一种节能型柔性热压传动双面机的制作方法
1.本实用新型涉及一种纸板生产设备,特别是一种节能型柔性热压传动双面机。
背景技术:
2.纸板生产设备中双面机的作用在于将面纸和见坑纸贴合,形成瓦楞纸板的设备,其中,为了提升瓦楞纸板的产能及品质,面纸优选是表面具有印刷层的预印纸,并且,瓦楞纸板成品的要求是印刷层的表面不刮花、无压痕,预印纸与见坑纸粘合可靠。但是,按照目前的纸板工艺来看,并不能同时克服上述问题,例如,采用预印纸朝上的方式在双面机加工纸板时,预印纸与双面机上方的传送带同步运动,避免预印纸与传送带之间滑动摩擦而带来的刮花现象;但是,由于预印纸与见坑纸的热压合问题较难解决。首先,关于加热的问题,从见坑纸底部往上加热,需要较高的热量才能穿透见坑纸到达见坑纸与预印纸之间(纸板层数越多,热量更难穿透),若底部加热温度设定较高,纸板容易脆裂,所以,加热问题只能考虑从上加热,结合不能刮花的问题,采用热压板对传送带进行加热,使得热量透过传动带后到达预印纸表面,此方式热量损失严重,能耗高,甚至因为热量传递不及时,而被迫降低生产速度;另外,关于压痕的问题,为了降低能耗和提高产能,传送带采用帆带等具有透气性的传送带,但是,帆带属于织物编织而成,其外环面具有一定的纹路,所以,当其向预印纸施压时,使得印刷层表面形成明显压痕,从而影响表面为预印纸的纸板品质。
3.综上所述,目前的纸板面纸朝上的双面机及其工艺无法同时实现高产能、高质量、低能耗的生产要求。
技术实现要素:
4.本实用新型的目的在于提供一种结构简单合理,热量损耗小,不刮花面纸、保障纸板质量及高效生产的节能型柔性热压传动双面机。
5.本实用新型的目的是这样实现的:
6.一种节能型柔性热压传动双面机,包括双面机本体,双面机本体设有纸板成型输送通道,其特征在于:所述纸板成型输送通道的上侧或下侧为用于向面纸传热、施压和传动的柔性储热同步传动面。
7.本实用新型的目的还可以采用以下技术措施解决:
8.作为更具体的方案,所述纸板成型输送通道的上侧设有硅胶传动带,硅胶传动带至少外表面为硅胶面;还包括用于加热硅胶面的加热装置,硅胶面加热形成所述柔性储热同步传动面。由于硅胶传动带可以符合柔性储热同步传动面的要求,并且,硅胶传动带质量温度,容易获得,所以优选在纸板成型输送通道的上侧设置硅胶传动带,但不局限于硅胶传动带。
9.作为进一步的方案,所述柔性储热同步传动面为加热后能释放出适合面纸贴合所需温度要求(如165℃至175℃)的硅胶面。
10.作为进一步的方案,所述加热装置为接触式加热装置、辐射式加热装置或电磁加
热装置,其中,电磁加热装置包括线圈和导磁件,导磁件设置在柔性储热同步传动面中。其中,接触式加热装置可以是热板、热缸,通过热板、热缸的表面与柔性储热同步传动面或硅胶传动带接触传递热量;辐射式加热装置可以是红外线加热。
11.作为进一步的方案,所述纸板成型输送通道设有进纸端和出纸端,至少进纸端处设有用于对柔性储热同步传动面外侧加热的外加热装置,和/或,进纸端与出纸端之间设有用于对柔性储热同步传动面内侧加热的内加热装置。
12.作为进一步的方案,所述外加热装置为热缸,热缸设置在所述纸板成型输送通道的进纸端外,进纸端外还设有包角辊组,所述柔性储热同步传动面的外侧借助包角辊组绕经热缸外周,并且柔性储热同步传动面与热缸的包角大于180度。通过增大柔性储热同步传动面与热缸的包角,即增大柔性储热同步传动面的加热面积,使得柔性储热同步传动面与热缸更充分的换热,同时,也减少热缸表面的热损耗。而且,外加热装置位于进纸端处,被加热后的柔性储热同步传动面的热量可以更及时地被带到纸板成型输送通道、并作用在面纸上,为纸板成型提供了所需的温度。
13.作为进一步的方案,所述内加热装置为热压板,热压板位于所述纸板成型输送通道上方的所述柔性储热同步传动面的内侧、并压住柔性储热同步传动面的内侧;所述纸板成型输送通道的下侧设有热板。热压板可以给柔性储热同步传动面施加一定的压力,加速面纸与见坑纸的结合,而且,热压板的热量可以被柔性储热同步传动面吸收后,其热量温度在整条纸板成型输送通道的范围内都可以作用在面纸上,结合一定的压力,充分保障了面纸与见坑纸的结合。
14.作为进一步的方案,所述纸板成型输送通道的出纸端外还依次设有透气加热过渡段和后传送部,透气加热过渡段与纸板成型输送通道之间设有用于减少纸板热损耗的热托板,热托板浮动设置。透气加热过渡段主要是对面纸采用滚筒加热,滚筒之间的间隙利于纸板表面多余的水分透出,以保障纸板的刚度。由于纸板成型输送通道至透气加热过渡段均为纸板需要加热成型的阶段,所以,在透气加热过渡段与纸板成型输送通道之间浮动设置热托板,可以弥补这个接驳位置的热量损失,保障纸板质量。
15.作为进一步的方案,所述节能型柔性热压传动双面机用于设置在预印纸板生产线上,预印纸板生产线包括依次设置在纸板成型输送通道的进纸端外的糊机和瓦楞机,糊机的压辊、上浆辊和控浆辊内部与降温介质回路连通,瓦楞机的上瓦楞辊外设有柔性硅胶承压带。压辊、上浆辊和控浆辊内部进行降温,可以有效防止压辊、上浆辊和控浆辊因受热膨胀变形,而影响上浆的量,从而确保面纸与见坑纸的贴合质量;另外,柔性硅胶承压带对见坑纸的面纸(内侧面纸)部分形成柔性施压,同样能够避免内侧面纸表面形成波浪形的凹坑。
16.本实用新型的有益效果如下:
17.(1)此款节能型柔性热压传动双面机的柔性储热同步传动面具有柔软、良好储能、同步传动的特性,其中,柔软的特性不会造成面纸表面产生压痕、储能的特性可以储存热量用于对面纸进行加热并且节能、同步传动的特性可以避免与面纸之间存在滑动摩擦而刮花面纸,因此,即使在高速生产的情况下,也能保障所生产纸板的质量。
18.(2)此款节能型柔性热压传动双面机对面纸采用硅胶传动带传动,硅胶传动带至少外表面为硅胶面,硅胶面具有柔性储热同步传动面的特性,而且,硅胶传动带容易获得,
质量稳定,性价比高。
19.(3)此款节能型柔性热压传动双面机采用外置加热装置对硅胶传动带靠近进纸端的外表面,采用内置加热装置加热硅胶传动带对应纸板成型输送通道的那一段长度,从而提高加热效率,为纸板成型提供充足的热量。
附图说明
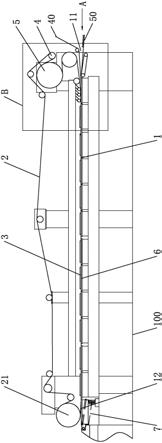
20.图1为本实用新型双面机一实施例结构示意图。
21.图2为本实用新型中前热板传送部放大结构示意图。
22.图3为图2中b处放大结构示意图。
23.图4为本实用新型中热托板安装结构示意图。
24.图5为本实用新型中糊机结构示意图。
25.图6为本实用新型中糊机辊体降温结构示意图。
26.图7为本实用新型中瓦楞机结构示意图。
具体实施方式
27.下面结合附图及实施例对本实用新型作进一步描述。
28.参见图1至图3所示,一种节能型柔性热压传动双面机,包括双面机本体100,双面机本体100的前热板传送部10设有纸板成型输送通道1,所述纸板成型输送通道1的上侧为用于向面纸传热、施压和传动的柔性储热同步传动面。
29.本实施例中,面纸为预印面纸40。
30.所述纸板成型输送通道1的上侧设有硅胶传动带2,硅胶传动带2至少外表面为硅胶面;还包括用于加热硅胶面的加热装置,硅胶面加热形成所述柔性储热同步传动面。
31.所述柔性储热同步传动面为加热后能释放出适合面纸贴合所需温度要求(如165℃至175℃)的硅胶面。
32.硅胶传动带2的具体形式可以是:包括环形织物带和硅胶层,硅胶层直接或间接设置在环形织物带的外环面。其中,间接的方式可以是通过胶粘层贴合。或者,硅胶层包裹在环形织物带的外环面及内环面。
33.所述加热装置为接触式加热装置、辐射式加热装置或电磁加热装置,其中,电磁加热装置包括线圈和导磁件,导磁件设置在柔性储热同步传动面中。本实施例中采用接触式加热装置,如热板或热缸。
34.所述纸板成型输送通道1设有进纸端11和出纸端12,进纸端11处设有用于对柔性储热同步传动面外侧加热的外加热装置,以及进纸端11与出纸端12之间设有用于对柔性储热同步传动面内侧加热的内加热装置。
35.所述外加热装置为热缸5,热缸5设置在所述纸板成型输送通道1的进纸端11外,进纸端11外还设有包角辊组4,所述柔性储热同步传动面的外侧借助包角辊组4绕经热缸5外周,包角辊组4包括并且柔性储热同步传动面与热缸5的包角α大于180度。其中,包角辊组4包括靠近包角输出端的导出辊44、靠近包角输入端的导入辊43、位于热缸5上方并向上提拉硅胶传动带2的拉力辊42和位于热缸5后方向下压硅胶传动带2的压力辊41。另外,前热板传送部10还有其他辊体和位于纸板成型输送通道1的出纸端12上方的牵引辊21,硅胶传动带2
在上述辊体的作用下沿纸板成型输送通道1围成环形、并具有运动的动力。
36.所述内加热装置为热压板3,热压板3位于所述纸板成型输送通道1上方的所述柔性储热同步传动面的内侧、并压住柔性储热同步传动面的内侧;所述纸板成型输送通道1的下侧设有热板6。
37.所述纸板成型输送通道1的出纸端12外还依次设有透气加热过渡段20和后传送部30,透气加热过渡段20与纸板成型输送通道1之间设有用于减少纸板热损耗的热托板7,热托板7浮动设置。结合图4所示,热托板7的两端设有支撑架72,支撑架72的后端通过支点71与双面机本体100转动配合。双面机本体100对应热托板7的前端下方设有横梁74,横梁74与热托板7之间设有弹簧73,弹簧73使得热托板7可以浮动。
38.所述前热板传送部10和后传送部30均具有动力、并同步同速运动。
39.结合图5至图7所示,所述节能型柔性热压传动双面机用于设置在预印纸板生产线上,预印纸板生产线包括依次设置在纸板成型输送通道1的进纸端11外的糊机8和瓦楞机9,糊机8的压辊81、上浆辊82和控浆辊83内部与降温介质回路连通。见坑纸50沿c箭头方向进入到压辊81与上浆辊82之间,使得见坑纸50的坑面上浆后沿d箭头方向输出。
40.所述糊机8的上浆辊82与控浆辊83之间形成浆糊厚薄控制间隙,压辊81与上浆辊82之间形成上浆间隙,用户可以根据不同的纸板工艺要求,对浆糊厚薄控制间隙和上浆间隙进行调节。但是,由于压辊81、上浆辊82和控浆辊83工作过程中均存在不同程度的发热,该发热属于有害发热,将会致使辊体变形,导致浆糊厚薄控制间隙和上浆间隙不规则的改变,造成上浆量没有达到设定的要求,因此,需要降温介质回路对压辊81、上浆辊82和控浆辊83进行降温。其中,降温介质回路包括冷水机84、热交换器85、油箱86和油泵87,油泵87将油箱86的油沿e箭头方法泵入热交换器85,热交换器85输入的油分成e1和e2两路分别进入上浆辊82和控浆辊83内部换热,然后分别形成f1和f2两路油汇集后沿f箭头方向进入油箱86;冷水机84内冷却介质(水)沿g箭头方向进入热交换器85内与油箱86出来的油进行换热,然后热交换器85出来的冷却介质沿g1箭头方向进入压辊81内部换热,最后,沿h箭头方向进入冷水机84内。通过以上换热方式,可以防止压辊81、上浆辊82和控浆辊83受热变形,提高上浆精度和纸板生产质量。
41.所述瓦楞机9为无压辊瓦楞机,无压辊瓦楞机包括面纸加热缸91、柔性硅胶承压带92、上瓦楞辊93、下瓦楞辊94、芯纸加热缸95、第二上浆辊96、承压带加热缸97和导带辊98,柔性硅胶承压带92绕设在承压带加热缸97和导带辊98外,柔性硅胶承压带92通过其带面压在上瓦楞辊93的一侧。内侧面纸501沿i箭头方向绕经面纸加热缸91后进入柔性硅胶承压带92与上瓦楞辊93之间,芯纸502沿j箭头方向绕经芯纸加热缸95后再一次经过下瓦楞辊94与上瓦楞辊93之间、上瓦楞辊93与第二上浆辊96之间后进入到柔性硅胶承压带92与上瓦楞辊93之间与内侧面纸501结合成见坑纸50后沿k箭头输出。此结构的柔性硅胶承压带92类似于上述硅胶传动带2的特性,具有储热节能的作用,也可以使得内侧面纸501的压合力更均匀。
42.其工作原理是:图7中所示的见坑纸50输入后进入到糊机8内,实现对见坑纸50的坑面上浆,上浆后的见坑纸50和预印面纸40一下一上地沿图1、图2中a箭头方向所示进入纸板成型输送通道1内,由于硅胶传动带2被热缸5和热压板3加热,硅胶传动带2吸收了热缸5和热压板3的热量,当硅胶传动带2与预印面纸40接触后,硅胶传动带2将热量很好地传递给预印面纸40,再加上纸板成型输送通道1底部的热板6共同作用,解决了预印面纸面朝上瓦
楞纸板成型工艺中的预印面纸40加热问题。另外,由于硅胶传动带2与物体间相容性作用,使得施压作用下的硅胶传动带2与预印面纸40可以无压痕地形成静摩擦配合,解决了现有预印面纸面朝上瓦楞纸板成型工艺中的压痕、刮花、同步输送运动的问题。
43.综上,通过本实用新型的双面机本体100的前热板传送部10可以实现面朝上瓦楞纸板的无压痕成型。
44.另外,由于前热板传送部10中没有透气,纸板湿度较高,所以,优选地:所述纸板成型输送通道1的出纸端12外还依次设有透气加热过渡段20和后传送部30;前热板传送部10出来的纸板进入透气加热过渡段20内加热,透出多余的水分,再进入后传送部30保压一段传输路程,使得预印面纸40与见坑纸50的结合更加稳定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1