一种立体档案袋生产设备的制作方法
1.本实用新型涉及文具用品技术领域,尤其涉及一种立体档案袋生产设备。
背景技术:
2.pp塑料和纸张立体档案袋是人们日常生活和办公过程中经常使用的工具,方便用户携带文件。如图9所示,目前的pp塑料立体档案袋包括膜片01,膜片01包括顶片011、底片012、左侧片013、右侧片014、左翻折片015、右翻折片016、顶封片017、底封片018、袋盖片019和左连接片020,左侧片013的右侧边、右侧片014的左侧边、袋盖片019的后侧边、顶封片017的前侧边分别通过折痕线与顶片011的左侧边、右侧边、前侧边、后侧边连接,右侧片014的右侧边、底封片018的前侧边分别通过折痕线与底片012的左侧边、后侧边连接,左翻折片015的前侧边通过折痕线与左侧片013的后侧边连接,右翻折片016的前侧边通过折痕线与右侧片014的后侧边连接,左连接片020的右侧边通过折痕线与左侧片013的左侧边连接;袋盖片019上设有第一鸡眼钉021、第一飞盘022和跑马线023,第一飞盘022通过第一鸡眼钉021铆接在袋盖片019上,跑马线023的固定端扣紧在第一鸡眼钉021上;底片012上设有第二鸡眼钉024和第二飞盘025,第二飞盘025通过第二鸡眼钉024铆接在底片012上,将底片012翻折盖合在顶片011上,通过热封将左连接片020的左侧边热封在底片012的右侧边上,再将左翻折片015与右翻折片016向内弯折在顶片011与底片012之间,再通过热封将顶封片017热封在底封片018的外侧面上,最后将跑马线023的活动端缠绕在第二鸡眼钉024上以将袋盖片019锁紧在底片012上。上述左右前后是以立体档案袋的展开图的方位来确定的。
3.现在pp塑料立体档案袋的生产工序一般包括(1)塑料片模切,(2)人工烫印logo,(3)飞盘及鸡眼钉铆合、(4)飞盘及鸡眼钉、跑马线的铆合,(5)人工热压成型(6)贴不干胶条码等工序,各个工序均要求精确对位。其中的飞盘与鸡眼钉、跑马线的人工铆合这种作业方式很容易发生意外工伤事故,若操作者动作稍有疏忽就可能造成手指被铆合机致伤、甚至是致残的危险。另外,在热压成型工序中,需要将膜片01放到热压合装置上进行热压成型,然后人工取出成型好的档案袋,不仅工序复杂,而且效率低下,这种热压成型工序无法连贯的生产立体档案袋,自动化程度不高。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种立体档案袋生产设备,这种立体档案袋生产设备不仅能够使飞盘与鸡眼钉自动铆合在膜片上,而且能够使膜片自动翻折并保持稳定状态,连贯生产立体档案袋,自动化程度高。
5.为了解决上述技术问题,本实用新型采用的技术方案如下:
6.一种立体档案袋生产设备,包括机架、上料机构、放卷机构、成型k线机构、切断机构、成品拉出机构和成品输送机构,上料机构、放卷机构、成型k线机构、切断机构、成品拉出机构和成品输送机构自前至后依次安装在机架上,其特征在于:还包括两个飞盘鸡眼钉铆合装置、翻转输送机构和成型机构,两个飞盘鸡眼钉铆合装置、翻转输送机构与成型机构均
安装在所述机架上,两个飞盘鸡眼钉铆合装置设置在所述成型k线机构与切断机构之间,翻转输送机构与成型机构依次设置在切断机构与成品拉出机构之间;成型机构包括模压机构、侧封机构和底封机构,模压机构、侧封机构与底封机构均设置在机架上;模压机构包括模压升降机构、模压板、弹性调节机构、长边推动机构、短边推动机构、浮动托板、长边推板和短边推板,模压升降机构安装在机架上,模压板安装在模压升降机构的动力输出端上,弹性调节机构、长边推动机构与短边推动机构均安装在机架上,浮动托板安装在弹性调节机构的动力输出端上,浮动托板处于模压板的下方并且与模压板接触配合;长边推板安装在长边推动机构的动力输出端上,短边推板安装在短边推动机构的动力输出端上,并且长边推板处于浮动托板的后侧,侧封机构设置在浮动托板的前侧,短边推板、底封机构均设置在浮动托板的左侧,短边推板、长边推板与浮动托板处于同一平面上。
7.上述前、后是指沿档案袋的输送方向,先到达为前,后到达为后。
8.工作时,先通过上料机构将膜卷进行上料,然后利用放卷机构对膜卷进行放卷并输送到预定高度位置,接着,利用成型k线机构将膜卷模切出一个个相互连接在一起的膜片,使膜片上具有形成顶片、底片、左侧片、右侧片、左翻折片、右翻折片、顶封片、底封片、袋盖片、左连接片之间的折痕线;紧接着,利用处于前工位的飞盘鸡眼钉铆合装置将一鸡眼钉一飞盘铆合在底片对应的位置上,再利用处于后工位的飞盘鸡眼钉铆合装置将另一鸡眼钉、另一飞盘、跑马线铆合在袋盖片对应的位置上;再接着,利用切断机构将各个相互连接在一起的膜片切断;随后,利用翻转输送机构将切断后的膜片进行翻转输送到成型机构处,利用成型机构将膜片的顶片放置到浮动托板上,袋盖片处于模压升降机构那一侧,底片处于长边推板上,顶封片处于短边推板那一侧;再接着,利用模压升降机构驱动模压板向下移动,使模压板向下按压与浮动托板接触配合,浮动托板在弹性调节机构的弹性作用下向下移动,使得浮动托板凹陷在短边推板与长边推板之间,此时利用长边推动机构驱动长边推板往浮动托板处推动,短边推动机构驱动短边推板往浮动托板处推动,在长边推板与短边推板的推动下使与顶片连接的左侧片、顶封片、右侧片往上翘并竖立起来,并利用长边推板的推动将底片翻转盖合在顶片上;再接着,利用侧封机构将左连接片热封在底片上,利用底封机构将顶封片热封在底封片上,制得立体档案袋成品;最后,通过成品拉出机构将立体档案袋成品拉出,再通过成品输送机构将立体档案袋成品输送至待包装处进行包装。
9.作为本实用新型的优选方案,所述翻转输送机构包括水平输送带、转盘和能够驱动转盘转动的转动驱动装置,转盘能够将膜片从正面状态翻转为反面状态;水平输送带与转动驱动装置均安装在所述机架上,转盘的转轴与转动驱动装置的动力输出端传动连接,转盘的盘面与水平输送带的带面垂直,转盘的进袋端与所述切断机构连接;沿水平输送带的输送方向,水平输送带的前端与转盘的出袋端连接,水平输送带的后端与所述成型机构连接。工作时,通过转动驱动装置驱动转盘转动,转盘将膜片从正面状态翻转为反面状态,随后由水平输送带承接处于反面状态的膜片,将处于反面状态的膜片输送到成型机构处。通常,上述转动驱动装置为电机,电机的输出轴与转盘的转轴传动连接。
10.作为本实用新型进一步的优选方案,所述转盘包括所述转轴和至少三页叶片,转轴与所述转动驱动装置的动力输出端传动连接,各页叶片的固定端等间隔安装在转轴上。根据实际情况,可将转盘上的叶片数量设计成四页或六页。
11.一种具体方案中,上述翻转输送机构与成型机构之间设有吸附机构,吸附机构包
括吸盘驱动机构和吸盘组,吸盘驱动机构安装在机架上并设置在成型机构的前端,吸盘组安装在吸盘驱动机构上,利用吸盘驱动机构驱动吸盘组吸附起膜片后,可以通过旋转或平移的方式将膜片放置到浮动托板上。通常,上述吸盘驱动机构为气缸。
12.作为本实用新型的优选方案,所述长边推动机构包括长边推动气缸、长边推动滑块和长边推动导轨,长边推动导轨水平设置在所述机架上,长边推动滑块处于长边推动导轨上且能够沿长边推动导轨的长度方向运动,长边推板安装在长边推动滑块上;长边推动气缸安装在机架上,长边推动气缸的活塞杆末端与长边推动滑块传动连接。利用长边推动气缸驱动长边推动滑块沿长边推动导轨的长度方向运动,带动长边推板往浮动托板处推动。
13.作为本实用新型的优选方案,所述短边推动机构包括短边推动气缸、短边推动滑块和短边推动管正,短边推动管正水平设置在所述机架上,短边推动滑块处于短边推动管正上且能够沿短边推动管正的长度方向运动,短边推板安装在短边推动滑块上;短边推动气缸安装在机架上,短边推动气缸的活塞杆末端与短边推动滑块传动连接。利用短边推动气缸驱动短边推动滑块沿短边推动管正的长度方向运动,带动短边推板往浮动托板处推动。
14.作为本实用新型的优选方案,所述模压升降机构包括模压升降气缸、模压吊板、模压滑块和模压导轨,模压升降气缸安装在所述机架上,模压升降气缸的活塞杆朝下设置,模压升降气缸的活塞杆末端与模压吊板的顶部连接,所述模压板的一侧边与模压吊板的底部连接;模压导轨竖直安装在模压吊板的侧面上,模压滑块安装在机架上,且模压滑块处于模压导轨上且模压导轨能够在模压滑块中上下运动。利用模压升降气缸驱动模压吊板及其上的模压板沿着模压导轨的长度方向进行上下运动。
15.作为本实用新型的优选方案,所述弹性调节机构包括弹簧、调节螺丝和四根相互平行的第一导向杆,所述机架上设有四个第一导向套,第一导向杆穿过相应的第一导向套,所述浮动托板的底部安装在第一导向杆的上端;弹簧套装在第一导向杆上,弹簧的上端与浮动托板的底部接触,弹簧的下端与第一导向杆下端的连接块连接。
16.作为本实用新型的优选方案,所述侧封机构包括侧封升降机构和侧封刀,侧封升降机构安装在所述机架上,侧封刀安装在侧封升降机构的动力输出端上,侧封刀的内部设有第一加热丝,并且侧封刀的刀面上设有第一热合条纹。利用第一加热丝接通电源使侧封刀发热产生高温,侧封升降机构带动侧封刀向下运动,使侧封刀的刀面对准左连接片左侧边与底片右侧边的重合处进行按压,使左连接片的左侧边热合在底片的右侧边上。
17.作为本实用新型进一步的优选方案,所述侧封升降机构包括侧封气缸、吊板和两根相互平行的第二导向杆,所述机架上设有两个第二导向套,第二导向杆穿过相应的第二导向套,吊板安装在第二导向杆的下端,所述侧封刀安装在吊板上;侧封气缸安装在机架上,侧封气缸的活塞杆朝下设置,侧封气缸的活塞杆末端与吊板的顶面连接。利用侧封气缸驱动吊板及其上的侧封刀进行升降运动。
18.作为本实用新型的优选方案,所述底封机构包括向下折边机构、底封平移机构、底封刀和两个侧向折边机构,两个侧向折边机构分别设置在所述浮动托板左侧的前端、后端,向下折边机构设置在所述浮动托板左侧的上方,底封平移机构设置在两个侧向折边机构与向下折边机构之间的左侧,底封刀安装在底封平移机构的动力输出端上,底封刀的内部设
有第二加热丝,并且底封刀的刀面上设有第二热合条纹。当左连接片的左侧边热合在底片的右侧边上之后,先利用两个侧向折边机构分别将左翻折片与右翻折片向内弯折在顶片与底片之间,再利用向下折边机构将底封片向下翻折,使底封片处于左翻折片与右翻折片的外侧,最后利用底封平移机构驱动底封刀向浮动托板左侧移动,利用第二加热丝接通电源使底封刀发热产生高温,使得底封刀的刀面对准顶封片,将顶封片按压在底封片的外侧面上,使顶封片热合在底封片的外侧面上。
19.作为本实用新型进一步的优选方案,所述侧向折边机构包括侧向折边气缸和侧推板,侧向折边气缸安装在所述机架上,侧向折边气缸的活塞杆朝内设置,侧向折边气缸的活塞杆末端与侧推板的连接。利用侧向折边气缸驱动侧推板向内进行水平移动,将往外散开的左翻折片与右翻折片向内弯折在顶片与底片之间。
20.作为本实用新型进一步的优选方案,所述向下折边机构包括向下折边气缸和下推板,向下折边气缸安装在所述机架上,向下折边气缸的活塞杆朝下设置,向下折边气缸的活塞杆末端与下推板的连接。利用向下折边气缸驱动下推板向下进行水平移动,将往上翘起的底封片向下翻折,使底封片处于左翻折片与右翻折片的外侧。
21.作为本实用新型进一步的优选方案,所述底封平移机构包括底封气缸、刀座、底封滑块、底封导轨和底封推板,底封气缸安装在所述机架上,底封气缸的活塞杆朝向所述浮动托板的左侧,底封气缸的活塞杆末端与刀座的左端连接,底封滑块安装在刀座的底部上,底封导轨水平安装在所述机架上,底封滑块处于底封导轨上且能够沿底封导轨的长度方向运动;底封推板水平安装在刀座的顶部,所述底封刀安装在刀座的右端,底封刀处于底封推板的下方,并且底封刀的刀面与底封推板的左侧边平齐。在底封刀的上方设置同时移动的底封推板,能够利用底封推板将顶封片按压在底封片上,底封刀再将顶封片热合在底封片的外侧面上。
22.作为本实用新型的优选方案,所述飞盘鸡眼钉铆合装置包括飞盘输送机构、鸡眼钉输送机构和鸡眼钉捶打机构,飞盘输送机构、鸡眼钉输送机构和鸡眼钉捶打机构均安装在机架上;鸡眼钉捶打机构包括驱动装置、导向套、导向杆、上模、上顶针、下模和下顶针,驱动装置与导向套均安装在机架上,导向杆竖直设置在导向套中,导向杆上端与驱动装置的动力输出端传动连接,上模安装在导向杆下端,下模安装在机架上并处于上模的正下方;上模设有开口朝下的纵向定位孔,上顶针可伸缩安装在纵向定位孔中,下顶针固定安装在下模上,下顶针与上顶针相配合且一一对应;飞盘输送机构设置在下顶针的一侧并且飞盘输送机构的出料口与下顶针相对应;鸡眼钉输送机构设置在下顶针的一侧并且鸡眼钉输送机构的出料口与下顶针相对应。工作时,先将膜片输送到下顶针处,使膜片底片的通孔套在下顶针上;然后通过飞盘输送机构将飞盘输送到下顶针处使飞盘上的通孔套在下顶针上,此时飞盘处于膜片底片的上方;再通过鸡眼钉输送机构将鸡眼钉输送到下顶针处使鸡眼钉中心的通孔套在下顶针上,此时鸡眼钉的钉头朝上、钉柱朝下,鸡眼钉的钉柱依次穿过飞盘上的通孔、膜片底片的通孔;接着,通过驱动装置驱动上模向下运动,使上模与下模相互夹合以使上顶针往下捶打下顶针上的鸡眼钉钉头,此时,由于下顶针的抵挡使上顶针缩回到纵向定位孔中,使上模的下表面对鸡眼钉钉头进行捶打挤压,以致鸡眼钉的钉柱下端铆合在膜片上,使得鸡眼钉的钉头与钉柱共同将飞盘和膜片底片夹紧。
23.通常,上述驱动装置为伺服气缸,伺服气缸的活塞杆朝下设置,所述导向杆上端与
伺服气缸的活塞杆末端传动连接。上述伺服气缸是由自由润滑低摩擦双作用气缸和气动伺服阀整理安装而构成的组合装置,是引导活塞在其中进行直线往复运动的圆筒形金属机件。
24.作为本实用新型进一步的优选方案,所述纵向定位孔中设有伸缩弹簧,伸缩弹簧的上端与纵向定位孔上端固定连接,所述上顶针上端与伸缩弹簧的下端连接。通过在纵向定位孔中设置伸缩弹簧,使上顶针可伸缩安装在纵向定位孔中。
25.作为本实用新型进一步的优选方案,处于后工位的飞盘鸡眼钉铆合装置还包括跑马线放绕机构,跑马线放绕机构包括放线机构、线头夹、夹线气缸和绕线气缸,放线机构处于所述下顶针的一侧,绕线气缸处于下顶针的另一侧;夹线气缸的活塞杆朝向所述下顶针,绕线气缸的活塞杆朝向与夹线气缸的活塞杆朝向垂直,并且绕线气缸的活塞杆末端与夹线气缸的缸体连接;线头夹的固定端与夹线气缸的活塞杆末端连接,线头夹的夹合端与放线机构的末端相对应并处于下顶针的上方。由于袋盖片上铆合的鸡眼钉与飞盘之间缠绕有跑马线,利用跑马线将袋盖缠紧在膜片底片上的飞盘上,故而在本方案中还需设置跑马线放绕机构。通常,一个档案袋上的跑马线的长度范围为25cm
‑
30cm。上述放线机构引导跑马线进行放线,夹线气缸的活塞杆伸出驱动线头夹夹住跑马线的线头,然后夹线气缸的活塞杆收缩使线头夹带动跑马线的线头往前拉一下,由于绕线气缸的活塞杆朝向与夹线气缸的活塞杆朝向垂直,绕线气缸的活塞杆收缩带动夹线气缸的缸体往下顶针的另一侧移动,使跑马线绕鸡眼钉的钉柱半圈,再利用鸡眼钉捶打机构往下捶打鸡眼钉的钉头,使鸡眼钉的钉柱下端铆合在档案袋上,使得鸡眼钉的钉头与钉柱共同将飞盘、跑马线和档案袋夹紧。通常,上述放线机构包括依次设置在跑马线的输送路径上的多个导线环,导线环的圆周面上开设有环形导线槽。
26.作为本实用新型进一步的优选方案,所述飞盘输送机构包括振动输送机构、飞盘叠成机构和飞盘平移机构,振动输送机构安装在所述机架上,飞盘叠成机构设置在振动输送机构一侧,并且飞盘叠成机构的进料口与振动输送机构的出料口连通;飞盘平移机构安装在飞盘叠成机构的底部,并且飞盘平移机构的动力输出端朝向飞盘叠成机构的出料口。
27.作为本实用新型更进一步的优选方案,所述振动输送机构包括振动盘和螺旋导轨,螺旋导轨设置在振动盘内部并自上至下延伸,螺旋导轨的末端与飞盘叠成机构连接。将飞盘置放在振动盘中,使飞盘沿螺旋导轨自上至下进行振动输送,将螺旋导轨上排列不整齐的飞盘往飞盘叠成机构的进料口进行有序输送。
28.作为本实用新型再更进一步的优选方案,所述飞盘叠成机构包括集盘套,集盘套内设有上下贯通的集盘通道,集盘通道的上端进料口与所述螺旋导轨的末端出料口相对应,集盘通道的下端出料口与所述飞盘平移机构相对应。
29.作为本实用新型再更进一步的优选方案,所述飞盘平移机构包括环形输送带、平移气缸、气动夹和能够驱动环形输送带转动的输送驱动装置,环形输送带设置在所述集盘通道的下方,环形输送带的末端与所述下顶针相对应;平移气缸安装在所述机架上,平移气缸的活塞杆朝向下顶针,气动夹的固定端与平移气缸的活塞杆末端连接,气动夹的夹合端与环形输送带的末端相对应并处于下顶针的上方。通常,上述输送驱动装置包括主动辊、从动辊和输送电机,主动辊与从动辊共同将环形输送带张紧,主动辊处于环形输送带的后端并与输送电机的输出轴传动连接,从动辊处于环形输送带的前端。利用输送电机来驱动主
动辊转动,实现环形输送带的输送。
30.作为本实用新型进一步的优选方案,所述鸡眼钉输送机构包括碗斗、弧形输送管和鸡眼钉挡落机构,弧形输送管内腔设有弧形流道,弧形输送管的外侧设有滑槽,滑槽与弧形流道连通;碗斗安装在所述机架上,碗斗的上端设有鸡眼钉入口,弧形流道的上端入口与碗斗的下端出口连通,弧形流道的下端出口与所述下顶针对应配合;鸡眼钉挡落机构安装在弧形输送管上并能阻挡鸡眼钉从弧形流道滑落。鸡眼钉的钉头处于弧形流道中,鸡眼钉的钉柱处于滑槽中,鸡眼钉能够沿这弧形输送管的弧度方向自上至下向下顶针处进行滑落。
31.作为本实用新型更进一步的优选方案,所述鸡眼钉挡落机构包括阻挡气缸和顶片,阻挡气缸的缸体安装在所述弧形输送管上,阻挡气缸的活塞杆朝向弧形流道中,顶片安装在阻挡气缸的活塞杆末端上并处于弧形流道中。通过阻挡气缸活塞杆的伸缩来控制顶片顶住弧形流道中的鸡眼钉,阻挡下一个鸡眼钉从弧形流道中滑落到下顶针处,干扰下顶针上的鸡眼钉的铆合操作。
32.作为本发明的优选方案,所述成型k线机构与处于前工位的飞盘鸡眼钉铆合装置之间还依次设有贴标机构、烫烙机构和切异形角机构。上述贴标机构是将所需不干胶贴在档案袋单元的指定位置。上述烫烙机构是将所需商标logo烫印在档案袋单元的指定位置。上述切异形角机构是在档案袋单元边沿上切出需要的角形,便于档案袋单元进行翻折。
33.本实用新型与现有技术相比,具有如下优点:
34.这种立体档案袋生产设备不仅能够使飞盘与鸡眼钉自动铆合在膜片上,而且能够使膜片自动翻折并保持稳定状态,连贯生产立体档案袋,自动化程度高。
附图说明
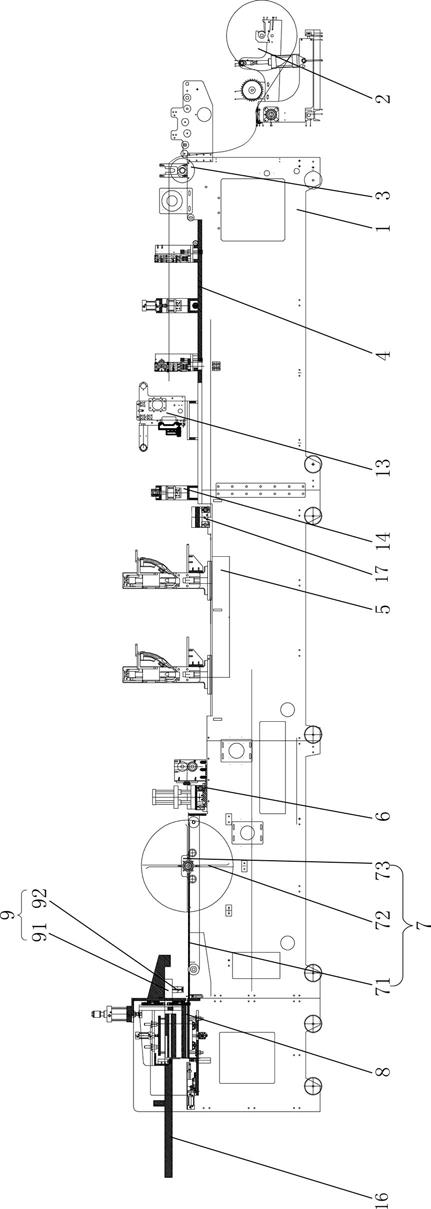
35.图1是本发明具体实施例的结构示意图;
36.图2是图1中成型机构的结构示意图;
37.图3是图2中长边推动机构与短边推动机构的结构示意图;
38.图4是图1中翻转输送机构的结构示意图;
39.图5是图1中飞盘鸡眼钉铆合装置的结构示意图;
40.图6是图5中上模、上顶针与下模、下顶针配合的状态示意图;
41.图7是图5中a
‑
a的剖面图;
42.图8是图5中跑马线放绕机构的结构示意图;
43.图9是本实用新型背景技术中立体档案袋的结构示意图。
具体实施方式
44.下面结合附图和本实用新型的优选实施方式做进一步的说明。
45.如图1
‑
8所示,这种立体档案袋生产设备,包括机架1、上料机构2、放卷机构3、成型k线机构4、飞盘鸡眼钉铆合装置5、贴标机构13、烫烙机构14、切异形角机构17、切断机构6、翻转输送机构7和成型机构8、成品拉出机构16和成品输送机构,上料机构2、放卷机构3、成型k线机构4、飞盘鸡眼钉铆合装置5、贴标机构13、烫烙机构14、切异形角机构17、切断机构6、翻转输送机构7、成型机构8、成品拉出机构16和成品输送机构自前至后依次安装在机架1
上;成型机构8包括模压机构81、侧封机构82和底封机构83,模压机构81、侧封机构82与底封机构83均设置在机架1上;模压机构81包括模压升降机构811、模压板812、弹性调节机构813、长边推动机构814、短边推动机构815、浮动托板816、长边推板817和短边推板818,模压升降机构811安装在机架1上,模压板812安装在模压升降机构811的动力输出端上,弹性调节机构813、长边推动机构814与短边推动机构815均安装在机架1上,浮动托板816安装在弹性调节机构813的动力输出端上,浮动托板816处于模压板812的下方并且与模压板812接触配合;长边推板817安装在长边推动机构814的动力输出端上,短边推板818安装在短边推动机构815的动力输出端上,并且长边推板817处于浮动托板816的后侧,侧封机构82设置在浮动托板816的前侧,短边推板818、底封机构83均设置在浮动托板816的左侧,短边推板818、长边推板817与浮动托板816处于同一平面上;膜片15的顶片放置到浮动托板816上,袋盖片处于模压升降机构811那一侧,底片处于长边推板817上,顶封片处于短边推板818那一侧通过模压升降机构811驱动模压板812向下移动,使模压板812向下按压与浮动托板816接触配合,浮动托板816在弹性调节机构813的弹性作用下向下移动,使得浮动托板816凹陷在短边推板818与长边推板817之间,此时通过长边推动机构814驱动长边推板817往浮动托板816处推动,短边推动机构815驱动短边推板818往浮动托板816处推动,在长边推板817与短边推板818的推动下使与顶片连接的左侧片、顶封片、右侧片往上翘并竖立起来,并通过长边推板817的推动将底片翻转盖合在顶片上;再通过侧封机构82将左连接片热封在底片上,并通过底封机构83将顶封片热封在底封片上。
46.上述前、后是指沿档案袋的输送方向,先到达为前,后到达为后。
47.翻转输送机构7包括水平输送带71、转盘72和能够驱动转盘72转动的转动驱动装置73,转盘72能够将膜片15从正面状态翻转为反面状态;水平输送带71与转动驱动装置73均安装在机架1上,转盘72的转轴与转动驱动装置73的动力输出端传动连接,转盘72的盘面与水平输送带71的带面垂直,转盘72的进袋端与切断机构6连接;沿水平输送带71的输送方向,水平输送带71的前端与转盘72的出袋端连接,水平输送带71的后端与成型机构8连接。工作时,通过转动驱动装置73驱动转盘72转动,转盘72将膜片15从正面状态翻转为反面状态,随后由水平输送带71承接处于反面状态的膜片15,将处于反面状态的膜片15输送到成型机构8处。转盘72包括转轴721和四页叶片722,转轴721与转动驱动装置73的动力输出端传动连接,各页叶片722的固定端等间隔安装在转轴721上。通常,上述转动驱动装置73为电机,电机的输出轴与转盘72的转轴721传动连接。
48.翻转输送机构7与成型机构8之间设有吸附机构9,吸附机构9包括吸盘驱动机构91和吸盘组92,吸盘驱动机构91安装在机架1上并设置在成型机构8的前端,吸盘组92安装在吸盘驱动机构91上,利用吸盘驱动机构91驱动吸盘组92吸附起膜片15后,可以通过旋转或平移的方式将膜片15放置到浮动托板816上。通常,上述吸盘驱动机构91为气缸。
49.长边推动机构814包括长边推动气缸8141、长边推动滑块8142和长边推动导轨8143,长边推动导轨8143水平设置在机架1上,长边推动滑块8142处于长边推动导轨8143上且能够沿长边推动导轨8143的长度方向运动,长边推板817安装在长边推动滑块8142上;长边推动气缸8141安装在机架1上,长边推动气缸8141的活塞杆末端与长边推动滑块8142传动连接。利用长边推动气缸8141驱动长边推动滑块8142沿长边推动导轨8143的长度方向运动,带动长边推板817往浮动托板816处推动。
50.短边推动机构815包括短边推动气缸8151、短边推动滑块8152和短边推动管正8153,短边推动管正8153水平设置在机架1上,短边推动滑块8152处于短边推动管正8153上且能够沿短边推动管正8153的长度方向运动,短边推板818安装在短边推动滑块8152上;短边推动气缸8151安装在机架1上,短边推动气缸8151的活塞杆末端与短边推动滑块8152传动连接。利用短边推动气缸8151驱动短边推动滑块8152沿短边推动管正8153的长度方向运动,带动短边推板818往浮动托板816处推动。
51.模压升降机构811包括模压升降气缸8111、模压吊板8112、模压滑块8113和模压导轨8114,模压升降气缸8111安装在机架1上,模压升降气缸8111的活塞杆朝下设置,模压升降气缸8111的活塞杆末端与模压吊板8112的顶部连接,模压板812的一侧边与模压吊板8112的底部连接;模压导轨8114竖直安装在模压吊板8112的侧面上,模压滑块8113安装在机架1上,且模压滑块8113处于模压导轨8114上且模压导轨8114能够在模压滑块8113中上下运动。利用模压升降气缸8111驱动模压吊板8112及其上的模压板812沿着模压导轨8114的长度方向进行上下运动。
52.弹性调节机构813包括包括弹簧(图中未标示)、调节螺丝(图中未标示)和四根相互平行的第一导向杆8131,机架1上设有四个第一导向套11,第一导向杆8131穿过相应的第一导向套11,浮动托板816的底部安装在第一导向杆8131的上端;弹簧套装在第一导向杆8131上,弹簧的上端与浮动托板816的底部接触,弹簧的下端与第一导向杆8131下端的连接块连接。
53.侧封机构82包括侧封升降机构821和侧封刀822,侧封升降机构821安装在机架1上,侧封刀822安装在侧封升降机构821的动力输出端上,侧封刀822的内部设有第一加热丝,并且侧封刀822的刀面上设有第一热合条纹。利用第一加热丝接通电源使侧封刀822发热产生高温,侧封升降机构821带动侧封刀822向下运动,使侧封刀822的刀面对准左连接片左侧边与底片右侧边的重合处进行按压,使左连接片的左侧边热合在底片的右侧边上。
54.侧封升降机构821包括侧封气缸8211、吊板8212和两根相互平行的第二导向杆8213,机架1上设有两个第二导向套12,第二导向杆8213穿过相应的第二导向套,吊板8212安装在第二导向杆8213的下端,侧封刀822安装在吊板8212上;侧封气缸8211安装在机架1上,侧封气缸8211的活塞杆朝下设置,侧封气缸8211的活塞杆末端与吊板8212的顶面连接。利用侧封气缸8211驱动吊板8212及其上的侧封刀822进行升降运动。
55.底封机构83包括向下折边机构831、底封平移机构832、底封刀833和两个侧向折边机构834,两个侧向折边机构834分别设置在浮动托板816左侧的前端、后端,向下折边机构831设置在浮动托板816左侧的上方,底封平移机构832设置在两个侧向折边机构834与向下折边机构831之间的左侧,底封刀833安装在底封平移机构832的动力输出端上,底封刀833的内部设有第二加热丝,并且底封刀833的刀面上设有第二热合条纹。当左连接片的左侧边热合在底片的右侧边上之后,先利用两个侧向折边机构834分别将左翻折片与右翻折片向内弯折在顶片与底片之间,再利用向下折边机构831将底封片向下翻折,使底封片处于左翻折片与右翻折片的外侧,最后利用底封平移机构832驱动底封刀833向浮动托板816左侧移动,利用第二加热丝接通电源使底封刀833发热产生高温,使得底封刀833的刀面对准顶封片,将顶封片按压在底封片的外侧面上,使顶封片热合在底封片的外侧面上。
56.侧向折边机构834包括侧向折边气缸8341和侧推板8342,侧向折边气缸8341安装
在机架1上,侧向折边气缸8341的活塞杆朝内设置,侧向折边气缸8341的活塞杆末端与侧推板8342的连接。利用侧向折边气缸8341驱动侧推板8342向内进行水平移动,将往外散开的左翻折片与右翻折片向内弯折在顶片与底片之间。
57.向下折边机构831包括向下折边气缸8311和下推板8312,向下折边气缸8311安装在机架1上,向下折边气缸8311的活塞杆朝下设置,向下折边气缸8311的活塞杆末端与下推板8312的连接。利用向下折边气缸8311驱动下推板8312向下进行水平移动,将往上翘起的底封片向下翻折,使底封片处于左翻折片与右翻折片的外侧。
58.底封平移机构832包括底封气缸8321、刀座8322、底封滑块8323、底封导轨8324和底封推板8325,底封气缸8321安装在机架1上,底封气缸8321的活塞杆朝向浮动托板816的左侧,底封气缸8321的活塞杆末端与刀座8322的左端连接,底封滑块8323安装在刀座8322的底部上,底封导轨8324水平安装在机架1上,底封滑块8323处于底封导轨8324上且能够沿底封导轨8324的长度方向运动;底封推板8325水平安装在刀座8322的顶部,底封刀833安装在刀座8322的右端,底封刀833处于底封推板8325的下方,并且底封刀833的刀面与底封推板8325的左侧边平齐。在底封刀833的上方设置同时移动的底封推板8325,能够利用底封推板8325将顶封片按压在底封片上,底封刀833再将顶封片热合在底封片的外侧面上。
59.飞盘鸡眼钉铆合装置5包括飞盘输送机构51、鸡眼钉输送机构52和鸡眼钉捶打机构53,飞盘输送机构51、鸡眼钉输送机构52和鸡眼钉捶打机构53均安装在机架1上;鸡眼钉捶打机构53包括驱动装置531、导向套532、导向杆533、上模534、上顶针535、下模536和下顶针537,驱动装置531与导向套532均安装在机架1上,导向杆533竖直设置在导向套532中,导向杆533上端与驱动装置531的动力输出端传动连接,上模534安装在导向杆533下端,下模536安装在机架1上并处于上模534的正下方;上模534设有开口朝下的纵向定位孔5341,上顶针535可伸缩安装在纵向定位孔5341中,下顶针537固定安装在下模536上,下顶针537与上顶针535相配合且一一对应;飞盘输送机构51设置在下顶针537的一侧并且飞盘输送机构51的出料口与下顶针537相对应;鸡眼钉输送机构52设置在下顶针537的一侧并且鸡眼钉输送机构52的出料口与下顶针537相对应。工作时,先将膜片15输送到下顶针537处,使膜片15底片的通孔套在下顶针537上;然后通过飞盘输送机构51将飞盘16输送到下顶针537处使飞盘16上的通孔套在下顶针537上,此时飞盘16处于膜片15底片的上方;再通过鸡眼钉输送机构52将鸡眼钉10输送到下顶针537处使鸡眼钉10中心的通孔套在下顶针537上,此时鸡眼钉10的钉头101朝上、钉柱102朝下,鸡眼钉10的钉柱102依次穿过飞盘16上的通孔、膜片15底片的通孔;接着,通过驱动装置531驱动上模534向下运动,使上模534与下模536相互夹合以使上顶针535往下捶打下顶针537上的鸡眼钉10钉头101,此时,由于下顶针537的抵挡使上顶针535缩回到纵向定位孔5341中,使上模534的下表面对鸡眼钉10钉头101进行捶打挤压,以致鸡眼钉10的钉柱102下端铆合在膜片15上,使得鸡眼钉10的钉头101与钉柱102共同将飞盘16和膜片15底片夹紧。
60.通常,上述驱动装置531为伺服气缸,伺服气缸的活塞杆朝下设置,导向杆533上端与伺服气缸的活塞杆末端传动连接。上述伺服气缸是由自由润滑低摩擦双作用气缸和气动伺服阀整理安装而构成的组合装置,是引导活塞在其中进行直线往复运动的圆筒形金属机件。
61.纵向定位孔5341中设有伸缩弹簧5342,伸缩弹簧5342的上端与纵向定位孔5341上
端固定连接,上顶针535上端与伸缩弹簧5342的下端连接。通过在纵向定位孔5341中设置伸缩弹簧5342,使上顶针535可伸缩安装在纵向定位孔5341中。
62.处于后工位的飞盘鸡眼钉铆合装置5还包括跑马线放绕机构54,跑马线放绕机构54包括放线机构541、线头夹542、夹线气缸543和绕线气缸544,放线机构541处于下顶针537的一侧,绕线气缸544处于下顶针537的另一侧;夹线气缸543的活塞杆朝向下顶针537,绕线气缸544的活塞杆朝向与夹线气缸543的活塞杆朝向垂直,并且绕线气缸544的活塞杆末端与夹线气缸543的缸体连接;线头夹542的固定端与夹线气缸543的活塞杆末端连接,线头夹542的夹合端与放线机构541的末端相对应并处于下顶针537的上方。由于袋盖片上铆合的鸡眼钉10与飞盘16之间缠绕有跑马线17,利用跑马线17将袋盖缠紧在膜片15底片上的飞盘16上,故而在本方案中还需设置跑马线放绕机构54。上述放线机构541引导跑马线17进行放线,夹线气缸543的活塞杆伸出驱动线头夹542夹住跑马线17的线头,然后夹线气缸543的活塞杆收缩使线头夹542带动跑马线17的线头往前拉一下,由于绕线气缸544的活塞杆朝向与夹线气缸543的活塞杆朝向垂直,绕线气缸544的活塞杆收缩带动夹线气缸543的缸体往下顶针537的另一侧移动,使跑马线17绕鸡眼钉10的钉柱102半圈,再利用鸡眼钉捶打机构53往下捶打鸡眼钉10的钉头101,使鸡眼钉10的钉柱102下端铆合在档案袋上,使得鸡眼钉10的钉头101与钉柱102共同将飞盘16、跑马线17和袋盖片夹紧。通常,上述放线机构541包括依次设置在跑马线17的输送路径上的多个导线环5411,导线环5411的圆周面上开设有环形导线槽。
63.飞盘输送机构51包括振动输送机构511、飞盘叠成机构512和飞盘平移机构513,振动输送机构511安装在机架1上,飞盘叠成机构512设置在振动输送机构511一侧,并且飞盘叠成机构512的进料口与振动输送机构511的出料口连通;飞盘平移机构513安装在飞盘叠成机构512的底部,并且飞盘平移机构513的动力输出端朝向飞盘叠成机构512的出料口。
64.振动输送机构511包括振动盘5111和螺旋导轨5112,螺旋导轨5112设置在振动盘5111内部并自上至下延伸,螺旋导轨5112的末端与飞盘叠成机构512连接。将飞盘16置放在振动盘5111中,使飞盘16沿螺旋导轨5112自上至下进行振动输送,将螺旋导轨5112上排列不整齐的飞盘16往飞盘叠成机构512的进料口进行有序输送。
65.飞盘叠成机构512包括集盘套5121,集盘套5121内设有上下贯通的集盘通道5122,集盘通道5122的上端进料口与螺旋导轨5112的末端出料口相对应,集盘通道5122的下端出料口与飞盘平移机构513相对应。
66.飞盘平移机构513包括环形输送带5131、平移气缸5132、气动夹5133和能够驱动环形输送带5131转动的输送驱动装置(图中未标示),环形输送带5131设置在集盘通道5122的下方,环形输送带5131的末端与下顶针537相对应;平移气缸5132安装在机架1上,平移气缸5132的活塞杆朝向下顶针537,气动夹5133的固定端与平移气缸5132的活塞杆末端连接,气动夹5133的夹合端与环形输送带5131的末端相对应并处于下顶针537的上方。通常,上述输送驱动装置包括主动辊、从动辊和输送电机,主动辊与从动辊共同将环形输送带5131张紧,主动辊处于环形输送带5131的后端并与输送电机的输出轴传动连接,从动辊处于环形输送带5131的前端。利用输送电机来驱动主动辊转动,实现环形输送带5131的输送。
67.鸡眼钉输送机构52包括碗斗521、弧形输送管522和鸡眼钉挡落机构523,弧形输送管522内腔设有弧形流道5221,弧形输送管522的外侧设有滑槽5222,滑槽5222与弧形流道
5221连通;碗斗521安装在机架1上,碗斗521的上端设有鸡眼钉入口5211,弧形流道5221的上端入口与碗斗521的下端出口连通,弧形流道5221的下端出口与下顶针537对应配合;鸡眼钉挡落机构523安装在弧形输送管522上并能阻挡鸡眼钉从弧形流道5221滑落。鸡眼钉10的钉头101处于弧形流道5221中,鸡眼钉10的钉柱102处于滑槽5222中,鸡眼钉10能够沿这弧形输送管522的弧度方向自上至下向下顶针537处进行滑落。
68.鸡眼钉挡落机构523包括阻挡气缸5231和顶片5232,阻挡气缸5231的缸体安装在弧形输送管522上,阻挡气缸5231的活塞杆朝向弧形流道5221中,顶片5232安装在阻挡气缸5231的活塞杆末端上并处于弧形流道5221中。通过阻挡气缸5231活塞杆的伸缩来控制顶片5232顶住弧形流道5221中的鸡眼钉10,阻挡下一个鸡眼钉10从弧形流道5221中滑落到下顶针537处,干扰下顶针537上的鸡眼钉10的铆合操作。
69.通常,这种立体档案袋生产设备在成型k线机构4与飞盘鸡眼钉铆合装置5之间还设有贴标机构13与烫金机构14。
70.工作时,先通过上料机构2将膜卷进行上料,然后利用放卷机构3对膜卷进行放卷并输送到预定高度位置,接着,利用成型k线机构4将膜卷模切出一个个相互连接在一起的膜片,使膜片上具有形成顶片、底片、左侧片、右侧片、左翻折片、右翻折片、顶封片、底封片、袋盖片、左连接片之间的折痕线;紧接着,利用处于前工位的飞盘鸡眼钉铆合装置5将一鸡眼钉一飞盘铆合在底片对应的位置上,再利用处于后工位的飞盘鸡眼钉铆合装置5将另一鸡眼钉、另一飞盘、跑马线铆合在袋盖片对应的位置上;再接着,利用切断机构6将各个相互连接在一起的膜片切断;随后,利用翻转输送机构7将切断后的膜片进行翻转输送到成型机构8处,利用成型机构8将膜片的顶片放置到浮动托板816上,袋盖片处于模压升降机构811那一侧,底片处于长边推板817上,顶封片处于短边推板818那一侧;再接着,利用模压升降机构811驱动模压板812向下移动,使模压板812向下按压与浮动托板816接触配合,浮动托板816在弹性调节机构813的弹性作用下向下移动,使得浮动托板816凹陷在短边推板818与长边推板817之间,此时利用长边推动机构814驱动长边推板817往浮动托板816处推动,短边推动机构815驱动短边推板818往浮动托板816处推动,在长边推板817与短边推板818的推动下使与顶片连接的左侧片、顶封片、右侧片往上翘并竖立起来,并利用长边推板817的推动将底片翻转盖合在顶片上;再接着,利用侧封机构82将左连接片热封在底片上,利用底封机构83将顶封片热封在底封片上,制得立体档案袋成品;最后,通过成品拉出机构16将立体档案袋成品拉出,再通过成品输送机构将立体档案袋成品输送至待包装处进行包装。
71.此外,需要说明的是,本说明书中所描述的具体实施例,其各部分名称等可以不同,凡依本实用新型专利构思所述的构造、特征及原理所做的等效或简单变化,均包括于本实用新型专利的保护范围内。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1