淋膜纸杯生产用的多用途哑光淋膜纸及其制备工艺的制作方法
1.本发明主要涉及淋膜纸杯生产的技术领域,具体涉及淋膜纸杯生产用的多用途哑光淋膜纸及其制备工艺。
背景技术:
2.纸杯是把用化学木浆制成的原纸(白纸板)进行机械加工、粘合所做得的一种纸容器。
3.根据申请号为cn201620887065.7的专利文献所提供的哑光淋膜纸可知,该产品包括原纸层,原纸层上表面涂覆有雾面离型剂层,雾面离型剂层上表面则涂覆有哑光塑料薄膜层,原纸层下表面则通过胶黏剂贴合有防腐层,防腐层下表面则通过胶黏剂分别间隔均匀贴合有抗菌颗粒,防腐层和抗菌颗粒下表面则淋膜有抗菌塑料平膜层,抗菌塑料平膜层下面则依次涂覆有数码印刷层和镜面塑料薄膜层。该产品结构紧凑,收卷方便,不会粘连,具有良好的防腐抗菌效果且外观美观大方。
4.但上述临摹纸仍然存在着缺陷,例如上述临摹纸虽然具有结构紧凑,收卷方便,不会粘连的优点,但传统的淋膜纸杯中的原纸对气体、液体的阻隔作用较差,导致高温环境下,纸杯难以对气体、液体等渗透物进行有效阻挡,进而影响食品的品质和安全。
技术实现要素:
5.本发明主要提供了淋膜纸杯生产用的多用途哑光淋膜纸及其制备工艺用以解决上述背景技术中提出的技术问题。
6.本发明解决上述技术问题采用的技术方案为:淋膜纸杯生产用的多用途哑光淋膜纸,包括由内至外依次设置且相互贴合的阻隔薄膜层、原纸层、亚光薄膜层以及耐磨层,所述原纸层与阻隔薄膜层之间设有第一耐蒸煮胶黏层,所述原纸层与亚光薄膜层之间设有第二耐蒸煮胶黏层,所述原纸层与第一耐蒸煮胶黏层之间还设有第一扩黏层,所述原纸层与第二耐蒸煮胶黏层之间还设有第二扩黏层;所述阻隔薄膜层由pet基底膜和类金刚石碳涂层复合而成;所述亚光薄膜层由消光聚对苯二甲酸乙二醇涂层和蒸煮级流延聚丙烯涂层复合而成。
7.进一步的,所述第一扩黏层和第二扩黏层均由多个与所述原纸层一体成型的凸点组成,多个所述凸点呈矩形阵列排布,从而提高原纸层与阻隔薄膜层以及亚光薄膜层的接触面积。
8.进一步的,所述原纸层的内表面和外表面均蒸镀有二氧化硅涂层的电晕处理面,所述电晕处理面的厚度为0.1~0.2μm,从而通过该方式对原纸层的表面进行改性,从而增加原纸层表面的吸附以及包覆性。
9.进一步的,所述耐磨层由聚氨酯树脂涂层和高分子聚酮涂层复合而成,所述耐磨层的外表面一体成型有多个条纹状凸条,所述耐磨层的厚度为0.2~0.3mm,由于耐磨层的厚
度为0.2~0.3mm,使得耐磨层节省材料的同时达到加强强度的效果。
10.进一步的,所述第一耐蒸煮胶黏层和第二耐蒸煮胶黏层均为耐蒸煮的聚氨酯胶黏剂,由于第一耐蒸煮胶黏层和第二耐蒸煮胶黏层为耐蒸煮的聚氨酯胶黏剂,使得第一耐蒸煮胶黏层和第二耐蒸煮胶黏层在具有良好的黏着效果的同时,具有较为优良的耐高温性能。
11.进一步的,所述阻隔薄膜层的厚度为0.3~0.4mm,使得耐阻隔薄膜层节省材料的同时达到加强强度的效果。
12.进一步的,所述阻隔薄膜层的内表面设有抗菌颗粒,使得阻隔薄膜层通过其上成分为纳米银和聚乙烯蜡复合而成的抗菌颗粒进行杀菌。
13.根据以上的淋膜纸杯生产用的多用途哑光淋膜纸的技术方案,还将提供淋膜纸杯生产用的多用途哑光淋膜纸的制备工艺,包括以下步骤:步骤一、将阻隔薄膜层、亚光薄膜层、第一耐蒸煮胶黏层、第二耐蒸煮胶黏层以及耐磨层的原料按配比分别置入多个料罐中进行混合,得到熔融的阻隔薄膜层涂料、亚光薄膜层涂料、第一耐蒸煮胶黏层涂料、第二耐蒸煮胶黏层涂料以及耐磨层涂料;步骤二、将纸杯原纸置入纸张压纹机中,以使纸杯原纸的表面形成第一扩黏层和第二扩黏层,将经过压纹的纸杯原纸置入电晕处理机中,以使纸杯原纸的内表面和外表面形成电晕处理面,以制得原纸层;步骤三、将步骤二所制得的原纸层输送至压辊机处,并在压辊机处将步骤一制得的阻隔薄膜层涂料、亚光薄膜层涂料、第一耐蒸煮胶黏层涂料、第二耐蒸煮胶黏层涂料以及耐磨层涂料通过挤出机输送至分配机中,以使分配机的模头将阻隔薄膜层涂料、亚光薄膜层涂料、第一耐蒸煮胶黏层涂料、第二耐蒸煮胶黏层涂料以及耐磨层涂料依序涂覆于压辊机处的原纸层上,得到纸杯淋膜纸。
14.进一步的,所述步骤一中,将得到熔融的阻隔薄膜层涂料、原纸层涂料、亚光薄膜层涂料以及耐磨层涂料放置在通风阴凉处,进行2~3h的降温工作,再将降温后的阻隔薄膜层涂料、原纸层涂料、亚光薄膜层涂料以及耐磨层涂料放入筛分机中,通过筛分机中30~40目的筛板进行初步筛分,然后再通过50~70目的筛板进行二次筛分,筛分时间为30~60min,以通过对阻隔薄膜层涂料、原纸层涂料、亚光薄膜层涂料以及耐磨层涂料的多次筛分,制得更加细腻的涂料,提高涂覆效果。
15.进一步的,所述步骤三中,分配机的模头温度把控在200~360℃。
16.与现有技术相比,本发明的有益效果为:其一,本发明通过消光聚对苯二甲酸乙二醇涂层和蒸煮级流延聚丙烯涂层均具有优良的透明以及耐蒸煮性能,同时具有哑光的磨砂装饰效果,通过阻隔薄膜层借助pet基底膜和类金刚石碳涂层的低透氧性、低水蒸汽透过率以及良好的香气和气味阻隔性能。
17.其二,本发明中的原纸层通过其上第一扩黏层和第二扩黏层增加其与第一耐蒸煮胶黏层和第二耐蒸煮胶黏层之间的接触面积,从而提高原纸层与阻隔薄膜层以及亚光薄膜层的接触面积。
18.其三,本发明通过在原纸层上形成电晕处理面,使得原纸层的表面具有更高的附着性,由于原纸层表面通过蒸镀的方式形成二氧化硅涂层的电晕处理面,从而通过该方式对原纸层的表面进行改性,从而增加原纸层表面的吸附以及包覆性。
19.以下将结合附图与具体的实施例对本发明进行详细的解释说明。
附图说明
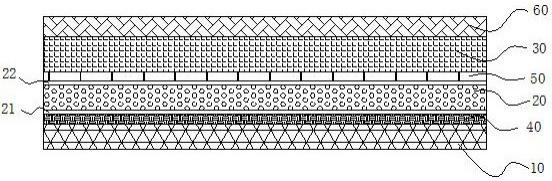
20.图1为本发明的整体结构示意图;图2为本发明的剖视图。
21.图中:10、阻隔薄膜层;20、原纸层;21、第一扩黏层;22、第二扩黏层;30、亚光薄膜层;40、第一耐蒸煮胶黏层;50、第二耐蒸煮胶黏层;60、耐磨层。
具体实施方式
22.为了便于理解本发明,下面将参照相关附图对本发明进行更加全面的描述,附图中给出了本发明的若干实施例,但是本发明可以通过不同的形式来实现,并不限于文本所描述的实施例,相反的,提供这些实施例是为了使对本发明公开的内容更加透彻全面。
23.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上也可以存在居中的元件,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件,本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
24.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常连接的含义相同,本文中在本发明的说明书中所使用的术语知识为了描述具体的实施例的目的,不是旨在于限制本发明,本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
25.实施例,请参照附图1
‑
2,在本发明一优选的实施例中,淋膜纸杯生产用的多用途哑光淋膜纸,包括由内至外依次设置且相互贴合的阻隔薄膜层10、原纸层20、亚光薄膜层30以及耐磨层60,所述原纸层20与阻隔薄膜层10之间设有第一耐蒸煮胶黏层40,所述原纸层20与亚光薄膜层30之间设有第二耐蒸煮胶黏层50,所述原纸层20与第一耐蒸煮胶黏层40之间还设有第一扩黏层21,所述原纸层20与第二耐蒸煮胶黏层50之间还设有第二扩黏层22;所述阻隔薄膜层10由pet基底膜和类金刚石碳涂层复合而成;所述亚光薄膜层30由消光聚对苯二甲酸乙二醇涂层和蒸煮级流延聚丙烯涂层复合而成;进一步的,由于消光聚对苯二甲酸乙二醇涂层和蒸煮级流延聚丙烯涂层均具有优良的透明以及耐蒸煮性能,同时具有哑光的磨砂装饰效果。
26.进一步的,阻隔薄膜层10借助pet基底膜和类金刚石碳涂层的低透氧性、低水蒸汽透过率以及良好的香气和气味阻隔性能。
27.进一步的,所述第一扩黏层21和第二扩黏层22均由多个与所述原纸层20一体成型的凸点组成,多个所述凸点呈矩形阵列排布,由于第一扩黏层21和第二扩黏层22均由多个与原纸层20一体成型的凸点组成,使得原纸层20通过其上第一扩黏层21和第二扩黏层22增加其与第一耐蒸煮胶黏层40和第二耐蒸煮胶黏层50之间的接触面积,从而提高原纸层20与阻隔薄膜层10以及亚光薄膜层30的接触面积。
28.进一步的,所述原纸层20的内表面和外表面均蒸镀有二氧化硅涂层的电晕处理面,所述电晕处理面的厚度为0.1~0.2μm,通过在原纸层20上形成电晕处理面,使得原纸层
20的表面具有更高的附着性,由于原纸层20表面通过蒸镀的方式形成二氧化硅涂层的电晕处理面,从而通过该方式对原纸层20的表面进行改性,从而增加原纸层20表面的吸附以及包覆性。
29.进一步的,所述耐磨层60由聚氨酯树脂涂层和高分子聚酮涂层复合而成,所述耐磨层60的外表面一体成型有多个条纹状凸条,所述耐磨层60的厚度为0.2~0.3mm,通过由聚氨酯树脂涂层和高分子聚酮涂层复合而成的耐磨层60,以提高淋膜纸的结构强度,由于耐磨层60的厚度为0.2~0.3mm,使得耐磨层60节省材料的同时达到加强强度的效果。
30.进一步的,所述第一耐蒸煮胶黏层40和第二耐蒸煮胶黏层50均为耐蒸煮的聚氨酯胶黏剂,由于第一耐蒸煮胶黏层40和第二耐蒸煮胶黏层50为耐蒸煮的聚氨酯胶黏剂,使得第一耐蒸煮胶黏层40和第二耐蒸煮胶黏层50在具有良好的黏着效果的同时,具有较为优良的耐高温性能。
31.进一步的,所述阻隔薄膜层10的厚度为0.3~0.4mm,由于耐阻隔薄膜层10的厚度为0.3~0.4mm,使得耐阻隔薄膜层10节省材料的同时达到加强强度的效果。
32.进一步的,所述阻隔薄膜层10的内表面设有抗菌颗粒,使得阻隔薄膜层10通过其上成分为纳米银和聚乙烯蜡复合而成的抗菌颗粒进行杀菌。
33.如图1
‑
2所示,根据上述实施例还将提供淋膜纸杯生产用的多用途哑光淋膜纸的制备工艺,包括以下步骤:步骤一、将阻隔薄膜层10、亚光薄膜层30、第一耐蒸煮胶黏层40、第二耐蒸煮胶黏层50以及耐磨层60的原料按配比分别置入多个料罐中进行混合,得到熔融的阻隔薄膜层10涂料、亚光薄膜层30涂料、第一耐蒸煮胶黏层40涂料、第二耐蒸煮胶黏层50涂料以及耐磨层60涂料,以通过阻隔薄膜层10涂料、原纸层20涂料、亚光薄膜层30涂料以及耐磨层60涂料,分别制得阻隔薄膜层10、原纸层20、亚光薄膜层30以及耐磨层60,防止因原料之间的相互混合,而对阻隔薄膜层10、原纸层20、亚光薄膜层30以及耐磨层60的使用效果造成影响;步骤二、将纸杯原纸置入纸张压纹机中,以使纸杯原纸的表面形成第一扩黏层21和第二扩黏层22,将经过压纹的纸杯原纸置入电晕处理机中,以使纸杯原纸的内表面和外表面形成电晕处理面,以制得原纸层20;从而在通过第一扩黏层21和第二扩黏层22增加纸杯原纸的表面积后,再配合电晕机所形成的电晕处理面,进一步提高原纸层20的吸附以及包覆性;步骤三、将步骤二所制得的原纸层20输送至压辊机处,并在压辊机处将步骤一制得的阻隔薄膜层10涂料、亚光薄膜层30涂料、第一耐蒸煮胶黏层40涂料、第二耐蒸煮胶黏层50涂料以及耐磨层60涂料通过挤出机输送至分配机中,以使分配机的模头将阻隔薄膜层10涂料、亚光薄膜层30涂料、第一耐蒸煮胶黏层40涂料、第二耐蒸煮胶黏层50涂料以及耐磨层60涂料依序涂覆于压辊机处的原纸层20上,得到纸杯淋膜纸。
34.进一步的,所述步骤一中,将得到熔融的阻隔薄膜层10涂料、原纸层20涂料、亚光薄膜层30涂料以及耐磨层60涂料放置在通风阴凉处,进行2~3h的降温工作,再将降温后的阻隔薄膜层10涂料、原纸层20涂料、亚光薄膜层30涂料以及耐磨层60涂料放入筛分机中,通过筛分机中30~40目的筛板进行初步筛分,然后再通过50~70目的筛板进行二次筛分,筛分时间为30~60min。以通过对阻隔薄膜层10涂料、原纸层20涂料、亚光薄膜层30涂料以及耐磨层60涂料的多次筛分,制得更加细腻的涂料,提高涂覆效果。
35.进一步的,所述步骤三中,分配机的模头温度把控在200~360℃,以使分配机的模头在适宜的温度下进行工作。
36.本发明的具体操作方式如下:在制备淋膜纸时,首先将阻隔薄膜层10、原纸层20、亚光薄膜层30以及耐磨层60的原料按配比分别置入多个料罐中进行混合,得到熔融的阻隔薄膜层10涂料、原纸层20涂料、亚光薄膜层30涂料以及耐磨层60涂料;再将纸杯原纸置入纸张压纹机中,以使纸杯原纸的表面形成第一扩黏层21和第二扩黏层22,将经过压纹的纸杯原纸置入电晕处理机中,以使纸杯原纸的内表面和外表面形成电晕处理面,以制得原纸层20;然后所制得的原纸层20输送至压辊机处,并在压辊机处将制得的阻隔薄膜层10涂料、原纸层20涂料、亚光薄膜层30涂料以及耐磨层60涂料通过挤出机输送至分配机中,以使分配机的模头将阻隔薄膜层10涂料、原纸层20涂料、亚光薄膜层30涂料以及耐磨层60涂料依序涂覆于压辊机处的原纸层20上,得到纸杯淋膜纸。
37.上述结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的这种非实质改进,或未经改进将本发明的构思和技术方案直接应用于其他场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1