一种书刊自动压线设备的制作方法
1.本技术涉及压线机的领域,尤其是涉及一种书刊自动压线设备。
背景技术:
2.在一些情况中书刊需要打虚线,能够使书刊中的某页纸更容易的被阅读者撕下,压线机用来在纸张上打虚线(易撕线)。
3.相关技术的压线设备如图1所示,包括工作台1,工作台1顶面上还竖直设有挡板15,挡板15的长度方向平行于工作台1的宽度方向,挡板15位于工作台1长度方向的一端,工作台1上设有顶板12,顶板12位于工作台1的正上方,顶板12顶面设有第一气缸13,第一气缸13的输出轴竖直向下伸出顶板12并固定连接有虚线切割刀14,虚线切割刀14的长度方向平行于工作台1的宽度方向。虚线切割刀14朝向工作台1的一侧侧面设有多个刀齿,多个刀齿沿虚线切割刀14长度方向均匀分布。当第一气缸13的输出轴伸出时,刀齿抵接在工作台1上。
4.对纸张打虚线的过程中,操作人员将纸张放置在工作台上,使纸张位于虚线切割刀的正下方,并将纸张的端部抵接在挡板上,对纸张进行初步定位,然后再操作第一气缸的输出轴伸出,使刀齿对纸张进行切割,纸张在刀齿的切割下形成易撕线。
5.上述的相关技术方案存在以下缺陷:在整个操作过程中,操作人员需要将纸张放置在工作台上,驱动第一气缸的输出轴伸出使虚线切割刀对纸张进行切割后,再按住纸张,驱动第一气缸的输出轴收缩使虚线切割刀的刀齿脱离纸张,再将纸张拿出,整个操作过程中操作人员全程都要辅助纸张进行操作,给操作人员造成较大的作业压力。
技术实现要素:
6.为了减轻操作人员使用压线设备对书刊纸张打虚线的作业压力,本技术提供一种书刊自动压线设备。
7.本技术提供的一种书刊自动压线设备采用如下的技术方案:
8.一种书刊自动压线设备,包括工作台,所述工作台上设有顶板,所述顶板上设有第一气缸,所述第一气缸的输出轴伸出顶板并固定连接有虚线切割刀,所述顶板顶面设有两个第二气缸,第二气缸的输出轴向下伸出顶板并固定连接有按压条,两个按压条分别位于虚线切割刀宽度方向的两侧,当第二气缸的输出轴伸出时,按压条抵接在工作台上。
9.通过采用上述技术方案,使用虚线切割刀对纸张进行打虚线前,驱动第二气缸的输出轴伸出,使两个按压条将纸张按压住,能够使纸张更好的固定在工作台上,等待纸张打完虚线后,保持按压块的位置不动,使虚线切割刀移动至远离纸张,然后再驱动第二气缸的输出轴收缩,使两个按压块移动至远离纸张,操作人员不用在虚线切割刀脱离纸张的时候一直按住纸张,能够减轻操作人员的部分作业压力。
10.优选的,还包括驱动件一和第一定位板,两个按压条将工作台分成第一区和第二区,所述第一区与第二区分别位于两个按压条的两侧,所述第一区转动连接有多个第一滚
轮,所述第一定位板设置在第二区上,所述纸张的传输方向从第一区至第二区,所述第一滚轮的转动方向迎向纸张的运输方向,所述第一定位板用来拦截传输至第二区的纸张,所述驱动件一同时驱动多个第一滚轮同时滚动。
11.通过采用上述技术方案,将纸张放置在多个第一滚轮上,驱动件一驱动第一滚轮进行转动,第一滚轮转动带动纸张运动,将纸张从第一区运输至第二区,第一定位板用来对纸张的位置进行定位,使虚线切割刀能够准确对纸张进行切割。
12.优选的,所述工作台内设有第三气缸,所述工作台顶面上开设有滑槽,所述第一定位板滑动连接在滑槽上,所述第一定位板的滑动方向沿竖直方向设置,所述第三气缸的输出轴固定连接在第一定位板上,当第三气缸的输出轴收缩时,所述第一定位板顶面与工作台顶面齐平,当纸张抵接在第一定位板上时,所述纸张远离第一定位板的一端与第一滚轮接触。
13.通过采用上述技术方案,通过第三气缸输出轴的伸出和收缩,能够实现第一定位板对纸张的遮挡和放行,能够使纸张被运输至第二区中,操作人员不用每次将切割好的纸张从按压板下方拿走,进一步减轻操作人员的作业压力。
14.优选的,还包括驱动件二和收集箱,所述第二区设有第二定位板,所述第二定位板位于第一定位板远离按压条的一侧,所述第二区上转动连接有多个第二滚轮,多个第二滚轮位于第一定位板与第二定位板之间,所述收集箱设置在工作台侧壁上并位于第一定位板与第二定位板之间,所述第二滚轮的转动方向迎向收集箱,所述驱动件二驱动多个第二滚轮同时转动。
15.通过采用上述技术方案,驱动件二驱动第二滚轮进行转动,第二滚轮转动将纸张朝向收集箱一侧运输,使纸张被收集在收集箱中。
16.优选的,还包括锁定件,所述收集箱包括底板、门板和两个侧板,所述两个侧板固定连接在工作台的侧壁上,所述底板的两端固定连接在两个侧板的底端,所述门板的一端铰接在其中一个侧板远离工作台的一侧侧壁上,所述锁定件将门板远离门板铰接处的一端固定在另一个侧板上。
17.通过采用上述技术方案,纸张被传送至收集箱中堆叠在底板上,操作人员打开门板就能够将堆叠好的纸张取出,方便纸张的收集和取出。
18.优选的,所述锁定件包括卡块,所述卡块固定连接在门板朝向工作台的一侧侧面上,远离门板铰接处的侧板远离工作台的侧壁上开设有与卡块卡接配合的卡槽。
19.通过采用上述技术方案,使用卡块和卡槽的卡接配合能够方便的实现门板和侧板的连接和拆卸。
20.优选的,所述侧板和门板的顶面高于工作台的顶面。
21.通过采用上述技术方案,纸张经过第二滚轮被运输至收集箱中,纸张的运输速度如果过快的话,容易飞出收集箱,侧板和门板能够将纸张挡住,减小纸张飞出收集箱的几率。
22.优选的,所述按压条朝向工作台的一侧侧面上设有弹性块。
23.通过采用上述技术方案,当按压条按压在纸张上时,弹性块直接与纸张接触,能够减小将纸张按压出痕迹的几率,减小对纸张的伤害。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.通过设置第二滚轮和收集箱,驱动件二驱动第二滚轮进行转动,第二滚轮转动将纸张朝向收集箱一侧运输,使纸张被收集在收集箱中;
26.2.通过设置卡块和卡槽,使用卡块和卡槽的卡接配合能够方便的实现门板和侧板的连接和拆卸;
27.3.通过设置弹性块,当按压条按压在纸张上时,弹性块直接与纸张接触,能够减小将纸张按压出痕迹的几率,减小对纸张的伤害。
附图说明
28.图1是相关技术的整体结构示意图。
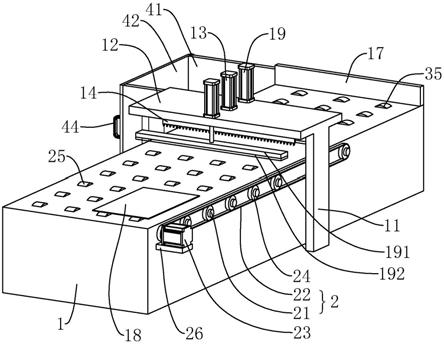
29.图2是本技术实施例的整体结构示意图。
30.图3是本技术实施例收集箱的结构示意图。
31.图4是沿图3中a
‑
a线的剖视图。
32.附图标记说明:1、工作台;11、撑杆;12、顶板;13、第一气缸;14、虚线切割刀;15、挡板;16、第一定位板;161、第三气缸;162、滑槽;17、第二定位板;18、纸张;19、第二气缸;191、按压条;192、弹性块;2、驱动件一;21、第一连杆;22、第一同步带;23、第一电机;24、第一同步轮;25、第一滚轮;26、第一放置板;3、驱动件二;31、第二电机;32、第二连杆;33、第二同步带;34、第二同步轮;35、第二滚轮;36、第二放置板;4、收集箱;41、侧板;42、门板;43、底板;44、把手;45、卡块;46、卡槽。
具体实施方式
33.以下结合附图2
‑
4对本技术作进一步详细说明。
34.本技术实施例公开一种书刊自动压线设备。
35.参照图2、图3,本实施例的一种书刊自动压线设备包括工作台1,工作台1宽度方向的两侧侧壁上竖直固定有撑杆11,撑杆11顶端固定连接有顶板12,顶板12的两端固定连接在两个撑杆11上,顶板12朝向工作台1的一侧侧面正对于工作台1设置,顶板12的长度方向平行于工作台1的宽度方向。顶板12顶面的中心固定连接有第一气缸13,第一气缸13的输出轴竖直向下伸出顶板12并固定连接有虚线切割刀14,虚线切割刀14的长度方向平行于工作台1的宽度方向。虚线切割刀14朝向工作台1的一侧侧面设有多个刀齿,多个刀齿沿虚线切割刀14长度方向均匀分布。
36.参照图2、图3,顶板12顶面固定连接有两个第二气缸19,两个第二气缸19位于顶板12宽度方向的两端并分别正对第一气缸13设置。第二气缸19的输出轴竖直向下伸出顶板12并固定连接有按压条191,两个按压条191分别位于虚线切割刀14的两侧,按压条191的长度方向平行于虚线切割刀14的长度方向,为了减小按压条191对纸张18按压的痕迹,按压条191朝向工作台1的一侧侧面固定覆盖有弹性块192。按压条191与虚线切割刀14长度方向的两端均靠近工作台1宽度方向的两端。
37.参照图2、图3,两个按压条191将工作台1分成第一区和第二区,第一区与第二区分别位于两个按压条191的两侧。第一区供纸张18运输进来,第二区将打好虚线的纸张18运输出去。
38.参照图2、图3,工作台1上转动连接有多组第一滚轮25,多组第一滚轮25大部分位
于第一区,其中一组第一滚轮25位于第二区,多组第一滚轮25沿工作台1的长度方向均匀分布,每组第一滚轮25包括多个第一滚轮25,多个第一滚轮25沿工作台1宽度方向均匀分布。第一滚轮25的大部分位于工作台1内,纸张18的传送方向从第一区到第二区,第一滚轮25的转动方向迎向纸张18的传送方向。
39.参照图2、图3,工作台1上连接有驱动件一2,驱动件一2驱动多个第一滚轮25同时转动。驱动件一2包括第一电机23、第一同步带22、多个第一连杆21和多个第一同步轮24。多个第一连杆21和多组第一滚轮25一一对应,多个第一连杆21与多个第一同步轮24一一对应。每组第一滚轮25中的多个第一滚轮25同轴转动连接在对应第一连杆21上,第一连杆21转动连接在工作台1上,第一连杆21的长度方向平行于工作台1的宽度方向,第一连杆21的一端穿出工作台1的侧壁并与对应第一同步轮24同轴固定连接。第一同步带22绕卷在多个第一同步轮24上,第一同步带22与多个第一同步轮24啮合连接,工作台1侧壁上固定连接有第一放置板26,第一电机23固定连接在第一放置板26上,第一电机23的输出轴同轴固定连接在远离按压条191的那个第一连杆21上。
40.驱动第一电机23的输出轴转动,通过与第一电机23固定连接的第一连杆21带动其中一个第一同步轮24转动,第一同步轮24转动带动第一同步带22进行滚动,第一同步带22滚动带动与第一同步轮24啮合连接的所有第一同步轮24进行转动,从而带动所有第一连杆21进行转动,进而带动所有第一滚轮25进行转动。
41.将纸张18放置在第一区上,驱动多有第一滚轮25进行转动,纸张18放置在突出工作台1顶面的多个第一滚轮25上被滚轮朝向虚线切割刀14一侧移动。
42.参照图3、图4,位于第二区的一组第一滚轮25称为第三滚轮组,工作台1上开设有滑槽162,滑槽162位于按压条191与第三滚轮组之间,滑槽162的长度方向平行于工作台1的宽度方向,滑槽162上滑动连接有第一定位板16,第一定位板16的滑动方向沿竖直方向设置。工作台1内固定连接有第三气缸161,第三气缸161的输出轴竖直向上伸出滑槽162底壁内并与第一定位板16朝向滑槽162底壁的一侧侧面固定连接。当第三气缸161的输出轴收缩时,第一定位板16顶面与工作台1顶面齐平。当第三气缸161的输出轴伸出时,第一定位板16伸出滑槽162并用来将第一区运输过来的纸张18拦截住。
43.当纸张18长度方向的一端抵接在第一定位板16上时,纸张18长度方向的另一端位于第一区的第一滚轮25上,驱动两个第二气缸19的输出轴伸出,使两个按压条191将纸张18按压住,然后驱动第一气缸13的输出轴伸出,使虚线切割刀14上的刀齿对纸张18进行切割形成易撕线,然后驱动第一气缸13的输出轴收缩,使虚线切割刀14移动至远离纸张18,驱动两个第二气缸19的输出轴收缩,使两个按压条191移动至远离纸张18,再驱动第三气缸161的输出轴收缩,使第一定位板16顶面与工作台1顶面保持齐平。然后再驱动第一滚轮25滚动,第一滚轮25继续将纸张18朝向第二区一侧移动,位于第二区的第三滚轮组进一步将纸张18朝向第二区远离按压条191的一侧运输。
44.参照图2、图3,工作台1顶面固定连接有第二定位板17,第二定位板17位于第二区,第二定位板17位于管座台长度方向的一端,第二定位板17的长度方向平行于工作台1的宽度方向。纸张18经过第三滚轮组的运输朝向第二定位板17一侧移动至抵接在第二定位板17上。
45.参照图2、图3,工作台1上转动连接有多组第二滚轮35,多组第二滚轮35均位于第
二区,多组第二滚轮35沿工作台1的宽度方向均匀分布,每组第二滚轮35包括多个第二滚轮35,多个第二滚轮35沿工作台1长度方向均匀分布,第二滚轮35的大部分位于工作台1内。工作台1宽度方向的侧壁上固定连接有收集箱4,收集箱4位于第一定位板16与第二定位板17之间,第二滚轮35的转动方向迎向收集箱4。
46.参照图2、图3,工作台1上连接有驱动件二3,驱动件二3驱动多个第二滚轮35同时转动。驱动件二3包括第二电机31、第二同步带33、多个第二连杆32和多个第二同步轮34。多个第二连杆32和多组第二滚轮35一一对应,多个第二连杆32与多个第二同步轮34一一对应。每组第二滚轮35中的多个第二滚轮35同轴转动连接在对应第二连杆32上,第二连杆32转动连接在工作台1上,第二连杆32的长度方向平行于工作台1的长度方向,第二连杆32的一端穿出工作台1的侧壁并与对应第二同步轮34同轴固定连接。第二同步带33绕卷在多个第二同步轮34上,第二同步带33与多个第二同步轮34啮合连接,工作台1侧壁上固定连接有第二放置板36,第二电机31固定连接在第二放置板36上,第二电机31的输出轴同轴固定连接在远离收集箱4的那个第二连杆32上。
47.第二电机31带动所有第二滚轮35转动的原理与第一电机23带动所有第一滚轮25转动的原理相同。
48.参照图2、图3,工作台1侧壁上固定连接有收集箱4,收集箱4包括底板43、门板42和两个侧板41,两个侧板41相互正对设置并竖直固定连接在工作台1的侧壁上,靠近第二定位板17设置的一个侧板41正对第二定位板17设置,两个侧板41之间的距离大于纸张18的宽度。底板43的两端固定连接在两个侧板41的底端,门板42长度方向的一端铰接在其中一个侧板41远离工作台1的一侧侧壁上,侧板41和门板42的顶面高于工作台1的顶面。侧板41上连接有锁定件,锁定件将门板42固定在侧板41上。
49.参照图2、图3,锁定件包括卡块45,当门板42转动至贴合在侧板41侧壁上时,卡块45固定连接在门板42朝向工作台1的一侧侧面上,远离门板42铰接处的侧板41远离工作台1的侧壁上开设有与卡块45卡接配合的卡槽46,当卡块45卡接在卡槽46中时,门板42贴合在侧板41的侧壁上。门板42远离工作台1的一侧侧面固定连接有供手施力的把手44。
50.纸张18抵接到第二定位板17上后,驱动第二电机31使第二滚轮35转动,第二滚轮35转动带动纸张18朝向收集箱4一侧运输,纸张18会逐渐堆叠在底板43顶面上,从而实现纸张18的收集,当收集箱4中容纳不下纸张18时,操作人员拉动把手44打开门板42,将堆叠好的纸张18取出。
51.本技术实施例一种书刊自动压线设备的实施原理为:操作人员需要将纸张18依次放置在第一区的第一滚轮25上,在放置纸张18时,使纸张18的长度方向尽量平行于工作台1的长度方向,然后驱动第一电机23进行转动,直到纸张18随着第一滚轮25移动至抵接在第一定位板16上,然后使用两个按压条191对纸张18进行按压,使用虚线切割刀14在纸张18上切割出易撕线,然后使按压条191与虚线切割刀14移动至远离纸张18。然后驱动第三气缸161的输出轴收缩使第一定位块不再遮挡至纸张18,接着再次驱动第一电机23进行转动,位于第一区的第一滚轮25以及位于第二区的第三滚轮组再次将纸张18移动至抵接在第二定位板17上,然后驱动第二电机31,第二滚轮35转动将纸张18运输至收集箱4中。当收集箱4收集一定数量的纸张18后,操作人员打开门板42将纸张18拿出。整个过程中,操作人员只需将纸张18不断放置在第一区的第一滚轮25上即可,较大程度的减轻了操作人员的工作负担。
52.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1