一种聚四氟乙烯牙线制备装置的制作方法
1.本发明涉及聚四氟乙烯牙线,尤其涉及一种聚四氟乙烯牙线制备装置。
背景技术:
2.在咀嚼食物过程中,部分食物碎渣会进入牙齿缝隙并堆积,若不及时清除,齿缝中的食物残渣易形成牙结石并滋生细菌,损害口腔健康环境。牙线可有效清除齿缝间的残渣,且操作方便,在日常生活中使用较为普遍。牙齿紧密排列要求牙线具有表面光滑、韧性好且具有较好的机械力学性能,聚四氟乙烯材料具有极低的摩擦系数(~0.04)且生物相容性好,是制备牙线的首先材料。由于熔融粘度高(10
10
~10
11
pa
·
s),牙线用聚四氟乙烯扁平长丝一般采用糊料工艺制备获得。现有制备聚四氟乙烯扁平长丝的主要工艺为分切聚四氟乙烯脱脂膜、热牵伸、热定型、卷绕,该方法制成的聚四氟乙烯扁平长丝边缘较尖锐、存在分支纤维,且宽度变异系数较大,采用该长丝制成的牙线易对牙龈造成损伤。
3.因此,本领域的技术人员致力于开发一种边缘平滑、宽度均匀性好的聚四氟乙烯牙线。
技术实现要素:
4.有鉴于现有技术的上述缺陷,本发明所要解决的技术问题是提供一种边缘平滑、宽度均匀性好的聚四氟乙烯牙线。
5.为实现上述目的,本发明提供了一种折叠层状聚四氟乙烯牙线的制备装置,以解决采用现有技术制成的聚四氟乙烯牙线存在宽度较大、边缘较尖锐的缺陷。
6.本实用新型提供了一种聚四氟乙烯牙线制备装置,包括热牵伸装置、导向橡胶压辊、折叠装置和卷绕辊,其中,热牵伸装置用于对初生聚四氟乙烯扁平长丝进行拉伸得到聚四氟乙烯扁平长丝;导向橡胶压辊用于将聚四氟乙烯扁平长丝送入折叠装置;折叠装置用于对聚四氟乙烯扁平长丝进行折叠;而卷绕辊用于对折叠后得到的聚四氟乙烯牙线进行卷绕;其中折叠装置包括设置在前的且开口向上第一折叠部件和设置在后的且开口向下的第二折叠部件,第一折叠部件和第二折叠部件具有孔道部和与孔道部相通的圆孔部;聚四氟乙烯扁平长丝在圆孔部内完成折叠。
7.进一步地,第一折叠部件的高度高于导向橡胶压辊,第二折叠部件的高度高于卷绕辊,第一折叠部件的高度高于第二折叠部件。
8.进一步地,孔道部的截面为矩形,圆孔部的截面为优弧形。
9.进一步地,孔道部宽小于圆孔部的直径。
10.进一步地,圆孔部半径为1.4mm。
11.进一步地,第一折叠部件和第二折叠部件为椭圆盘状。
12.进一步地,孔道部宽1.2mm,高10mm。
13.进一步地,第一折叠部件和第二折叠部件在高度上相互错开。
14.本实用新型采用经特殊开孔加工的折叠部件,特定开孔使聚四氟乙烯扁平长丝边
缘向内翻折制成折叠层状的聚四氟乙烯牙线,本实用新型所制得的聚四氟乙烯牙线宽度为0.8~1.8mm,宽度变异系数《10%,断裂强力20~30n,无分支纤维。
15.本实用新型提供一种折叠层状聚四氟乙烯牙线制备的折叠部件,即经过一种经过开孔加工且具有特定孔型的折叠部件。该折叠部件加工简便且易于加装至现有聚四氟乙烯扁平长丝制备工艺,能高效制备折叠层状聚四氟乙烯牙线。
16.以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
附图说明
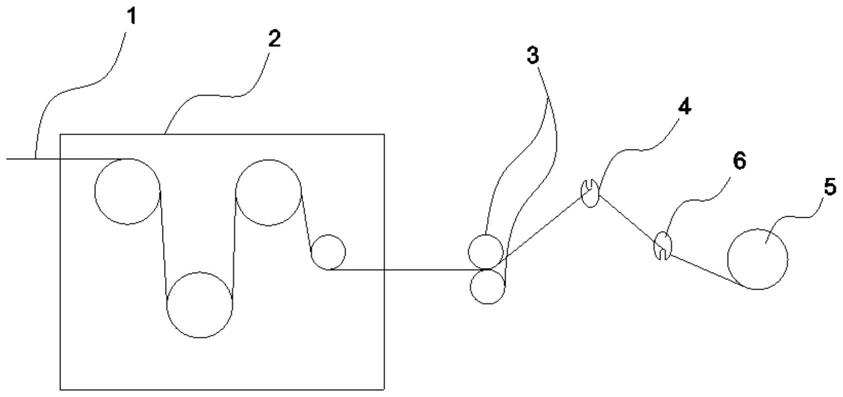
17.图1是本实用新型的一个较佳实施例中的折叠层状ptfe牙线-长丝牵伸及长丝折叠装置示意图;
18.图2是本实用新型的一个较佳实施例中的折叠部件的正视图;
19.图3是本实用新型的一个较佳实施例中的折叠部件的左视图;
20.图4是本实用新型的一个较佳实施例中的折叠部件的顶视图
具体实施方式
21.以下参考说明书附图介绍本实用新型的多个优选实施例,使其技术内容更加清楚和便于理解。本实用新型可以通过许多不同形式的实施例来得以体现,本实用新型的保护范围并非仅限于文中提到的实施例。
22.如图1所示,本实用新型公开的一种聚四氟乙烯牙线制备装置,包括热牵伸装置、导向橡胶压辊、折叠装置和卷绕辊,其中,热牵伸装置用于对初生聚四氟乙烯扁平长丝进行拉伸得到聚四氟乙烯扁平长丝;导向橡胶压辊用于将聚四氟乙烯扁平长丝送入折叠装置;折叠装置用于对聚四氟乙烯扁平长丝进行折叠;而卷绕辊用于对折叠后得到的聚四氟乙烯牙线进行卷绕;其中折叠装置包括设置在前的且开口向上第一折叠部件和设置在后的且开口向下的第二折叠部件,第一折叠部件和第二折叠部件具有孔道部和与孔道部相通的圆孔部;聚四氟乙烯扁平长丝在圆孔部内完成折叠。
23.其中,导向橡胶压辊3距离水平地面高度为400mm;折叠部件4中心距离水平地面高度为1500mm;折叠部件6中心距离水平地面高度为1000mm,导向橡胶压辊3 中心与折叠部件4的中心水平间距为1400mm;卷绕辊5位于折叠部件4和6后下方,卷绕辊5中心与折叠部件4中心的水平间距为150mm,垂直间距为150mm。第一折叠部件的高度高于导向橡胶压辊,第二折叠部件的高度高于卷绕辊,第一折叠部件的高度高于第二折叠部件,通过将聚四氟乙烯扁平长丝倾斜并依次喂入折叠部件4和折叠部件6和卷绕辊5,用于增加扁平长丝张力,同时防止折叠层向导向橡胶压辊3延伸,以及使得折叠层在一定张力作用下规整卷绕于卷绕辊5,防止折叠层在卷绕过程中的损失。
24.其中,如图2-4所示,折叠部件4和6的主体部分为半径r为10mm、高度(厚度)t为8mm的圆柱体,由外缘向中心轴线开孔,孔道的截面形状为:矩形-圆孔型,即孔道截面上部分为矩形,孔道截面下部分为圆孔,如图3所示。矩形横截面有利于将聚四氟乙烯扁平长丝引入至凹槽、防止扁平长丝从凹槽滑脱;圆孔型横截面的凹槽,有利于将聚四氟乙烯扁平长丝两边折叠;
25.其中,折叠部件3中矩形孔型段宽度d为1.2mm,圆孔半径r为1.4mm;孔道部的截面为矩形,圆孔部的截面为优弧形,即矩形孔段的宽度小于圆孔段的直径,从而使得圆孔型横截面具有小于直径的开口,其有利于握持凹槽内的聚四氟乙烯扁平长丝,否则扁平长丝有可能会运动至凹槽内弧形与矩形段分界处,降低扁平长丝的折叠效果,孔道高度h为10mm;孔道高度过低,不利于凹槽对扁平长丝的握持作用,孔道高度过高,易致使折叠部件发生形变、导致折叠不均匀,矩形孔型段末端与圆弧形孔型段圆弧中心间距h为0.2mm。
26.本实用新型还公开了一种折叠层状聚四氟乙烯牙线制备方法,是采用按常规糊料加工技术所制得的经除油处理的聚四氟乙烯脱脂膜,再将脱脂膜在高温下牵伸,喂入膜切装置制得初生聚四氟乙烯扁平长丝,再经热牵伸加工、经导向橡胶压辊穿入折叠部件再卷绕制成折叠层状聚四氟乙烯牙线,具体步骤如下:
27.(a)分切
28.先将聚四氟乙烯分散粉末,按常规糊料加工工艺制备出的聚四氟乙烯脱脂膜为初生膜,再将其喂入热牵伸装置进行烧结牵伸制得烧结膜,温度为270℃,牵伸倍数为 15倍,输出速度为16m/min;将牵伸膜喂入切膜装置制成的初生聚四氟乙烯扁平长丝 1;经检测,初生聚四氟乙烯扁平长丝1宽度为3.2mm,分支纤维含量6个/m;
29.(b)热牵伸
30.将步骤(a)所制得的初生聚四氟乙烯扁平长丝喂入热牵伸装置2中进行热牵伸制成聚四氟乙烯扁平长丝,其宽度为2.4mm,牵伸温度380℃,牵伸倍数2.5倍;
31.(c)折叠
32.将经上述步骤(b)所得的聚四氟乙烯扁平长丝经导向橡胶压辊3穿入折叠部件4 并输出至卷绕辊5进行卷绕,利用折叠部件4和6中特定的孔形实现对聚四氟乙烯扁平长丝折叠,其中,折叠部件4开口向上,折叠部件6开口向下,折叠方向为长丝边缘部分向长丝径向轴线翻折,制成折叠层状聚四氟乙烯牙线;经检测,聚四氟乙烯牙线宽度为1.2mm,宽度变异系数为7%,断裂强力22n,无分支纤维。
33.以上详细描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1