一种防潮的增强型瓦楞纸板制造工艺及装置的制作方法
1.本发明涉及瓦楞纸板制造技术领域,具体为一种防潮的增强型瓦楞纸板制造工艺及装置。
背景技术:
2.瓦楞纸板,又称波纹纸板。由至少一层瓦楞纸和一层箱板纸粘合而成,具有较好的弹性和延伸性,主要用于制造纸箱、纸箱的夹心以及易碎商品的其他包装材料。
3.现有瓦楞纸板的结构强度较差,在做成纸箱时,经常造成纸箱的损坏,切防潮性能较差,受潮会导致纸板变软,进一步影响结构强度,同时现有的瓦楞纸板在施胶时,通常是通过胶辊进行单向施胶,单向施胶容易出现漏施胶,施胶不均匀,且通常为一次完成施胶,为了防止施胶湿度过大,一次施胶量有限,防护性能有限。
技术实现要素:
4.为实现以上防潮性能高,结构强度高,能自动调节施胶范围,加工效率高,能自动清洁施胶辊,使用方便的目的,本发明通过以下技术方案予以实现:一种防潮的增强型瓦楞纸板制造工艺,包括以下步骤:
5.s1、制浆:工业废纸经碎纸机搅碎处理后,用压力筛和除渣器除去杂质,按4-6:1的比例加入到反应池,反应池温度66-68℃,加热搅拌5min后,反应池中加入废纸脱墨酶,持续搅拌10mim后静置沉淀,排出多余上层液体得到洁净废纸浆液;
6.s2、抗水处理:向废纸浆液中添加辅料,混合均匀后得到瓦楞纸原纸半成品;
7.s3、铺开:将步骤3中的瓦楞纸在平板上均匀摊开后,使用挤压机均匀挤压后做烘干处理,烘干温度80-82℃,烘干至水分7-7.5%后,即得到瓦楞纸半成品;
8.s4、表面横向施胶:将瓦楞纸办成品横向放入施胶装置中,施胶装置将施胶剂均匀全面的涂抹在瓦楞纸半成品表面上,得到半施胶瓦楞纸;
9.s5、表面纵向施胶:将步骤4中的半施胶瓦楞纸纵向放入施胶装置中,施胶装置将施胶剂均匀全面的涂抹在瓦楞纸半成品表面上;
10.s6、成品加工:将步骤5得到的瓦楞纸放入烘缸中,温度保持在131-133℃,烘干至水分1-3%,然后自然冷却至室温后静置12h,即得到瓦楞纸成品;
11.s7、成品包装:步骤5中得到的成品纸做打卷装袋处理,打卷装袋后贴标转库;
12.进一步的,所述步骤3中的辅料为增强剂、施胶剂和硫酸铝的组合物。
13.进一步的,所述步骤4与步骤5中的施胶涂布量均为2-4g/
㎡
。
14.进一步的,所述步骤4与步骤5中的施胶剂按重量由以下成分制成,聚氨酯乳液71-73、羟基及纤维素钠18-19、过硫酸钾0.1-0.4、丙烯酸羟乙酯1-3、云母粉22-24。
15.一种防潮的增强型瓦楞纸板制造施胶装置,包括载物机构,所述载物机构包括机架,所述机架的内顶部铰接有底杆,所述底杆的顶部螺纹连接有支撑杆,所述支撑杆的外侧套接有支撑块,所述支撑块的顶部铰接有载物板,所述载物机构的内部安装有施胶机构,所
述施胶机构包括施胶辊,所述施胶辊的外侧套接有挡环,所述挡环的外侧套接有控制环,所述控制环的内壁固定连接有顶块,所述挡环的内部滑动连接有夹块,所述夹块的外侧固定连接有复位弹簧,所述挡环的外侧固定连接有吸泵,所述挡环的内部固定连接有传动轮,所述传动轮的内部插接有驱动轮,所述驱动轮的外侧铰接有棘爪,所述挡环的内部插接有清洁板,所述清洁板的外侧固定连接有缓冲弹簧,所述清洁板的外侧套接有清洁布,所述载物机构的顶部固定连接有加胶机构。
16.进一步的,所述夹块分为八组,且八组夹块组合在一起为一个整圆环,使施胶辊施胶时不会漏胶。
17.进一步的,所述传动轮的内壁开设有棘槽,且传动轮与所述清洁板外侧的齿槽相啮合,传动稳定。
18.进一步的,所述驱动轮通过传动带与所述吸泵传动连接。
19.进一步的,所述清洁板的内部开设有添加孔,且添加孔通过导管与所述吸泵相连接,同时所述清洁板通过魔术贴与所述清洁布固定连接,便于更换清洁布。
20.与现有技术相比,本发明具有以下有益效果:
21.1、该防潮的增强型瓦楞纸板制造工艺及装置,通过向废纸液中添加增强剂、施胶剂和硫酸铝的组合物,使纸浆本身防潮性能增加,再通过施胶装置对瓦楞纸表面分两次双向涂抹施胶剂,增加施胶剂涂抹量的同时能保证涂抹均匀,从而达到了防潮性能高,结构强度高的效果。
22.2、该防潮的增强型瓦楞纸板制造工艺及装置,通过横向施胶完成后,转动控制环,控制环带动顶块远离夹块,此时复位弹簧带动夹块远离施胶辊,然后移动挡环,挡环使施胶辊的施胶范围改变,同时转动支撑杆,支撑杆在底杆的作用下远离支撑块,此时推动支撑杆摆动至水平位置,且推动载物板摆动至竖直位置,通过控制支撑杆与载物板摆动数量,来控制载物范围,使载物板能配合施胶辊使用,同时相应改变加胶机构的加胶范围,从而达到了能自动调节施胶范围,加工效率高的效果。
23.3、该防潮的增强型瓦楞纸板制造工艺及装置,通过驱动轮通电转动,驱动轮通过棘爪带动传动轮转动,传动轮通过齿槽带动清洁板移动,清洁板带动清洁布与施胶辊接触,同时驱动轮通过传动带带动吸泵运行,吸泵通过导管使外界的有机溶剂通过添加孔落在清洁布上,当施胶辊施胶时,施胶辊转动,挡环在机架的限制作用下不会转动,挡环使清洁布相对施胶辊转动,清洁布将施胶辊调节位置进行清洁,保证调节后,施胶剂不会干在施胶辊上,在施胶完成后,继续运行施胶辊,然后移动挡环,挡环使施胶辊清洁全面,无需人工清洁,清洁方便安全。
附图说明
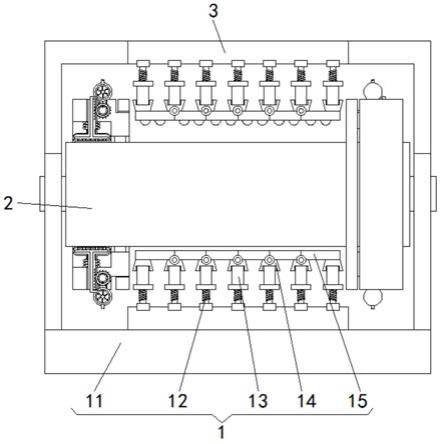
24.图1为本发明结构整体示意图;
25.图2为本发明结构施胶机构示意图;
26.图3为本发明结构施胶机构左视固定示意图;
27.图4为本发明结构施胶机构左视移动示意图;
28.图5为本发明结构挡环部分剖视示意图。
29.图中:1、载物机构;11、机架;12、底杆;13、支撑杆;14、支撑块;15、载物板;2、施胶
机构;21、施胶辊;22、挡环;23、控制环;24、顶块;25、夹块;26、复位弹簧;27、吸泵;28、传动轮;29、驱动轮;210、棘爪;211、清洁板;212、缓冲弹簧;213、清洁布;3、加胶机构。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.该防潮的增强型瓦楞纸板制造工艺及装置的实施例如下:
32.实施例一
33.一种防潮的增强型瓦楞纸板制造工艺,包括以下步骤:
34.s1、制浆:工业废纸经碎纸机搅碎处理后,用压力筛和除渣器除去杂质,按4:1的比例加入到反应池,反应池温度66℃,加热搅拌5min后,反应池中加入废纸脱墨酶,持续搅拌10mim后静置沉淀,排出多余上层液体得到洁净废纸浆液;
35.s2、抗水处理:向废纸浆液中添加辅料,混合均匀后得到瓦楞纸原纸半成品;
36.s3、铺开:将步骤3中的瓦楞纸在平板上均匀摊开后,使用挤压机均匀挤压后做烘干处理,烘干温度80℃,烘干至水分7%后,即得到瓦楞纸半成品;
37.s4、表面横向施胶:将瓦楞纸办成品横向放入施胶装置中,施胶装置将施胶剂均匀全面的涂抹在瓦楞纸半成品表面上,得到半施胶瓦楞纸;
38.s5、表面纵向施胶:将步骤4中的半施胶瓦楞纸纵向放入施胶装置中,施胶装置将施胶剂均匀全面的涂抹在瓦楞纸半成品表面上;
39.s6、成品加工:将步骤5得到的瓦楞纸放入烘缸中,温度保持在131℃,烘干至水分1%,然后自然冷却至室温后静置12h,即得到瓦楞纸成品;
40.s7、成品包装:步骤5中得到的成品纸做打卷装袋处理,打卷装袋后贴标转库;
41.进一步的,所述步骤3中的辅料为增强剂、施胶剂和硫酸铝的组合物。
42.进一步的,所述步骤4与步骤5中的施胶涂布量均为2g/
㎡
。
43.进一步的,所述步骤4与步骤5中的施胶剂按重量由以下成分制成,聚氨酯乳液71、羟基及纤维素钠18-19、过硫酸钾0.1、丙烯酸羟乙酯1、云母粉22。
44.实施例二
45.一种防潮的增强型瓦楞纸板制造工艺,包括以下步骤:
46.s1、制浆:工业废纸经碎纸机搅碎处理后,用压力筛和除渣器除去杂质,按6:1的比例加入到反应池,反应池温度68℃,加热搅拌5min后,反应池中加入废纸脱墨酶,持续搅拌10mim后静置沉淀,排出多余上层液体得到洁净废纸浆液;
47.s2、抗水处理:向废纸浆液中添加辅料,混合均匀后得到瓦楞纸原纸半成品;
48.s3、铺开:将步骤3中的瓦楞纸在平板上均匀摊开后,使用挤压机均匀挤压后做烘干处理,烘干温度82℃,烘干至水分7.5%后,即得到瓦楞纸半成品;
49.s4、表面横向施胶:将瓦楞纸办成品横向放入施胶装置中,施胶装置将施胶剂均匀全面的涂抹在瓦楞纸半成品表面上,得到半施胶瓦楞纸;
50.s5、表面纵向施胶:将步骤4中的半施胶瓦楞纸纵向放入施胶装置中,施胶装置将
施胶剂均匀全面的涂抹在瓦楞纸半成品表面上;
51.s6、成品加工:将步骤5得到的瓦楞纸放入烘缸中,温度保持在133℃,烘干至水分3%,然后自然冷却至室温后静置12h,即得到瓦楞纸成品;
52.s7、成品包装:步骤5中得到的成品纸做打卷装袋处理,打卷装袋后贴标转库;
53.步骤3中的辅料为增强剂、施胶剂和硫酸铝的组合物。
54.步骤4与步骤5中的施胶涂布量均为4g/
㎡
。
55.步骤4与步骤5中的施胶剂按重量由以下成分制成,聚氨酯乳液73、羟基及纤维素钠19、过硫酸钾0.4、丙烯酸羟乙酯3、云母粉24。
56.实施例三
57.请参阅图1-图5,一种防潮的增强型瓦楞纸板制造工艺,包括以下步骤:
58.s1、制浆:工业废纸经碎纸机搅碎处理后,用压力筛和除渣器除去杂质,按4-6:1的比例加入到反应池,反应池温度66-68℃,加热搅拌5min后,反应池中加入废纸脱墨酶,持续搅拌10mim后静置沉淀,排出多余上层液体得到洁净废纸浆液;
59.s2、抗水处理:向废纸浆液中添加辅料,混合均匀后得到瓦楞纸原纸半成品;
60.s3、铺开:将步骤3中的瓦楞纸在平板上均匀摊开后,使用挤压机均匀挤压后做烘干处理,烘干温度80-82℃,烘干至水分7-7.5%后,即得到瓦楞纸半成品;
61.s4、表面横向施胶:将瓦楞纸办成品横向放入施胶装置中,施胶装置将施胶剂均匀全面的涂抹在瓦楞纸半成品表面上,得到半施胶瓦楞纸;
62.s5、表面纵向施胶:将步骤4中的半施胶瓦楞纸纵向放入施胶装置中,施胶装置将施胶剂均匀全面的涂抹在瓦楞纸半成品表面上;
63.s6、成品加工:将步骤5得到的瓦楞纸放入烘缸中,温度保持在131-133℃,烘干至水分1-3%,然后自然冷却至室温后静置12h,即得到瓦楞纸成品;
64.s7、成品包装:步骤5中得到的成品纸做打卷装袋处理,打卷装袋后贴标转库;
65.步骤3中的辅料为增强剂、施胶剂和硫酸铝的组合物。
66.步骤4与步骤5中的施胶涂布量均为2-4g/
㎡
。
67.步骤4与步骤5中的施胶剂按重量由以下成分制成,聚氨酯乳液71-73、羟基及纤维素钠18-19、过硫酸钾0.1-0.4、丙烯酸羟乙酯1-3、云母粉22-24。
68.一种防潮的增强型瓦楞纸板制造施胶装置,包括载物机构1,载物机构1包括机架11,机架11的内顶部铰接有底杆12,底杆12的顶部螺纹连接有支撑杆13,支撑杆13的外侧套接有支撑块14,支撑块14的顶部铰接有载物板15,载物板15不少于十组,且相邻两载物板15均铰接在支撑块14上,且支撑杆13的数量与支撑块14数量相同,且相互对应,载物机构1的内部安装有施胶机构2,施胶机构2包括施胶辊21,施胶辊21的外侧套接有挡环22,挡环22滑动连接在机架11内部,挡环22的外侧套接有控制环23,控制环23的内壁固定连接有顶块24,挡环22的内部滑动连接有夹块25,夹块25分为八组,且八组夹块25组合在一起为一个整圆环,使施胶辊21施胶时不会漏胶,夹块25的外侧固定连接有复位弹簧26,挡环22的外侧固定连接有吸泵27,吸泵27通过导管与外界有机溶剂罐相连接,用于添加有机溶剂,挡环22的内部固定连接有传动轮28,传动轮28的内壁开设有棘槽,且传动轮28与清洁板211外侧的齿槽相啮合,传动稳定,传动轮28的内部插接有驱动轮29,驱动轮29通过传动带与吸泵27传动连接,驱动轮29的外侧铰接有棘爪210,挡环22的内部插接有清洁板211,清洁板211的外侧固
定连接有缓冲弹簧212,清洁板211的内部开设有添加孔,且添加孔通过导管与吸泵27相连接,同时清洁板211通过魔术贴与清洁布213固定连接,便于更换清洁布213,清洁板211的外侧套接有清洁布213,载物机构1的顶部固定连接有加胶机构3。
69.在使用时,横向施胶完成后,转动控制环23,控制环23带动顶块24远离夹块25,此时复位弹簧26带动夹块25远离施胶辊21,保证挡环22移动方便,不会刮伤施胶辊21,此时移动挡环22,挡环22使施胶辊21的施胶范围改变,同时转动支撑杆13,支撑杆13在底杆12的作用下远离支撑块14,此时推动支撑杆13摆动至水平位置,且推动载物板15摆动至竖直位置,通过控制支撑杆13与载物板15摆动数量,来控制载物范围,使载物板15能配合施胶辊21使用,同时相应改变加胶机构3的加胶范围,此时可以对瓦楞纸进行纵向涂抹施胶剂,保证施胶剂涂抹均匀,且无需跟换设备,加工方便,成本底,纵向施胶时,转动控制环23,控制环23通过顶块24推动夹块25相施胶辊21方向滑动,夹块25使施胶辊21施胶时不会泄露,同时控制驱动轮29通电转动,驱动轮29通过棘爪210带动传动轮28转动,传动轮28通过齿槽带动清洁板211移动,清洁板211带动清洁布213与施胶辊21接触,同时驱动轮29通过传动带带动吸泵27运行,吸泵27通过导管使外界的有机溶剂通过添加孔落在清洁布213上,当施胶辊21施胶时,施胶辊21转动,挡环22在机架11的限制作用下不会转动,挡环22使清洁布213相对施胶辊21转动,清洁布213将施胶辊21调节位置进行清洁,保证调节后,施胶剂不会干在施胶辊21上,在施胶完成后,继续运行施胶辊21,然后移动挡环22,挡环22使施胶辊21清洁全面,无需人工清洁,清洁方便安全。
70.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1