一种熔体直纺在线添加装置的制作方法
1.本实用新型涉及化纤纺织行业,尤其是与一种熔体直纺在线添加装置有关。
背景技术:
2.熔体纺丝是化学纤维的主要成形方法,熔体直纺在线添加设备主要是为了将用于改性的添加剂在线添加至熔体中,以起到对化学纤维的各种性能进行改良;
3.现有的熔体直纺在线添加设备中,虽能实现添加剂的在线添加,但仍存在一定的缺陷,具体如下:(1)现有熔体送料管路过长,其原因是需要足够长的管路与熔状添加剂结合,而长管路设计导致熔体在其内部留下杂质等,进而使得管路内部出现碳化现象,严重影响熔体质量以及熔体进入混合腔室的流速;(2)添加的母粒需要改变其形态后(即熔熔状态下)添加至混合腔室,而熔状的添加剂难以保证其数量或重量,需要更为复杂的设备进行称重,而后才能与熔体进行混合;(3)料室内采用单螺杆结构,其通过电机直接驱动,此方式虽然也能起到混合效果,但其无法均匀的将熔状的母粒与熔体充分混合,更重要的是熔体容易粘附于螺杆表面,导致最终所混合出的熔体无法保证产品的质量,即混合效果差,且需要高功率电机才能驱动螺杆转动;(4)无法进行内部压力管控,熔体经过料室混合后其压力损耗,导致后续处于低压状态进行挤出,所挤出的丝线品质不佳或无法挤出;(5)熔体因杂质过多,严重影响所挤出丝线的品质;
4.综上,现有的熔体直纺在线添加装置有待进一步改进,以满足生产及品质的需求。
技术实现要素:
5.本实用新型的目的在于解决现有中的问题,提供一种熔体直纺在线添加装置,其结构简单、设计合理且易实现,解决现有熔体直纺装置中混合不均,且无法直接将母粒直接投入混合使用的问题;
6.为达成上述目的,本实用新型采用如下技术方案:
7.一种熔体直纺在线添加装置,该在线添加装置包括:进料组件、混料组件、辅料添加机构及过滤组件;
8.进料组件,其包括一进料管,该进料管与混料组件的连通,以用于将熔体输送至混料组件内;
9.混料组件,其包括料室、电机、减速传动结构及至少两螺杆,所述料室分别导通进料管、辅料添加机构,且该料室的出料口与过滤组件连通;两所述螺杆平行布设于料室内,且分别与减速传动结构的主、从动齿轮装接;所述电机装设于料室外,且该电机用于直接或间接驱动所述减速传动结构动作;
10.辅料添加机构,其用于将添加料加入至料室内;
11.过滤组件,其用于将混有添加料的熔体挤出过滤;
12.其中,两所述螺杆的通过主、从动齿轮啮合朝相反方向转动,且辅料添加机构内的添加料注入两螺杆之间经两螺杆转动混入熔体,并使混合后的熔体经过滤组件过滤后导
出。
13.进一步地,还包括加温组件,其包括若干加热片,各所述加热片贴附于料室的外周壁,以用于对料室内的熔体加热。
14.进一步地,所述减速传动结构还包括至少两减速传动组,其中一减速传动组的传动轴与电机的输出轴相连并形成传动配合,另一减速传动组的传动轴与主动齿轮同轴且同步转动;其中,两所述减速传动组啮合传动,且与主动齿轮同轴的减速传动组的传动比大于与电机输出轴相连的减速传动组的传动比。
15.进一步地,所述电机的输出轴与其中一减速传动组的传动轴通过传动带相连并传动。
16.进一步地,还包括压力调节组件,其包括一调节阀,该调节阀装设于进料管内,并用于调节该进料管的通流面积。
17.进一步地,所述压力调节组件还包括压力检测元件及控制件,所述压力检测元件设置于料室的出料口和/或过滤组件内;所述控制件分别与调节阀、压力检测元件电连接,并控制调节阀部分封堵进料管,以调节所述进料管的通流面积。
18.进一步地,还包括一计量泵,其装设于进料管处且用于计量进料管内流经的熔体量。
19.进一步地,所述辅料添加机构包括壳体和轴体;
20.壳体,其内形成容纳所述轴体的容纳腔,且开设分别导通容纳腔的进料口及落料口;
21.轴体,其外周壁上间隔排布若干个计量槽,各计量槽分别于进料口及落料口导通,且该轴体与壳体内周壁间隙配合;
22.其中,所述轴体相对于壳体转动,添加料从壳体的进料口进入轴体上开设的计量槽内,并经轴体相对于壳体转动,将计量后的添加料转送至落料口位置下放,并投入至料室内。
23.进一步地,所述过滤组件包括至少一个刀片状或圆柱状的过滤网,该过滤网布设于料室的出料口处,且供熔体贯穿过滤;
24.进一步地,还包括丝线挤出组件,其与过滤组件导通;该丝线挤出组件包括丝线成型单元及加压泵,所述加压泵装设于过滤组件与丝线成型单元之间,并用于将熔体加压后挤入所述丝线成型单元。
25.本实用新型所述的技术方案相对于现有技术,取得的有益效果是:
26.(1)本实用新型所提供一种熔体直纺在线添加装置,其结构简单、设计合理且易实现,解决现有熔体直纺装置中混合不均等问题,本新型通过减速传动机构带动平行设置的双螺杆,大幅度提升混合能力,且能够减少进料管的长度,避免出现管路堵塞、不易清理等情况出现;此外,采用双螺杆在运动过程中反向转动,能够更为快速且均匀的混合,不仅如此,与双螺杆配合的主、从动齿轮可设置成大、小齿轮,可根据需求进行调节螺杆转动速度,以调节混合速度;另外,本新型还增设了过滤组件,将双螺杆混合后的母粒熔体挤出至过滤组件,将其混合后熔体的杂质(如积碳)过滤,提升熔体的质量;
27.(2)本新型还增设加热组件,以实现对熔体加热,且使母粒添加剂加温后更容易混合至熔体,提升混合效果;
28.(3)本新型还设置至少两组减速传动组,通过减速传动组作用于双螺杆不仅起到传动更稳定,更为缓慢的进行熔体与母粒添加料的融合,而且还能根据实际情况进行调节双螺杆的转动速度,以实现混合调节的功能,适用性更佳;
29.(4)本新型采用传动带形式实现电机与减速传动组的连接,不仅提供稳定的传递力,还能保证双螺杆驱动的稳定性,保证混合效果;
30.(5)本新型还设有调节阀,其设置于进料管内,可根据实际情况调节进料管的通流面积,以此调节熔体进入腔室的压力,使用便捷性更佳;
31.(6)本新型还设有压力检测元件及控制件,配合调节阀,实现自动调压功能,确保有足够的压力推动熔体经过过滤组件,保证整个在线添加装置运转的可靠性;
32.(7)本新型的进料管处还设有一计量泵,熔体经过该计量泵后可以得出熔体流经的量,并根据熔体量配比出适配的粒状添加剂加入至料室,配比更为精准,所制备出的丝线品质更佳;
33.(8)本新型所采用的辅料添加机构实现自动计量,母粒添加料进入至进料口后通过计量槽内,并通过壳体与轴体转动时的剪切力将多余的母粒添加料切除,适应重量的母粒添加料在转动至落料口处便落入所述料室中,此方式不仅结构简单,使用简便,无需繁杂的称重结构,计量更为精准;
34.(9)本新型采用刀片状或圆柱状的过滤网过滤网,不仅能够承受更大的推抵力,同时过滤效果佳,有效排除混合熔体内的杂质,提升熔体的品质;此外还能通过过滤网实现静态混合作用,以达到更好的混合效果;
35.(10)本新型还设有丝线挤出组件,能够一次成型出完整的丝线,无需多设备完成丝线成型,此外,在丝线成型设备中设有加压泵,通过加压泵的方式进一步提升熔体的压力,所挤出的丝线品质更高,无毛刺或毛边。
附图说明
36.此处所说明的附图用来提供对本实用新型的进一步理解,构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
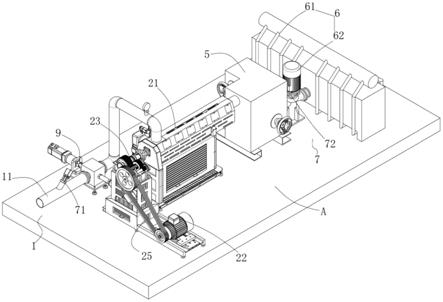
37.图1为本实用新型所述熔体直纺在线添加装置的立体结构示意图;
38.图2为本实用新型所述混料组件的俯视图;
39.图3为本实用新型所述双螺杆的立体结构示意图;
40.图4为本实用新型所述辅料添加机构的立体结构示意图;
41.图5为本实用新型所述轴体的立体结构示意图;
42.图6为本实用新型所述过滤网的立体结构示意图。
具体实施方式
43.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚、明白,以下结合附图和实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
44.如图1、2、3所示,本实用新型所述的一种熔体直纺在线添加装置,该在线添加装置
包括:进料组件1、混料组件2、加温组件(图中未示出)、辅料添加机构4、过滤组件5及丝线挤出组件6;
45.进料组件1,其包括一进料管11,该进料管11与混料组件2的连通,以用于将熔体输送至混料组件2内;所述熔体从进料管11内输送至料室21内;
46.混料组件2,其包括料室21、电机22、减速传动结构23及至少两螺杆24,所述料室21分别导通进料管11、辅料添加机构4,且该料室21的出料口与过滤组件5连通;两所述螺杆24平行布设于料室21内,且分别与减速传动结构23的主、从动齿轮231、232装接;所述电机22装设于料室21外,且该电机22用于直接或间接驱动所述减速传动结构23动作;
47.需说明的是,本新型的电机22通过传动带25将驱动力传递至双螺杆24上;本新型所述减速传动结构23还包括至少两减速传动组233、234,其中一减速传动组233的传动轴2331与电机22的输出轴相连并形成传动配合,另一减速传动组234的传动轴2341与主动齿轮231同轴且同步转动;其中,两所述减速传动组233、234啮合传动,且与主动齿轮231同轴的减速传动组234的传动比大于与电机22输出轴相连的减速传动组233的传动比;
48.所述电机22的输出轴与其中一减速传动组233的传动轴2331通过传动带25相连并传动;
49.辅料添加机构4(如图4、5所示),其用于将添加料加入至料室21内(需说明的是,本新型所述的添加料的形态为粒状、粉末状或者液态状等添加料);所述辅料添加机构4包括壳体41和轴体42;
50.壳体41,其内形成容纳所述轴体42的容纳腔411,且开设分别导通容纳腔411的进料口412及落料口413;
51.轴体42,其外周壁上间隔排布若干个计量槽420,各计量槽420分别于进料口412及落料口413导通,且该轴体42与壳体41内周壁间隙配合;
52.还包括一计量泵9,其装设于进料管处且用于计量进料管内流经的熔体量;需说明的是,本新型的计量泵9用于将熔体置入泵体内并通过泵出的熔体计算出熔体量,以便于后续计算母粒(添加料)数量的添加;
53.其中,所述轴体42相对于壳体41转动,添加料从壳体41的进料口412进入轴体42上开设的计量槽420内,并经轴体42相对于壳体41转动,将计量好的添加料转送至落料口413位置下放,并投入至料室21内。
54.加温组件(图中未示出),其包括若干加热片,各所述加热片贴附于料室21的外周壁,以用于对料室21内的熔体加热;
55.过滤组件5(如图6所示),其用于将混有添加料的熔体挤出过滤;所述过滤组件5包括至少一个刀片状或圆柱状的过滤网50,该过滤网50布设于料室21的出料口处,且供熔体贯穿过滤。
56.还包括丝线挤出组件6,其与过滤组件5导通;该丝线挤出组件6包括丝线成型单元61及加压泵62,所述加压泵62装设于过滤组件5与丝线成型单元61之间,并用于将熔体加压后挤入所述丝线成型单元61;
57.其中,两所述螺杆24的通过主、从动齿轮231、232啮合朝相反方向转动,且辅料添加机构4内的添加料注入两螺杆24之间经两螺杆24转动混入熔体,并使混合后的熔体经过滤组件5过滤后导出。
58.更具体地,还包括压力调节组件7,其包括一调节阀71,该调节阀71装设于进料管11内,并用于调节该进料管11的通流面积;所述压力调节组件7还包括压力检测元件72及控制件(图中未示出),所述压力检测元件72设置于料室21的出料口或过滤组件5内;所述控制件(图中未示出)分别与调节阀71、压力检测元件72电连接,并控制调节阀71部分封堵进料管11,以调节进料管11的通流面积。
59.具体实施方式,(如图1
‑
6所示)本新型所述的一种熔体直纺在线添加装置,其主要包括:机架、进料管11、料室21、电机22、减速传动结构23、主、从动齿轮231、232、传动轴2331、传动轴2341、一级齿轮2332、二级齿轮2333、三级齿轮2342、四级齿轮2343、两螺杆24、壳体41、轴体42、过滤网50、丝线成型单元61、加压泵62、调节阀71、压力检测元件72、轴体8及计量泵9;
60.实际安装与使用时:
61.(1)安装调节阀71与计量泵9,该调节阀71为一电磁阀,通过电控的方式驱动其阀体部分封堵进料管11,以调节进料管11的通流面积;将计量泵9对应进料管11装设;
62.(2)将双螺杆24的两端分别套设上轴承,并将其固定于料室21内;需说明的是,所述双螺杆24的一端设置分别套设上主、从动齿轮231、232,主、从动齿轮231、232啮合故只需带动其中一条螺杆24转动,另一条螺杆24也随之反向旋转;
63.(3)安装减速传动结构23,其包括至少两组减速传动组233,所述电机22固定于机架,且电机22输出轴通过传动带25与一级减速传动组233(即其中一减速传动组233)的传动轴2331连接并形成驱动力传动,需说明的是,该传动轴2331通过轴承固定于机架上,电机22的输出轴转动时,传动带25也随之转动,进而带动该传动轴2331旋转;所述一级减速传动组233上还包括一级齿轮2332、二级齿轮2333,所述二级齿轮2333的齿数比大于一级齿轮2332的齿数比,以达到减速的效果,且通过轴体42装设于机架,进而一级齿轮2332随传动轴2331转动时,带动与之啮合的二级齿轮2333传动,故套设有二级齿轮2333的轴体8也随之转动;二级减速传动组233(即另一减速传动组233),其传动轴2341供主动齿轮231套设,且与其中一条螺杆24同轴设置(当然也可以不是同轴设置,通过齿轮传动带25动螺杆24转动即可),所述二级减速传动组234还包括三级齿轮2342与四级齿轮2343,所述四级齿轮2343套设于传动轴2331,而三级齿轮2342则套设与所述轴体8上,进而所述轴体8转动时,三级齿轮2342跟随同步旋转,而与之啮合的四级齿轮2343也跟着转动,进而使传动轴2341及其上主动齿轮231旋转,最终带动双螺杆24转动(需说明的是,所述四级齿轮2343的齿数比大于三级齿轮2342的齿数比,另外这里的齿数比包含其齿轮外径,即四级齿轮2343的外径大于三级齿轮2342的外径),以起到减速的作用;
64.(4)装设加热片,将加热片或加热丝布设在料室21的外表面,并通过导线与电源电连接;
65.(5)安装辅料添加机构4,其用于将添加料加入至料室21内;所述辅料添加机构4包括壳体41和轴体42;所述的轴体42上外周壁上间隔排布若干个计量槽420,各计量槽420分别于进料口412及落料口413导通,将该轴体42装入所述壳体41内,且二者周壁间隙配合;当所述轴体42相对于壳体41转动,粒状添加剂从壳体41的进料口412进入轴体42上开设的计量槽420内,并经轴体42相对于壳体41转动,将计量好的粒状添加剂转送至落料口413位置下放,并投入至料室21内;需说明的是,所述计量泵9将流经泵体的熔体量计算出后,可调节
轴体42相对于壳体41的转动速度,调整母粒添加的量;
66.(6)安装过滤组件5,将过滤网50装设在料室21的出料口位置,需说明的是,为了提升过滤效果,可以安装多个过滤网50,并通过切换结构实现切换过滤效果;此外还能通过过滤网实现静态混合作用,以达到更好的混合效果;
67.(7)在过滤组件5与丝线成型单元61之间还设置压力检测元件72、控制件(图中未示出)及加压泵62;其中,压力检测元件72用于检测过滤后熔体的压力值,并反馈至控制件(图中未示出),控制件(图中未示出)与进料管11的压力值比对后,控制进料管11处的调节阀71动作,以调节进料管11内熔体的进料压力值,而且通过压力检测元件72测得的压力值,控制加压泵62打入空气,以增大熔体压力,最终出丝线成型设备中挤出;
68.以上完成整个装配过程;
69.实际使用时,熔体从进料管11进入,经过调压阀处进入到料室21;此时的电机22工作,通过传动带25将驱动力传递至传动轴2331上,并经二次的减速结构将力传递至另一传动轴2341(通一、二、三四级传动齿轮2332、2333、2342、2343的减速传动),联动主动齿轮231转动,同时其中一条螺杆24也随之转动,而另一条螺杆24套设有与主动齿轮231啮合的从动齿轮232,以此带动另一条螺杆24反向转动;此时的熔体通过双螺杆24更好地推送;而后所述辅料添加机构4的电机22带动轴体42相对于壳体41旋转,由于轴体42上设有开设有计量槽420,母粒从进料口412进入到计量槽420并填满,随后随着轴体42转动,轴体42与壳体41的进料口412产生的剪切力,将多余的母粒阻隔,只留下计量槽420内的母粒随轴体42转动至落料口413,并从落料口413进入到料室21,而后与熔体混合(需说明的是,本新型在进料管11处设置了计量泵9,通过所述计量泵9将流经泵体的熔体量计算出后,可调节轴体相对于壳体的转动速度,调整母粒添加的量;),经过双螺杆24的的搅拌混合,最后从料室21的出料口排出,并经过过滤组件5的过滤网50过滤后,进入到与丝线挤出组件6的管路中,此管路内设有压力检测元件72及设有一加压泵62;混合后的熔体经加压泵62加压后从丝线成型单元61中挤出成型;需说明的是,所述压力检测元件72检测到的压力值反馈至控制件(图中未示出),控制件控制所述调节阀71动作,以增大或减小进料管11的通流面积,调节整体的压力;此外,在料室11外周壁上设置的加热片,可根据不同的母粒及熔体进行加热,已达到更好的混合效果,保证丝线成型的质量。
70.本实用新型所提供一种熔体直纺在线添加装置,其结构简单、设计合理且易实现,解决现有熔体直纺装置中混合不均等问题,本新型通过减速传动机构带动平行设置的双螺杆,大幅度提升混合能力,且能够减少进料管的长度,避免出现管路堵塞、不易清理等情况出现;此外,采用双螺杆在运动过程中反向转动,能够更为快速且均匀的混合,不仅如此,与双螺杆配合的主、从动齿轮可设置成大、小齿轮,可根据需求进行调节螺杆转动速度,以调节混合速度;另外,本新型还增设了过滤组件,将双螺杆混合后的母粒熔体挤出至过滤组件,将其混合后熔体的杂质(如积碳)过滤,提升熔体的质量;本新型还增设加热组件,以实现对熔体加热,且使母粒添加剂加温后更容易混合至熔体,提升混合效果;本新型还设置至少两组减速传动组,通过减速传动组作用于双螺杆不仅起到传动更稳定,更为缓慢的进行熔体与母粒添加料的融合,而且还能根据实际情况进行调节双螺杆的转动速度,以实现混合调节的功能,适用性更佳;本新型采用传动带形式实现电机与减速传动组的连接,不仅提供稳定的传递力,还能保证双螺杆驱动的稳定性,保证混合效果;本新型还设有调节阀,其
设置于进料管内,可根据实际情况调节进料管的通流面积,以此调节熔体进入腔室的压力,使用便捷性更佳;本新型还设有压力检测元件及控制件,配合调节阀,实现自动调压功能,确保有足够的压力推动熔体经过过滤组件,保证整个在线添加装置运转的可靠性;本新型所采用的辅料添加机构实现自动计量,母粒添加料进入至进料口后通过计量槽内,并通过壳体与轴体转动时的剪切力将多余的母粒添加料切除,适应重量的母粒添加料在转动至落料口处便落入所述料室中,此方式不仅结构简单,使用简便,无需繁杂的称重结构,计量更为精准;本新型采用过滤网,不仅能够承受更大的推抵力,同时过滤效果佳,有效排除混合熔体内的杂质,提升熔体的品质;本新型还设有丝线挤出组件,能够一次成型出完整的丝线,无需多设备完成丝线成型,此外,在丝线成型设备中设有加压泵,通过加压泵的方式进一步提升熔体的压力,所挤出的丝线品质更高,无毛刺或毛边。
71.上述说明示出并描述了本实用新型的优选实施例,如前所述,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述实用新型构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1