用于自由端转杯纺纱机的接纱方法和自由端转杯纺纱机与流程
1.本发明涉及用于按照所谓“共同生头”(joint spinning
‑
in)方法的自由端转杯纺纱机的工位的自由端转杯纺纱装置的接纱方法,并且本发明还涉及自由端转杯纺纱装置。
背景技术:
2.自由端转杯纺纱机的各种不同的实施方式是已知的并且在许多申请中的专利文献中有明确描述。在此,各种不同的自由端转杯纺纱机通常不仅在其工位设计方面有所不同,也在其自由端转杯纺纱装置的工作方式或操作方面有许多不同。尤其与在断电之后的大量工位的再接纱相关地知道了部分显著不同的各种不同的方法。
3.例如由de19917968a1公开了自由端转杯纺纱机,其大量工位通过一个或多个操作机组、所谓的接纱小车被供应。这种接纱小车根据需要例如在因断纱而致使纺纱中断之后移动到相关的工位,就位在那里并且又重新将工位的自由端转杯纺纱装置接纱。但在这样的自由端转杯纺纱机中,如果例如因为断电而在所有的自由端转杯纺纱机的工位上同时出现纺纱中断,则在所有的自由端转杯纺纱机的工位又重新接纱之前需要相当长的时间。就是说,即便当多个所述接纱小车同时工作时,在所有自由端转杯纺纱机的工位又重新准备好工作之前也总是持续相当长的时间。此外,例如由de10139075a1公开了自由端转杯纺纱机,其具备所述的自给自足的工位。这种自给自足的工位被设计成它们在纺纱中断后不需要外界帮助,而是自动再接纱。但这种自给自足的工位的缺点是其在接纱过程期间的能量需求相对高。即,每个所述自给自足的工位在接纱过程期间都有相对高的抽吸空气需求,结果就是,在断电之后总是只能同时又重新接纱数量有限的、例如其中十个自给自足的工位。因此,即便在根据de10139075a1的自由端转杯纺纱机中,在制造交叉卷绕筒子的纺织机的大量工位又准备好工作之前也总是持续比较长的时间。
4.因此尤其在断电频发的国家,其工位如de19917968a1所述地工作的自由端转杯纺纱机和如de10139075a1所述地具有自给自足的工位的自由端转杯纺纱机都通常具有相对长的停机时间和进而具有比较适度的效率。
5.因此在须频繁考虑断电的区域,通常采用如下的自由端转杯纺纱机,其以所谓的“共同生头”方法工作。在也称为批量接纱的“共同生头”方法中,在断电之后同时又重新接纱自由端转杯纺纱机的所有工位的气流纺纱装置。
6.按照早就已知的“共同生头”方法工作的自由端转杯纺纱机例如在de3635510a1中有相对明确的描述。
7.在这些已知的自由端转杯纺纱机中,工位也如常见的那样尤其分别具备用于加工纱线的自由端转杯纺纱装置、设于下游的退纱机构以及用于制造交叉卷绕筒子的卷绕装置。自由端转杯纺纱装置在此分别具有在能承受负压的转杯壳体内高速旋转的纺纱转杯、可转动安装的纤维条子开松辊以及纤维条子喂给滚筒。纺纱转杯和纤维条子开松辊分别通过沿机器长度的环绕运动的切向皮带被驱动,而纤维条子喂给滚筒的驱动通过沿机器长度的驱动轴进行,驱动轴接受设于机器端侧的驱动装置的作用。
8.在这些已知的自由端转杯纺纱机中,工位的纱线生产即便在断电情况下也总是被如此结束,即,一方面停止纤维条子喂给滚筒且因此中断纤维条子供应,而另一方面通过可控制动卷绕筒子来照顾到在所有工位上在工位的自由端转杯纺纱装置的各自抽纱管区域中留下扭曲的纱线头。
9.通过这种方式来保证在自由端转杯纺纱机随后重新启动时、即在又出现供电时可以进行自由端转杯纺纱机的所有工位的同时再投入工作。在这种重新启动时,工位的抽纱机构一方面用于同时收回所有在抽纱管内就位的纱线头,另一方面,在所有工位上也同时开始纤维供应。此时重新出现的纱线随后通过刚又在抽出方向上运行的抽纱机构被抽出并且在卷绕装置中被卷绕到交叉卷绕筒子上。
10.这在实践中意味着,按照“共同生头”方法工作的自由端转杯纺纱机在断电之后虽然通常比其工位在断电后不得不仅逐个又被重新接纱的自由端转杯纺纱机快速许多地又准备好工作,但是,这些已知的按照“共同生头”方法工作的自由端转杯纺纱机具有以下缺点,即,所出现的接纱通常未达到高质量标准。即,在停工后保持在抽纱管内的纱线头通常不仅就长度而言、也就其粗细而言是截然不同的,结果是,在例如断电之后重新制成的接头也通常是截然不同的或者马上又断裂并不少见。
技术实现要素:
11.本发明涉及用于按照所谓“共同生头”(joint spinning
‑
in)方法的自由端转杯纺纱机的工位的自由端转杯纺纱装置的接纱方法,其中,自由端转杯纺纱机的工位分别具有可被驱动的、在可承受负压的转杯壳体中高速旋转的纺纱转杯、可被驱动的纤维条子开松辊以及可被单独电动机驱动的纤维条子喂给滚筒。自由端转杯纺纱机在出现断电时被停机,使得重新接纱所需要的纱线头留在工位的自由端转杯纺纱装置抽纱管区域中。在断电后,自由端转杯纺纱机的所有工位的自由端转杯纺纱装置同时被重新接纱。本发明还涉及自由端转杯纺纱装置。
12.鉴于上述类型的自由端转杯纺纱机,本发明基于以下任务,即,与按照“共同生头”方法工作的自由端转杯纺纱机相关地研发出一种方法,其保证了即便在例如在断电之后重新启动自由端转杯纺纱机的所有工位时也确保自由端转杯纺纱机的大量工位的所有接头都总是具有符合规定的结构。
13.根据本发明如此完成该任务,即,在出现断电时,纤维条子喂给滚筒的喂给速度首先被连续降低,接着该纤维条子喂给滚筒的喂给速度又被暂时提高以产生进入纺纱转杯的补充纤维喂料,且纤维条子喂给滚筒接着被突然停止,使得在补充纤维喂料位点之后出现有目的的纤维断开,其中断开的纤维被气流排除。
14.根据本发明的方法在此尤其有以下优点,即,通过暂时提高要被喂入纺纱转杯中的纤维量并接着突然停止纤维供应来产生规定的断裂点,借此保证在自由端转杯纺纱机的所有工位上的断裂的纱线头具有近似一样的外观。这意味着,采用在随后的工位接纱过程中出现的纱线头,其全都不仅就其粗细而言、也就其长度而言是十分相似的。利用这种优化的纱线头所形成的接头也相应地同样几乎相同并且具有良好的质量标准。
15.在有利实施方式中规定,在断电时将惯性运动(coasting)的纺纱转杯驱动装置的动能用来支持纤维条子喂给滚筒的驱动装置的供电。这意味着,虽然自由端转杯纺纱机的
正常供电被中断,但惯性运动的转杯驱动装置还是提供如此多的电能,使得纤维条子喂给滚筒的驱动装置可被暂时加速,结果是出现了被送入惯性运动的纺纱转杯中的纤维量的暂时增加。此时出现的多余纤维通过纺织机的污垢抽排装置被排除。
16.在此,在其它有利实施方式中规定,当纤维条子喂给滚筒的喂给速度已达到预定目标值时,纤维条子喂给滚筒分别被停止。优选规定,纤维条子喂给滚筒在突然停止之后被反向转动。由此,可以防止一些纤维的再掉落。通过前述的方法步骤能保证所有同时形成的接头总是具有符合规定的标准。
17.在有利实施方式中还规定,尤其在所述纤维断裂后出现的多余松弛纤维最迟在自由端转杯纺纱机重新启动时通过污垢抽排装置被吸走。就是说,当保持在抽纱管内的纱线头重新接纱时保证了在纺纱转杯区域内不再有可能不利地影响新接头的外观或稳定性的纤维残余。
18.该任务还通过一种在工位上具有控制装置和自由端转杯纺纱装置的自由端转杯纺纱机完成。自由端转杯纺纱机的工位分别具有可被驱动的在能承受负压的转杯壳体内高速旋转的纺纱转杯、可被驱动的纤维条子开松辊以及可被单独电机驱动的纤维条子喂给滚筒。该控制装置在出现断电时将自由端转杯纺纱机停机,使得重新接纱所需的纱线头留在工位的自由端转杯纺纱装置的抽纱管区域中。该控制装置在断电之后如此控制自由端转杯纺纱机,即自由端转杯纺纱机的所有工位的自由端转杯纺纱装置又被同时重新接纱。
19.根据本发明,该控制装置在出现断电时如此控制纤维条子喂给滚筒,即,纤维条子喂给滚筒的喂给速度首先被连续降低,接着,纤维条子喂给滚筒的喂给速度又被暂时提高以产生进入纺纱转杯的补充纤维喂料,接着,纤维条子喂给滚筒被突然停止,从而在补充纤维喂料点之后出现有目的的纤维断开,在这里,断开的纤维以气动方式被除去。
20.补充纤维喂料的开始时刻可以借助该控制装置来调节。补充纤维喂料的量也可以借助该控制装置来调节。为此,该控制装置最好可以设定纤维条子喂给滚筒的在其增速之后的喂给速度的目标值。
附图说明
21.可以从以下结合附图所说明的实施例中得到本发明的其它细节,其中:
22.图1a以前视图示出自由端转杯纺纱机的第一实施方式,其具有多个工位,所述工位位于设于机器端侧的机架之间并且其自由端转杯纺纱装置按照“共同生头”方法工作,
23.图1b以前视图示出自由端转杯纺纱机的一个可对比的实施方式,其具有设于纺织机中心的中央机架以及设于中央机架左右两旁的工位,所述工位也按照“共同生头”方法工作,
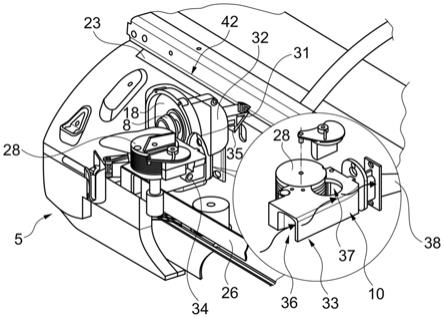
24.图2a和图2b分别以立体图示出自由端转杯纺纱装置,其被用在自由端转杯纺纱机的工位上且以“共同生头”方法工作,和
25.图3示出曲线图,其表示在断电之后的纤维条子喂给滚筒的喂给速度的变化过程。
26.附图标记列表
[0027]1ꢀꢀꢀꢀꢀꢀ
自由端转杯纺纱机
[0028]2ꢀꢀꢀꢀꢀꢀ
工位
[0029]3ꢀꢀꢀꢀꢀꢀ
中央机架
[0030]4ꢀꢀꢀꢀꢀꢀ
区段
[0031]5ꢀꢀꢀꢀꢀꢀ
自由端转杯纺纱装置
[0032]6ꢀꢀꢀꢀꢀꢀ
卷绕装置
[0033]7ꢀꢀꢀꢀꢀꢀ
纺纱条筒
[0034]8ꢀꢀꢀꢀꢀꢀ
纺纱转杯
[0035]9ꢀꢀꢀꢀꢀꢀ
交叉卷绕筒子
[0036]
10
ꢀꢀꢀꢀꢀ
气压装置
[0037]
11
ꢀꢀꢀꢀꢀ
纤维条子喂给滚筒
[0038]
12
ꢀꢀꢀꢀꢀ
导纱杆
[0039]
13
ꢀꢀꢀꢀꢀ
导纱器传动机构
[0040]
14
ꢀꢀꢀꢀꢀ
导纱器驱动机构
[0041]
15
ꢀꢀꢀꢀꢀ
卷绕轴驱动机构
[0042]
16
ꢀꢀꢀꢀꢀ
卷绕轴
[0043]
17
ꢀꢀꢀꢀꢀ
卷绕轴传动机构
[0044]
18
ꢀꢀꢀꢀꢀ
转杯壳体
[0045]
19
ꢀꢀꢀꢀꢀ
负压装置
[0046]
20
ꢀꢀꢀꢀꢀ
切向皮带传动机构
[0047]
21
ꢀꢀꢀꢀꢀ
切向皮带传动机构
[0048]
22
ꢀꢀꢀꢀꢀ
开松辊壳体
[0049]
23
ꢀꢀꢀꢀꢀ
切向皮带
[0050]
25
ꢀꢀꢀꢀꢀ
连接管
[0051]
26
ꢀꢀꢀꢀꢀ
切向皮带
[0052]
27
ꢀꢀꢀꢀꢀ
过滤装置
[0053]
28
ꢀꢀꢀꢀꢀ
开松辊
[0054]
29
ꢀꢀꢀꢀꢀ
控制装置
[0055]
30
ꢀꢀꢀꢀꢀ
机架
[0056]
31
ꢀꢀꢀꢀꢀ
转杯轴
[0057]
32
ꢀꢀꢀꢀꢀ
直接支承机构
[0058]
33
ꢀꢀꢀꢀꢀ
纤维条子开松装置
[0059]
34
ꢀꢀꢀꢀꢀ
枢转轴线
[0060]
35
ꢀꢀꢀꢀꢀ
制动件
[0061]
36
ꢀꢀꢀꢀꢀ
进风口
[0062]
37
ꢀꢀꢀꢀꢀ
排风口
[0063]
38
ꢀꢀꢀꢀꢀ
污垢抽排管
[0064]
39
ꢀꢀꢀꢀꢀ
支承轴
[0065]
40
ꢀꢀꢀꢀꢀ
机架
[0066]
41
ꢀꢀꢀꢀꢀ
盖件
[0067]
42
ꢀꢀꢀꢀꢀ
转杯轴件
[0068]
43
ꢀꢀꢀꢀꢀ
含补充纤维喂料的目标值
[0069]
44
ꢀꢀꢀꢀꢀ
补充喂入开始时刻
[0070]
45
ꢀꢀꢀꢀꢀ
喂给速度
[0071]
46
ꢀꢀꢀꢀꢀ
断电时刻
[0072]
47
ꢀꢀꢀꢀꢀ
不含补充纤维喂料的目标值
具体实施方式
[0073]
图1a示意性示出自由端转杯纺纱机1的第一实施例,其具有许多工位2,在此例如在断电时采用“共同生头”方法。如所示出的那样,自由端转杯纺纱机1具有两个分别设于机器端侧的机架30和40,在机架中,与如图1b所示相似地分别设置有用于工位2的工作部件的驱动装置的至少一部分。设置在机架30和40之间的工位2在此组合成所谓的区段4,它们一般是安装单元,在这里,这些单独的区段4在两侧分别具有多个工位2。一般,在区段4的每一侧(例如通过连接件相互连接或被接合至机架30、40)并排布置有十二个工位2。机架40内还设有控制装置29,其控制自由端转杯纺纱机1的生产过程并且操作者可以借助该控制装置设定参数。
[0074]
图1b示出自由端转杯纺纱机1的替代实施方式。可对比的自由端转杯纺纱机1的工位2在断电之后以“共同生头”方法运行。如图所示,自由端转杯纺纱机1也具有多个区段4,每个区段配备有24个工位2。但是,自由端转杯纺纱机1具有大致居中设置在大量区段4之间的中央机架3。
[0075]
自由端转杯纺纱机1的工位2如常见的那样分别具备配备有纺纱转杯8、开松辊10和纤维条子喂给滚筒11的自由端转杯纺纱装置5以及配备有筒子架、纱线横动装置和筒子驱动辊的卷绕装置6,这出于更好概览考虑而在图1a和图1b未被详细示出。在此,在自由端转杯纺纱装置5中,如常见的那样分别将一个储备在纺纱条筒7内的纤维条子纺成纱线,该纱线随后在卷绕装置6上被卷绕成交叉卷绕筒子9。
[0076]
自由端转杯纺纱装置5的和卷绕装置6的各种不同的工作部件此时或是借助所谓的分组驱动装置被施加作用和/或通过单独驱动装置被施加作用。
[0077]
通过这种分组驱动装置,例如操作所述卷绕装置6的纱线横动装置,在这里,机器一侧的(未示出)导纱器分别通过沿机器长度的导纱杆12被接合至导纱器传动机构13以及接合至导纱器驱动机构14。导纱器传动机构13和所属的导纱器驱动机构14在此如图1b所示地布置中央机架3上,中央机架大致在工位2之间居中布置。在中央机架3中也设置有卷绕轴驱动装置15以及卷绕轴传动机构17用于可转动安装的卷绕轴16,卷绕轴通过相连的卷绕辊摩擦驱动交叉卷绕筒子9。
[0078]
这种中央机架3还具有至少一个用于产生在纺纱过程中所需的负压的装置19以及一个过滤装置27用于清洁在纺纱过程中出现的空气污染物的装置。在中央机架3内还设置有用于对自由端转杯纺纱装置5的纺纱转杯8或开松辊28施加作用的切向皮带23或26的驱动装置20和21以及定位有控制装置29。中央机架3还可以具有连接管25,自由端转杯纺纱机1借此例如可以被连接至外气压源或纺纱厂自身的空调设备。
[0079]
布置在自由端转杯纺纱机1的中央机架3左右两旁的大量区段4在此如已知且因而处于更好概览考虑而未被示出地配备有各种不同的连续的供应和排除通道,例如用于纺纱空气抽吸的空气通道、用于控制装置29的总线连接的电子装置通道和/或用于纱线监测设
备的缆线通道。此外,在区段4内安装有借此能对工位2的工作部件施加作用的各种不同的驱动件。这样的驱动单元如前所述地例如是导纱杆12、卷绕轴16和纱线退绕轴。用于驱动纺纱转杯8或开松辊28的切向皮带23、26也穿过区段4。此外,在区段4内设置有用于纤维条子喂给滚筒11的连贯的驱动轴或可按规定控制的单独驱动装置。
[0080]
图2a和图2b分别以立体图示出例如半自动的自由端转杯纺纱机1的自由端转杯纺纱装置5。如前所述,自由端转杯纺纱机1分别具备多个工位2,工位又分别配备有自由端转杯纺纱装置5及在图2a和图2b中未被示出的卷绕装置6。
[0081]
自由端转杯纺纱装置5在此如已知的那样分别配备有能承受负压的转杯壳体18,在纺纱过程中,纺纱转杯8在转杯壳体内高速旋转。此外,这种自由端转杯纺纱装置5具有相连的开松辊壳体22,在开松辊壳体内可转动地安装有开松辊28。开松辊28在纺纱作业中梳理出储备在纺纱条筒7内的且通过纤维条子喂给滚筒所喂入的纤维条子,其中,被开松辊28梳理出的单纤维通过所谓的导纤通道被气流输送至承受负压的转杯壳体18并在那里通过旋转的纺纱转杯8被纺成纱线。
[0082]
在图2a和图2b的实施例中所示出的自由端转杯纺纱装置5还分别借助支承机构例如沿机器长度的支承轴39可有限枢转地安装。
[0083]
纺纱转杯8以其转杯轴31例如在直接支承机构32可转动地安装并且通过环绕运动的沿机器长度的贴靠转杯轴31的切向皮带23被驱动。
[0084]
可接受纺纱负压作用的转杯壳体18如前所述地通过导纤通道与总体用附图标记33标示的纤维条子开松机构相连,在纺纱过程中纺纱转杯8的杯体在该转杯壳体内高速旋转并且转杯壳体通过盖件41可被封闭。直接支承机构32和转杯壳体18形成转杯轴支承件42,其通过枢转轴线34被连接至纤维条子开松装置33的开松辊壳体22。在工作位置(在工作位置中,开松辊28的转动轴线和纤维条子喂给滚筒11的转动轴线正交于纺纱转杯8的转动轴线地布置)中,如此定位辊轴支承件42,即,转杯轴31从下方贴靠沿机器长度的环绕运动的切向皮带23。而当自由端转杯纺纱装置5打开时,转杯轴支承件42位于不工作位置,在此不工作位置中,制动件35贴靠转杯轴31,转杯轴现在与沿机器长度的切向皮带23间隔就位。
[0085]
开松辊28和纤维条子喂给滚筒11可转动地安装在最好由铝合金制造的开松辊壳体22中,其中该开松辊28通过沿机器长度的切向皮带26可被驱动,而纤维条子喂给滚筒11被连接至长驱动轴或者通过单独驱动装置最好是步进电机被施加作用。
[0086]
通过导纤通道与可承受负压的转杯壳体18气压流通的开松辊壳体22还具有气压装置10,气压装置在纺纱过程中尤其用于按照规定排除污垢颗粒和纤维残余。气压装置10具备进风口36,环境空气在纺纱过程中经过进风口流入开松辊壳体22,环境空气在开松辊壳体22区域内形成用于梳理出的良好单纤维的气流引导。在气压装置10的与进风口36相对的一侧设有空气抽吸口37,它是以压力密封方式被连接至沿机器长度的排污通道的污垢抽排管38的一部分。排污通道例如通过设于中央机架3内的负压装置19而可承受气流作用。
[0087]
本发明方法的功能:
[0088]
如果在纺纱厂中出现断电,这导致自由端转杯纺纱机1的所有工位2的工作部件无动力,则工作部件开始慢动停止。到目前为止,这还涉及到如下的自由端转杯纺纱机1,自由端转杯纺纱机在其众多工位2的重新接纱时按照所谓的“共同生头”方法工作。
[0089]
但根据本发明,优选将集中驱动装置、最好是惯性运动的纺纱转杯驱动装置20的
动能用来暂时保证能量供应以用于控制所有相关驱动装置特别是纤维条子喂给滚筒11,直至机器停机。原则上也可行的是,在断电之后所需要的能量由电池或附加的发电机提供。根据本发明,纤维条子喂给滚筒11被暂时驱动,使得各自通过纤维条子喂给滚筒11要被送入开松辊壳体22和进而送入纺纱转杯8中的纤维量的值提升且进而按照规定产生补充纤维喂料,其产生理论断裂点。即,通过纤维在理论断裂点的断裂来保证在断电之后要在抽纱管中保持的纱线头被优化。即,在自由端转杯纺纱机1的工位2按照“共同生头”方法再接纱时所需要的纱线头就其长度和粗细而言是几乎一样的。
[0090]
如图3的曲线图所示,惯性运动的纺纱转杯驱动装置20的动能被用于按规定影响纤维条子喂给滚筒11的在曲线图中用附图标记45标示的喂给速度。即,纤维条子喂给滚筒11的喂给速度45如图所示从表示断电时刻的点46开始首先连续减小。在喂给速度45连续降低过程中,在某个时刻达到了喂给速度45的目标值47,此时无法再维持运行。在快达到目标值47时,纺纱转杯驱动装置的动能于是被用于还要短暂一次地增大纤维条子喂给滚筒11的喂给速度45和由此喂入纺纱转杯8中的纤维喂入量。可预定的且用附图标记44标示的纤维喂入量暂时提高的开始时刻可以在此如期望的纤维喂入量那样在控制装置29上根据软件来调设。开始时刻44例如在目标值43之前的150毫秒,在此纤维条子喂给滚筒11被突然停止且因此调节纤维喂给。
[0091]
暂时提高纤维喂给与变得缓慢的纺纱转杯同时减小有效离心力的事实结合而导致了纤维按规定断裂。
[0092]
因为“理论断裂点”同时出现在所有工位2上,故所述效应也几乎相同。即,要在抽纱管中保持的纱线头不仅在其长度方面、也在其粗细方面是十分相似的,结果就是,在断电和随后按照“共同生头”法的工位2重新接纱时,所有制成的接头都是完美的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1