;升级磨片的齿型,使盘磨更适合游离打浆,提高纤维的帚化度,使原本难以分解的纤维束得到分解,并大大提升纤维交织力;
53.步骤2:对纤维浆料进行合适配比
54.过将原生木浆7%、本色蔗渣浆13%、美废长纤浆20%、美废短纤浆15%、国废长纤浆20%、国废短纤浆25%合理调配按一定比例送至纸机面层、芯层、底层配浆池内混合均匀,保证纤维间的结合强度和脱水能力,从而得到优质环保牛皮箱板纸面、芯、底层浆料;
55.步骤3:添加化工品
56.在本色蔗渣浆替代部分原生木浆和美废occ的情况下,通过优化调整干强剂、增强剂、施胶淀粉的用量,干强剂添加量为40kg/吨纸,增强剂添加量:10kg/吨纸,施胶淀粉添加量:50kg/吨纸,保证优质环保牛皮箱板纸达到出厂标准和客户要求。
57.实施例3
58.利用本色蔗渣浆生产环保牛皮箱板纸的工艺,包括如下步骤:
59.步骤1:制备本色蔗渣浆
60.将130kg本色蔗渣浆通过链板输送机进入到碎浆机碎解,经疏解机疏解后进入卸料池,通过对打浆盘磨回路改造,调整浆料打浆过程的进出口压力差形成盘磨循环回路打浆工艺,使浆料能在盘磨循环打浆;升级磨片的齿型,使盘磨更适合游离打浆,提高纤维的帚化度,使原本难以分解的纤维束得到分解,并大大提升纤维交织力;
61.步骤2:对纤维浆料进行合适配比
62.过将原生木浆7%、本色蔗渣浆13%、美废长纤浆20%、美废短纤浆15%、国废长纤浆20%、国废短纤浆25%合理调配按一定比例送至纸机面层、芯层、底层配浆池内混合均匀,保证纤维间的结合强度和脱水能力,从而得到优质环保牛皮箱板纸面、芯、底层浆料;
63.步骤3:添加化工品
64.在本色蔗渣浆替代部分原生木浆和美废occ的情况下,通过优化调整干强剂、增强剂、施胶淀粉的用量,干强剂添加量为40kg/吨纸,增强剂添加量:8kg/吨纸,施胶淀粉添加量:50kg/吨纸,保证优质环保牛皮箱板纸达到出厂标准和客户要求。
65.以下对本色浆的各项性能进行测试
66.1.实验目的:测试东糖本色浆的物理指标强度及其滤水性,评估本色浆能否替代部分美废及原生木浆,从而达到节降成本的目的;
67.2.实验原料:pm3配浆池浆料、网下白水;东糖本色浆(以下均称“本色浆”);
68.3.实验仪器:pfi盘磨、抄片机、动态滤水仪、纤维分析仪等仪器;
69.4.实验步骤:
70.(1)取pm3配浆池浆料、东糖本色浆检测浓度,取pm3网下白水;
71.(2)东糖本色浆疏解7w转后pfi打浆1000、1500、2000转,检测游离度、湿重并抄片;
72.(3)取10g本色浆(pfi1500r)配为1%浓度待用;
73.(4)1%浓度本色浆以(pfi1500r)0%、10%、20%、30%比例配入面/芯/底浆料;
74.(5)取配好的1g绝干浆加水至500g后再加500g白水,使用动态滤水仪检测浆料滤水性。
75.本色浆强度及与生产原料(现用美废、国废)的对比如图2和图3,东糖本色浆强度好、灰分低,打浆能耗低(游离度变化快,湿重变化不大)。
76.如图4,东糖本色浆强度高,其耐破指标高于现用的美废及国废原料,游离度变化幅度大,随打浆程度增加游离度下降较快。
77.本色浆搭配云景木浆1:1,本色浆搭配乌本木浆渣1:1,本色浆搭配国废1:1。抄片检测各项物理指标如图5。
78.本色浆搭配美废occ 1:1美废:本色浆:国废(5:3:2),美废:本色浆:国废(2:3:5)抄片检测各项物理指标如图6。
79.纤维分析仪分别对本色浆、美废、国废进行检测分析,数据分析对比如图7。
80.如图8,相比美废、国废,本色浆纤维在0.2
‑
0.6mm、1.2
‑
2.0mm区间比例较高。
81.本色浆pfi打浆1500r以后,配10%、20%、30%进入面/芯/底配浆池浆料检测滤水,如图9。
82.本色浆对面层浆料滤水性的影响如图10。100%面浆:滤水5s时,真空度
608.2mbar;90%面浆+10%本色浆:滤水5s时,真空度607.4mbar;80%面浆+20%本色浆:滤水5s时,真空度606.9mbar;70%面浆+30%本色浆:滤水5s时,真空度603.6mbar。本色浆配入芯浆后,浆料滤水性变差,滤水所需真空度升高,随着配量的增加,滤水性逐渐变好但依然比100%芯浆。面层浆料滤水性能本身比较差,配入本色浆后,面浆比例降低,浆料滤水性有所改善,滤水所需真空度降低。但本色浆在低配量时滤水差异不明显。
83.本色浆对芯层浆料滤水性的影响如图11。100%芯浆:滤水5s时,真空度597.0mbar;90%芯浆+10%本色浆:滤水5s时,真空度602.5mbar;80%芯浆+20%本色浆:滤水5s时,真空度600.1mbar;70%芯浆+30%本色浆:滤水5s时,真空度601.4mbar。
84.本色浆配入底浆后,浆料滤水性变好,但随着本色浆配量的增加滤水性逐渐变差。
85.实验结果如图12。东糖本色甘蔗浆强度较好,原浆游离度526ml,耐破指数3.19;pfi打浆1000r后游离度382ml,耐破指数4.35,随着打浆程度的上升,耐破指数提升明显,且湿重较为稳定,说明纤维具有可塑性,具备进一步提升成纸物理强度的可能性;通过抄片检测对比,东糖本色甘蔗浆耐破强度高于现用美废、国废、竹木浆及乌本木浆渣;本色甘蔗浆a类(片状)细小纤维含量相比美废、国废低,纤维帚化度低于美废和国废;东糖本色甘蔗浆30%以内配入pm3面层、底层浆时,浆料滤水性提高,配入芯浆则浆料滤水性变差;本色甘蔗浆替代现用木浆和乌本浆成本约低48元/吨废纸;综合所有抄片数据分析,随着美废用量减少本色甘蔗浆用量增加的情况下,浆料游离度和湿重较稳定,变化不大;打浆前后抄片检测对比耐破强度及各项物理指标强度基本保持稳定,并且随着本色甘蔗浆添加比例增加和打浆转数提高的情况下,各项物理指标呈上升趋势,说明本色甘蔗浆可以替代部分美废及现用原生木浆使用。使用建议:本色蔗渣浆纤维较短,但纤维结合力高,可适当替代木浆或美废浆提高h纸耐破强度,使用时最好分开单独制备三层配浆以便灵活把握配比防止出现翘曲,同时该浆色相l值较高,搭配使用能够减少白纸加入,有利于提高耐破节约成本。
86.本蔗浆原料检测与分析如图13
‑
14及表1,到货本蔗浆耐破指数变化不大,但游离度比送检高;本蔗浆轻微打浆后耐破指标上升快,继续加大打浆程度耐破指数增加率减小;原浆中总氮、氨氮和cod相比漂白甘蔗浆要高,但不会对污水系统运行造成冲击。
87.表1:本蔗浆原料检测
[0088][0089]
到货本蔗浆相比送样:
①
游离度、湿重升高;
②
环压、抗张强度降低;
③
白度、亮度降低。
[0090]
本蔗浆的使用流程如图15。本蔗浆全部代替现用本色木浆,经过木浆流程处理后
配入纸机面层、底层配浆池。
[0091]
本蔗浆的取样检测如图16。第一次取样时面层配15%,底层配25%,盘磨前后耐破提升34.7%;第二次取样时面层配15%,底层配20%,盘磨前后耐破提升16.5%;第三次取样时面层配15%,底层配20%,盘磨前后耐破提升25.9%;本蔗浆刚使用时木浆盘磨运行效果受进出口压差、功率、浆浓等影响,运行不稳定,后续调整盘磨后出口本蔗浆耐破指数可提在3.0(kpa*m2/g)左右。
[0092]
本蔗浆使用后的跟踪情况如图17。本蔗浆使用实验室pfi盘磨打浆1500r后游离度221ml,湿重2.1g,成纸耐破指数为3.80,根据跟踪情况来看生产盘磨逐步调高出口压力和浓度后浆料耐破指数逐渐提高,但还未达到3.80,可以继续加大盘磨打浆比压处理本蔗浆。保持木浆盘磨出口压力在400kpa以上,功率在200kw以下,浆料实际浓度控制在5.5
‑
6.0%。
[0093]
本蔗浆的纸机运行及成品质量情况如表2:
[0094]
表2纸机运行及成品质量
[0095]
[0096][0097]
纸机运行:
[0098]
①
纸机各层首程留着率均有提高;
②
表胶吸收性变差,淀粉用量下降4
‑
6kg/吨纸;
③
面、底层添加时干强剂用量升高0.4kg/吨纸,高效剂用量升高0.3kg/吨纸;
④
面、芯、底层添加时干强剂用量升高1.2kg/吨纸,高效剂用量升高0.4kg/吨纸。
[0099]
成品质量:
[0100]
①
耐破指数降低1.3%;
[0101]
②
成品色相差异不明显,尘埃度降低40%;
[0102]
③
油墨吸收性降低2.4%
‑
3.5%;
[0103]
④
芯层添加时成品降等比例增加0.47%。
[0104]
表3跟踪卷耐破指数
[0105]
[0106][0107]
跟踪卷耐破指数每天检测3次,统计8天,结果如图18
‑
19:
[0108]
①
使用金星38%+乌木渣浆62%,第1天与第8天相比,h160成品耐破指数降低8.67%,h150成品耐破指数降低6.02%;
[0109]
②
使用本蔗浆100%,第1天与第8天相比,h160成品耐破指数降低1.04%,h150成品耐破指数降低6.92%。
[0110]
本蔗浆配用后:
[0111]
①
纸机首程留着率提高;
[0112]
②
表胶吸收性变差,淀粉用量下降4
‑
6kg/吨纸;
[0113]
③
面、底层添加时干强剂用量上升0.4kg/吨纸,替代剂用量上升0.3kg/吨纸;
[0114]
④
面、芯、底层添加时干强剂用量上升1.2kg/吨纸,替代剂用量上升0.4kg/吨纸。
[0115]
⑤
成纸耐破指数由3.93降低至3.88,降低1.3%;
[0116]
⑥
使用金星38%+乌木渣浆62%,第1天与第8天相比,h160成品耐破指数降低8.67%;
[0117]
使用本蔗浆100%,第1天与第8天相比,h160成品耐破指数降低1.04%;
[0118]
⑦
成纸色相差异不明显,尘埃度降低40%;
[0119]
⑧
油墨吸收降低2.4%
‑
3.5%;
[0120]
⑨
芯层添加时成品降等比例增加0.47%。
[0121]
本次试用面层添加到15%,底层添加到20%,盘磨已达最大产能。
[0122]
面层添加15%、底层添加20%本蔗浆时,吨纸成本降低77.1元。
[0123]
面层添加15%、芯层添加20%、底层添加20%本蔗浆时,吨纸成本降低33.8元;
[0124]
本蔗浆替代全部木浆使用同时白纸原料需求量明显减小,白纸实际投料比由13.9%降低至3.4%。
[0125]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1