无印刷气阀气柱袋的制作方法
1.本实用新型涉及一种外包装产品,具体涉及一种无印刷气阀的气柱袋。
背景技术:
2.为避免易碎、怕摔物品在运输过程中的损伤损坏,目前市场上会采用缓冲减震性能特别好的气柱袋来对物品进行包装,但是,气柱袋在生产过程中大量用到印刷气阀,使气柱袋产品的成本不能进一步降低。
技术实现要素:
3.鉴于背景技术存在的不足,本实用新型的目的旨在于提供一种不需要印刷气阀的设置,降低生产成本的无印刷气阀气柱袋。
4.本实用新型是通过如下技术方案来实施的:
5.无印刷气阀气柱袋,其特征在于:由两层外膜a、b和两层形成气阀的内膜c、d构成,外膜a、b通过顶封线、底封线热封烫合在一起,顶封线以下靠近位置设有阀封线,阀封线、顶封线之间形成充气通道,阀封线将内膜c与外膜a热封烫合,也将内膜d与外膜b热封烫合,但不将内膜c、d热封烫合,内膜c、d之间留出阀进气口;内膜c、d的下部烫接固定在外膜a内侧,阀封线、底封线之间设有多条纵封线,纵封线将外膜a、b、内膜c、d热封烫合在一起,相邻纵封线中间形成气柱腔。
6.采用上述技术方案后,本实用新型在两层外膜内设置两层内膜c、d,再通过不同阀封方式,在气柱袋内形成与印刷气阀类似的阀进气口,然后配合在气柱袋内形成的充气通道和气柱腔,最终形成不需使用印刷气阀的气柱袋产品,来降低生产成本。
7.作为优选,在每条气柱腔的进气口位置,设有点状热封将外膜a、b、内膜c、d进行热封烫合。
8.作为优选,阀封线以上位置设有上阀封线,上阀封线将内膜c顶部与外膜a热封烫合,同时将内膜d顶部与外膜b热封烫合。
附图说明
9.本实用新型有如下附图:
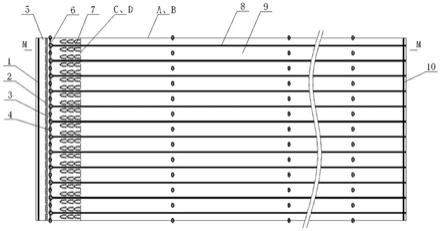
10.图1为本实用新型在未充气状态的正面视图,
11.图2为图1的m向剖视图,
12.图3为图2在充气过程的状态图,
13.图4为图2在充气完成的状态图。
具体实施方式
14.如图所示,本实用新型的无印刷气阀气柱袋,由两层外膜a、b和两层形成气阀的内膜c、d构成,外膜a、b通过顶封线1、底封线10热封烫合在一起,顶封线1以下靠近位置设有阀
封线3,阀封线3、顶封线1之间形成充气通道5,阀封线3将内膜c与外膜a热封烫合,也将内膜d与外膜b热封烫合,但不将内膜c、d热封烫合,使内膜c、d之间留出阀进气口6,阀封线3以上位置设有上阀封线2,上阀封线2将内膜c顶部与外膜a热封烫合,同时将内膜d顶部与外膜b热封烫合;内膜c、d的下部通过短封线7烫接固定在外膜a内侧,阀封线3、底封线10之间设有多条纵封线8,纵封线8将外膜a、b、内膜c、d热封烫合在一起,相邻纵封线8中间形成气柱腔9,在每条气柱腔9的进气口位置,设有点状热封4将外膜a、b、内膜c、d进行热封烫合。
技术特征:
1.无印刷气阀气柱袋,其特征在于:由两层外膜a、b和两层形成气阀的内膜c、d构成,外膜a、b通过顶封线、底封线热封烫合在一起,顶封线以下靠近位置设有阀封线,阀封线、顶封线之间形成充气通道,阀封线将内膜c与外膜a热封烫合,也将内膜d与外膜b热封烫合,但不将内膜c、d热封烫合,内膜c、d之间留出阀进气口;内膜c、d的下部烫接固定在外膜a内侧,阀封线、底封线之间设有多条纵封线,纵封线将外膜a、b、内膜c、d热封烫合在一起,相邻纵封线中间形成气柱腔。2.如权利要求1所述的无印刷气阀气柱袋,其特征在于:在每条气柱腔的进气口位置,设有点状热封将外膜a、b、内膜c、d进行热封烫合。3.如权利要求1所述的无印刷气阀气柱袋,其特征在于:阀封线以上位置设有上阀封线,上阀封线将内膜c顶部与外膜a热封烫合,同时将内膜d顶部与外膜b热封烫合。
技术总结
本实用新型公开了无印刷气阀气柱袋,其特征在于:由两层外膜A、B和两层形成气阀的内膜C、D构成,外膜A、B通过顶封线、底封线热封烫合在一起,顶封线以下靠近位置设有阀封线,阀封线、顶封线之间形成充气通道,阀封线将内膜C与外膜A热封烫合,也将内膜D与外膜B热封烫合,但不将内膜C、D热封烫合,内膜C、D之间留出阀进气口;内膜C、D的下部烫接固定在外膜A内侧,阀封线、底封线之间设有多条纵封线,纵封线将外膜A、B、内膜C、D热封烫合在一起,相邻纵封线中间形成气柱腔。本实用新型不需要印刷气阀的设置,降低生产成本。降低生产成本。降低生产成本。
技术研发人员:林启勇 韩浩
受保护的技术使用者:瑞安市胜利印刷机械有限公司
技术研发日:2021.04.02
技术公布日:2021/12/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1