一种高强聚乳酸熔喷纤维及其制备方法和应用与流程
1.本发明涉及非织造布技术领域,更具体地,涉及一种高强聚乳酸熔喷纤维及其制备方法和应用。
背景技术:
2.熔喷布是采用熔喷法工艺制备,通过热空气作用将高流动聚合物熔体高速牵伸成超细纤维,并在滚筒网帘或塑料网帘进行自热粘合成网,具有纤维细度低、加工效率高、纤网均匀性好等特点,且结构蓬松,经过驻极处理后的熔喷非织造布具有高过滤效率与优异的透气性能,可广泛用在家用空气净化器、汽车空调过滤器或新风系统等空气滤材领域中。
3.目前,熔喷非织造布主要使用的原材料为聚丙烯,因其自身结晶特点而在铺网时具有优异的自热粘合性,在熔喷布所用的原材料中占比达到90%以上,但由于聚丙烯是线性的饱和碳氢化合物,难以降解,易造成白色污染。随着人类环保意识的不断提高和资源危机的日益趋紧,一些可降解和可再生的高分子材料应运而生。其中,聚乳酸(pla)可从再生资源淀粉中获得,不但具有非极性高聚物的特点,在常温下具有良好的耐气候性,且是环境友好型材料,易降解。因此,采用聚乳酸作为原料制备熔喷非制造布就成为研究的重点和热点,但目前行业里所制备聚乳酸熔喷布自粘合性能较差导致强力低,产业化应用受到较大的限制。
4.例如中国专利(cn104711764a)公开了一种高强力长效驻极超细纤维pla熔喷非织造材料,采用季胺盐改性的纳米无机粒子对pla进行增强改性,熔喷布具有比较好的强度,但是由于添加较大含量的无机刚性粒子,容易造成喷丝板堵塞,不适合长期生产,降低了生产效率,限制其使用,且无机刚性粒子的加入降低聚乳酸相容性,导致强力提升不足。
技术实现要素:
5.本发明为克服因为无机刚性粒子提升强力不足的缺陷,提供一种高强聚乳酸熔喷纤维。
6.本发明的另一目的在于提供所述高强聚乳酸熔喷纤维的制备方法。
7.本发明的另一目的在于提供所述高强聚乳酸熔喷纤维的应用。
8.为实现上述目的,本发明采用的技术方案是:
9.一种高强聚乳酸熔喷纤维,包括皮层和被皮层包裹的芯层,所述皮层为熔喷聚丙烯纤维层,芯层为熔喷聚乳酸纤维层,所述皮层中,含有熔喷聚丙烯树脂、相容剂及聚酯型液晶高分子。
10.聚丙烯纤维相对于聚乳酸纤维有更好的自热粘合性能,因此一定程度提升了高强熔喷聚乳酸纤维的粘结强力;同时,聚酯液晶高分子的加入皮层中,可以提高皮层中的聚丙烯纤维的取向度,从而可以显著提高聚乳酸熔喷纤维的粘结强力。
11.优选地,所述皮层与芯层的质量比为(5~10):(90~95)。
12.优选地,所述熔喷聚丙烯纤维层包括如下按重量份计算的组分:
13.所述熔喷聚丙烯树脂与所述熔喷聚丙烯母粒的质量比为(80~90):(10~20);
14.所述熔喷聚丙烯母粒中,按重量份计,熔喷聚丙烯树脂为75~87份;聚酯型液晶高分子为10~20份;相容剂为3~5份;抗氧剂为0.2~0.4份。
15.优选地,所述熔喷聚乳酸纤维层由熔喷聚乳酸树脂制得。
16.优选地,所述熔喷聚乳酸树脂在190℃,2.16kg下的熔体流动速率为10~200g/10min。
17.更优选地,所述熔喷聚乳酸树脂在190℃,2.16kg下的熔体流动速率为30~100g/10min。在这一熔体流动速率下,得到的聚乳酸熔喷纤维的强度更高。
18.优选地,所述熔喷聚丙烯树脂在230℃,2.16kg下的熔体流动速率为800~1800g/10min。
19.更优选地,所述熔喷聚丙烯树脂在230℃,2.16kg下的熔体流动速率为1000~1500g/10min。在这一熔体流动速率下,得到的聚乳酸熔喷纤维的强度更高。
20.本发明中,优选制备所述熔喷聚丙烯母粒的熔喷聚丙烯树脂和用于与熔喷聚丙烯母粒混合制备熔喷聚丙烯纤维层的熔喷聚丙烯树脂是相同种类的熔喷聚丙烯树脂。
21.相容剂的作用是为了使聚酯型液晶高分子能在聚丙烯中分散得更均匀。优选地,所述相容剂为聚丙烯接枝马来酸酐和/或丙烯-乙烯共聚物。
22.优选地,所述抗氧剂为受阻酚类抗氧剂、亚磷酸酯类抗氧剂或硫代酯类抗氧剂中的一种或多种。
23.优选地,所述聚酯型液晶高分子的熔点在280℃-370℃。更优选地,所述聚酯型液晶高分子的熔点在280℃~350℃。当聚酯型液晶高分子的熔点过高时,粘结强度会出现下降。
24.所述高强聚乳酸熔喷纤维的制备方法,包括如下步骤:
25.s1.将聚丙烯树脂、聚酯型液晶高分子、相容剂和抗氧剂混合均匀,经熔融、挤出制备成熔喷聚丙烯母粒;
26.s2.将熔喷聚丙烯树脂和熔喷聚丙烯母粒喂入到第一螺杆挤出机内,熔融成熔喷聚丙烯熔体;将熔喷聚乳酸树脂喂入到第二螺杆挤出机内,熔融成熔喷聚乳酸熔体;
27.s3.将熔喷聚丙烯熔体和熔喷聚乳酸熔体按计量比例,输入到同一熔喷模头中汇合喷出,即可得到高强聚乳酸熔喷纤维。
28.优选地,步骤s1中挤出的温度为200~260℃。
29.优选地,步骤s2中,第一螺杆挤出机的温度为240~270℃。
30.优选地,步骤s2中,第二螺杆挤出机的温度为170~200℃。
31.一种空气过滤材料,由所述高强聚乳酸熔喷纤维制备得到。传统的聚乳酸产品,粘结强度无法满足作为制备空气过滤材料的原料,而本发明的高强聚乳酸熔喷纤维,可以满足fz t 64078-2019标准所规定的纵向断裂拉力》9n,横向断裂拉力》6n的要求,可以作为制备空气过滤材料的原料。
32.本发明中,所述熔体流动速率参照gb/t 3682.1-2018标准进行测定。
33.与现有技术相比,本发明的有益效果是:
34.本发明制备了一种高强聚乳酸熔喷纤维,所述高强聚乳酸熔喷纤维具有皮芯结构,皮层为熔喷聚丙烯纤维层,芯层为熔喷聚乳酸纤维层。聚丙烯纤维相较于聚乳酸纤维具
有更好的自热粘合作用,一定程度提升了高强熔喷聚乳酸纤维的粘结强力;同时,聚酯液晶高分子的加入皮层中,可以显著提高聚乳酸熔喷纤维的粘结强力。本发明所述高强聚乳酸熔喷纤维特别适用于用于制备空气过滤材料制品。
具体实施方式
35.下面将对本发明实施例中的技术方案进行清楚、完整地描述,但本发明的实施方式不限于此。
36.本发明所采用的试剂、方法和设备,如无特殊说明,均为本技术领域常规试剂、方法和设备。
37.以下实施例及对比例中采用的原料如下:
38.熔喷聚丙烯树脂a:me1013,广东维奕科技有限公司,在230℃,2.16kg的条件下,熔体流动速率为1300g/10min;
39.熔喷聚丙烯树脂b:me1008,广东维奕科技有限公司,在230℃,2.16kg的条件下,熔体流动速率为800g/10min;
40.熔喷聚丙烯树脂c:me1015,广东维奕科技有限公司,在230℃,2.16kg的条件下,熔体流动速率为1500g/10min;
41.熔喷聚丙烯树脂d:me1018,广东维奕科技有限公司,在230℃,2.16kg的条件下,熔体流动速率为1800g/10min;
42.熔喷聚乳酸树脂a:pla l130,total corbion pla,在190℃,2.16kg的条件下,熔体流动速率为10g/10min;
43.熔喷聚乳酸树脂b:pla 6252d,美国natureworks,在190℃,2.16kg的条件下,熔体流动速率为30g/10min;
44.熔喷聚乳酸树脂c:pla d070,total corbion pla,在190℃,2.16kg的条件下,熔体流动速率为50g/10min;
45.熔喷聚乳酸树脂d:pla-100,安徽丰源新材料科技有限公司,在190℃,2.16kg的条件下,熔体流动速率为100g/10min;
46.熔喷聚乳酸树脂e:pla-200,安徽丰源新材料科技有限公司,在190℃,2.16kg的条件下,熔体流动速率为200g/10min;
47.聚酯型液晶高分子a:vicryst r800,珠海万通特种工程塑料,熔点280℃;
48.聚酯型液晶高分子b:vicryst r8000,珠海万通特种工程塑料,熔点350℃;
49.聚酯型液晶高分子c:vicryst r8200,珠海万通特种工程塑料,熔点370℃;
50.相容剂:pp-g-mah,市售;
51.抗氧剂:受阻酚抗氧剂thanox 1010与亚磷酸酯类抗氧剂thanox 168按照1:1复配,市售。
52.所有实施例和对比例采用的相容剂、抗氧剂均相同。
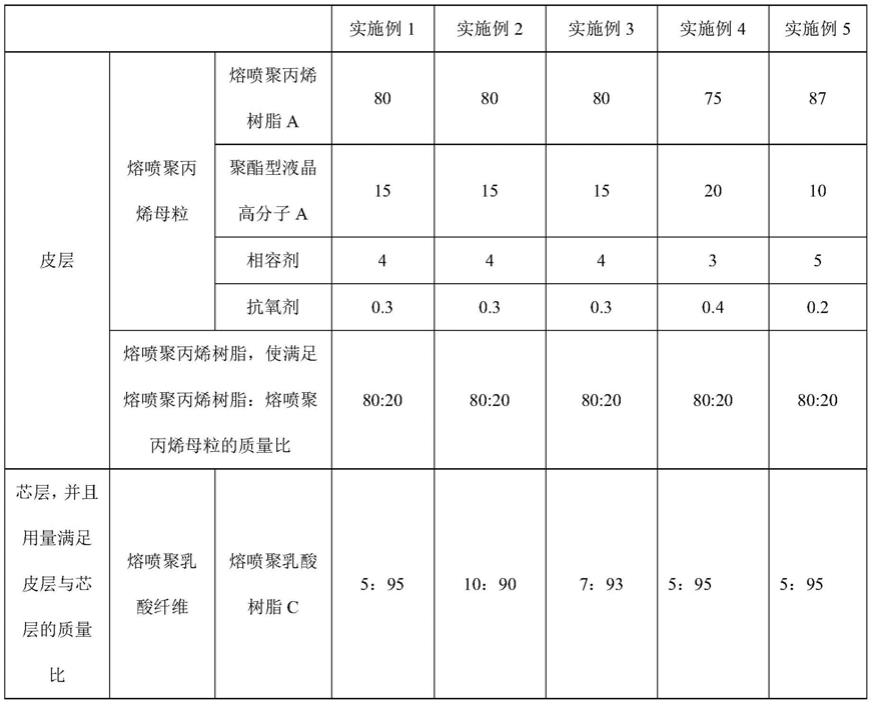
53.实施例1~5
54.实施例1~5提供一系列高强聚乳酸熔喷纤维,所述高强聚乳酸熔喷纤维,包括皮层和被皮层包裹的芯层,所述皮层为熔喷聚丙烯纤维层,芯层为熔喷聚乳酸纤维层。
55.所述制备方法包括如下步骤:s1.将聚丙烯树脂、聚酯型液晶高分子、相容剂和抗
氧剂投入到高混机中混合至均匀,再进行熔融、挤出、拉条、水冷、切粒,得到熔喷聚丙烯母粒;
56.s2.将熔喷聚丙烯树脂和熔喷聚丙烯母粒喂入到第一螺杆挤出机内,在240~270℃下熔融成熔喷聚丙烯熔体;将聚乳酸树脂喂入到第二螺杆挤出机内,在170~200℃下熔融成熔喷聚乳酸熔体;
57.s3.将熔喷聚丙烯熔体和熔喷聚乳酸熔体分别经过熔体过滤器过滤和计量泵计量后,输入到同一熔喷模头中汇合喷出,熔喷模头喷丝孔两侧260~280℃的热空气喷吹下,即可得到高强聚乳酸熔喷纤维。具体组分含量见表1。
58.表1实施例1~5的组分含量(份)
[0059][0060]
实施例6~9
[0061]
实施例6~9的制备方法同实施例1,具体组分含量见表2。
[0062]
表2实施例6~9的组分含量(份)
[0063][0064]
实施例10~14
[0065]
实施例10~14的制备方法同实施例1,具体组分含量见表3。
[0066]
表3实施例10~14的组分含量(份)
[0067]
[0068][0069]
实施例15~19的制备方法同实施例1,具体组分含量见表4。
[0070]
表4实施例15~19的组分含量(份)
[0071]
[0072][0073]
对比例1
[0074]
对比例1提供一种聚乳酸熔喷组合物,制备方法同实施例1,其区别在于,熔喷聚丙烯母粒中,并不加入聚酯型液晶高分子,但仍加入等量的相容剂和抗氧剂。
[0075]
对比例2
[0076]
直接将熔喷聚乳酸树脂切片c喂入到螺杆挤出机内,在170-200℃下熔融成熔喷聚乳酸熔体,输送到熔喷模头进行喷出,在熔喷模头喷丝孔两侧260-280℃的热空气喷吹作用下制成单组分熔喷纤维,并在接收装置上靠皮层的熔喷纤维自身的余热进行粘合成网。
[0077]
性能测试
[0078]
断裂拉力和断裂伸长率:按照gb/t 24218.3-2010标准测试,样品尺寸:50mm*300mm,拉伸速率:300mm/min。
[0079]
实施例和对比例的数据详见表5
[0080]
表5
[0081][0082]
从实施例6~9和实施例10~12可以看出,聚乳酸树脂的熔体流动速率和聚丙烯树脂的熔体流动速率对聚乳酸纤维的强度也有影响。实施例表明,在本技术聚酯型液晶高分子加入后,聚乳酸纤维的强度得到明显的提升。本发明的高强聚乳酸熔喷纤维,可以满足fz t 64078-2019标准(熔喷法非织布标准)所规定的纵向断裂拉力》9n,横向断裂拉力》6n的要求,可以作为制备空气过滤材料的原料。
[0083]
从对比例1和对比例2可以看出,熔喷聚乳酸单独制备的熔喷布的强力非常低,主要是因为熔喷聚乳酸熔喷纤维的自热粘合性能很差,不能在铺网时形成较多的热粘合点,熔喷聚丙烯纤维的引入,与熔喷聚乳酸纤维形成皮芯结构,作为皮层一定程度上可以提高聚乳酸熔喷布的强力,但是仍然强力较低;当在熔喷聚丙烯切片中加入液晶高分子材料时,可以大幅度提高聚乳酸熔喷布的强力,这是由于液晶高分子的熔体粘度与熔喷聚丙烯的熔
体粘度差异较大,在高速牵引作用下,由于液晶高分子熔体在自身的拉拔作用下大幅度提供熔喷聚丙烯纤维的取向度所致。
[0084]
显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1