一种纺丝系统的制作方法
1.本实用新型属于纺丝技术领域,具体地说,涉及一种纺丝系统。
背景技术:
2.纺丝又称化学纤维成形,是制造化学纤维的一道工序。将某些高分子化合物制成胶体溶液或熔化成熔体后由喷丝头的细孔压出形成纤维原丝。
3.具体地,纺丝过程中,需要将纺丝原液输送至喷丝装置,由喷丝装置将纺丝原液连续、均匀地从喷丝头的细孔压出,这种细流在水、凝固液或空气中固化,生成纤维原丝。纺丝原液在向喷丝装置输送过程中,纺丝原液会产生凝胶,凝胶容易将输送管路中的限流孔板堵塞。
4.若限流孔板轻微堵塞,并瞬间通开,会造成纺丝原液波动,导致原丝线密度指标出现忽高忽低的现象;
5.若限流孔板全部堵塞,会造成纺前压力突然升高,对纺前供胶泵、管道、和滤机造成损坏,甚至导致管线、滤机崩开,不利于生产正常进行。
6.综上所述,目前纺丝过程中,难以保证纺丝原液的压力平稳,特别是纺丝开停车前,纺丝原液波动较大,导致得到的原丝线密度不稳定,使得纤维的品质较差,不利于纤维的生产。
7.有鉴于此,特提出本实用新型。
技术实现要素:
8.本实用新型要解决的技术问题在于克服现有纺丝系统中纺丝原液波动较大,形成的原丝线密度不稳定的问题,提供一种纺丝系统,使得纺丝过程中,纺丝原液的稳定性好,不易产生波动,得到的原丝线密度稳定。
9.为解决上述技术问题,本实用新型采用技术方案的基本构思是:一种纺丝系统,包括稳压罐和喷丝装置,稳压罐和喷丝装置通过纺丝管道连通,还包括:
10.稳压泵,设置在稳压罐和喷丝装置之间,用于将稳压罐内的纺丝原液泵送至喷丝装置;
11.压力检测装置,设置在纺丝管道上,用于检测纺丝管道内的压力;
12.控制器,与压力检测装置和稳压泵电连接/通信连接,用于根据检测的压力控制稳压泵。
13.进一步地,还包括回流管道,回流管道与所述纺丝管道连通,用于导出纺丝管道内的纺丝原液,回流管道上设置自控阀,所述控制器与自控阀电连接/通信连接,用于根据检测的压力控制自控阀的开度。
14.进一步地,所述回流管道包括第一回流管道,第一回流管道一端连通所述纺丝管道,另一端连通所述稳压罐。
15.进一步地,还包括储料罐,回流管道包括第二回流管道,所述第二回流管道一端连
通所述纺丝管道,另一端连通所述储料罐。
16.进一步地,所述回流管道包括第三回流管道,第三回流管道一端连通所述第二回流管道,另一端连通所述稳压罐。
17.进一步地,还包括原料罐,所述原料罐与所述稳压罐通过导流管道连通,所述第三回流管道一端连通所述第二回流管道,另一端连通所述导流管道。
18.本实用新型还提供一种应用于上述技术方案任一所述的纺丝系统的控制方法,预设压力 p0,控制方法包括以下步骤:
19.s1,控制器控制压力检测装置检测压力p;
20.s2,若检测到的压力p>预设压力p0,则控制稳压泵减小纺丝原液的流量;
21.若检测到的压力p<预设压力p0,则控制稳压泵增大纺丝原液的流量。
22.进一步地,所述步骤s2包括s2',
23.s2',若检测到的压力p>预设压力p0,则控制打开回流管道自控阀,
24.若检测到的压力p<预设压力p0,则控制关闭回流管道自控阀;
25.优选的,若检测到的压力p>预设压力p0,则控制打开回流管道自控阀,并控制自控阀增大回流管道内纺丝原液的流量。
26.进一步地,预设压力包括第一预设压力p
01
和第二预设压力p
02
,所述p
02
>p
01
;步骤s2包括s2'':
27.s2'',当检测到的压力p>p
02
时,控制打开第一回流管道自控阀,以将纺丝原液输送至稳压罐;
28.和/或,控制打开第二回流管道自控阀,以将纺丝原液输送至储料罐;
29.当检测到的压力p<p
01
时,控制关闭第一回流管道和/或第二回流管道自控阀;
30.优选的,当检测到的压力p>p
02
时,控制打开第一回流管道自控阀,并控制自控阀增大第一回流管道内纺丝原液的流量,
31.和/或,控制打开第二回流管道自控阀,并控制自控阀增大第二回流管道内纺丝原液的流量。
32.进一步地,所述预设压力与形成丝束的单股长丝的数量呈正相关关系;
33.优选的,若形成丝束的单股长丝的数量为1-50k,则预设压力为1100-2000kpa。
34.本实用新型还提供一种聚丙烯腈碳纤维原丝,聚丙烯腈碳纤维原丝的毛丝率为 0-0.237%;聚丙烯腈碳纤维原丝由多根单丝形成,单丝不同位置的直径偏差值为-0.260~ 0.230μm;单丝数量增加2-4.17%,单丝直径降低7.88-16.00%,原丝断裂强度增加 8.0-11.05%;
35.优选的,聚丙烯腈碳纤维原丝的毛丝率为0-0.149%;单丝不同位置的直径偏差值为
ꢀ‑
0.260~0.030μm;
36.优选的,单丝数量由24k增加到25k,单丝直径降低8.98-14.6%,原丝断裂强度增加 8.6-10%;
37.优选的,单丝数量为25k,单丝直径为11.37-11.86μm,原丝断裂强度为6.3-6.54 cn/dtex;
38.优选的,所述聚丙烯腈碳纤维原丝采用上述技术方案任一所述的纺丝系统生产得到;
39.优选的,所述聚丙烯腈碳纤维原丝采用上述技术方案任一所述的纺丝系统的控制方法生产得到。
40.采用上述技术方案后,本实用新型与现有技术相比具有以下有益效果。
41.1、本实用新型通过设置稳压罐、稳压泵、压力检测装置和控制器协同调节纺丝管道内的压力,当纺丝管道内的压力产生波动时,控制器控制稳压泵调节纺丝原液的流量,进而减少压力的波动,使其维持在相对稳定的水平,有效减少了纺丝原液的波动,使得形成的丝束线密度稳定,提高了丝束的品质。
42.2、本实用新型的控制器根据压力检测装置检测到的压力控制回流管道自控阀,当检测到的压力超出预设压力时,控制调整回流管道自控阀的开闭并调整自控阀的开度大小,以将纺丝管道内的压力调整到预设的压力范围之内,避免纺丝原液波动过大。
43.3、本实用新型的控制方法中,当检测到的压力p>预设压力p0时,表明纺丝管道内的压力较大,控制减小纺丝原液的流量,以减小纺丝管道内纺丝原液的压力;
44.当检测到的压力p<预设压力p0时,表明纺丝管道内的压力较小,控制增大纺丝原液的流量,以增大纺丝管道内纺丝原液的压力;
45.经过调整纺丝原液的流量,使得纺丝管道内纺丝原液的压力相对稳定,避免出现纺丝原液波动的现象,有利于提升丝束线密度的稳定性。
46.4、本实用新型的控制方法中,当检测到的压力p>预设压力p0时,表明纺丝管道内的压力较大,控制回流管道自控阀打开,以减小进入纺丝管道内纺丝原液的压力;
47.当检测到的压力p<预设压力p0时,表明纺丝管道内的压力较小,控制回流管道自控阀关闭,避免纺丝管道内的纺丝原液回流至回流管道中,进一步减小纺丝管道内纺丝原液的压力;
48.经过调整回流管道自控阀,使得纺丝管道内纺丝原液的压力相对稳定,避免出现压力波动,有利于提升丝束线密度的稳定性,使得原丝线密度一级品率达到99%。
49.下面结合附图对本实用新型的具体实施方式作进一步详细的描述。
附图说明
50.附图作为本实用新型的一部分,用来提供对本实用新型的进一步的理解,本实用新型的示意性实施例及其说明用于解释本实用新型,但不构成对本实用新型的不当限定。显然,下面描述中的附图仅仅是一些实施例,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。在附图中:
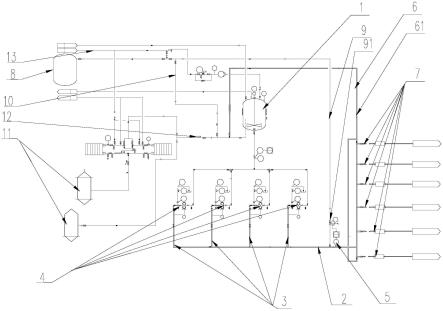
51.图1是本实用新型纺丝系统的结构示意图。
52.图中:
53.1、稳压罐;2、纺前管道;3、连通管道;4、稳压泵;5、压力检测装置;6、第一回流管道;61、第一回流管道自控阀;7、喷丝装置;8、储料罐;9、第二回流管道;91、第二回流管道自控阀;10、第三回流管道;11、原料罐;12、导流管道;13、氮气管道。
54.需要说明的是,这些附图和文字描述并不旨在以任何方式限制本实用新型的构思范围,而是通过参考特定实施例为本领域技术人员说明本实用新型的概念。
具体实施方式
55.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
56.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
57.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
58.实施例1
59.如图1所示,本实用新型公开了一种纺丝系统。纺丝系统包括稳压罐1和喷丝装置7,稳压罐1和喷丝装置7通过纺丝管道连通,稳压罐1内的纺丝原液通过纺丝管道进入喷丝装置7。
60.其中,稳压罐1由罐体、囊式橡胶隔膜、充气管阀、放气阀、进出水管、吊装环等组成,稳压罐1可使进入纺丝管道内的纺丝原液的压力相对平衡,纺丝原液不易产生波动。
61.纺丝管道一端连通所述稳压罐1,另一端连通喷丝装置7,稳压罐1中的纺丝原液经过纺丝管道进入喷丝装置7,由喷丝装置7上的喷丝头喷出形成纺丝原液细流,纺丝原液细流在凝固浴中形成原丝。
62.纺丝系统还包括稳压泵4、压力检测装置5以及控制器。稳压泵4设置在稳压罐1和喷丝装置7之间,用于将稳压罐1内的纺丝原液泵送至喷丝装置7;压力检测装置5,设置在纺丝管道上,用于检测纺丝管道内的压力。
63.进一步具体地,纺丝管道包括纺前管道2和连通管道3,纺前管道2一端与喷丝装置7 连通,另一端通过所述连通管道3与稳压罐1连通。稳压泵4设置在连通管道3上,用于将稳压罐1内的纺丝原液泵送至纺前管道2。压力检测装置5设置在纺前管道2上,用于检测纺前管道2内的压力;或者,压力检测装置5设置在连通管道3上,用于检测连通管道3内的压力。
64.控制器与压力检测装置5和稳压泵4电连接或者通信连接,用于根据检测的压力控制稳压泵4。其中,控制器可由dcs控制系统形成。
65.本实用新型通过设置稳压罐1、稳压泵4、压力检测装置5和控制器,协同调节纺丝管道内的压力。当纺丝管道内的压力产生波动时,控制器控制稳压,4调节纺丝原液的流量,进而减少压力的波动,使其维持在相对稳定的水平,有效减少了纺丝原液的波动,使得形成的丝束线密度稳定,提高了丝束的品质。
66.实施例2
67.纺丝系统还包括回流管道。回流管道与所述纺丝管道连通,用于导出纺丝管道内的纺丝原液;回流管道上设置自控阀,自控阀指的是利用电动、气动、液动或电磁驱动等人力以外的方式,对阀门进行控制,具有使用方便,安全,可现场控制,也可远距离控制的特
点。自控阀可实现简单的开关控制,也可实现调节控制,自控阀配合电子计算机,可以实现程序化控制。
68.本实用新型的控制器与自控阀电连接或者通信连接,用于根据压力检测装置5检测的压力控制自控阀的开度。具体地,当压力检测装置5检测到纺丝管道内的压力超出预设压力时,压力检测装置5向控制器发出电信号;控制器接收到所述电信号,并根据所述电信号调整回流管道自控阀的开度,以将纺丝管道内的压力调整到预设的压力范围之内,避免纺丝原液波动过大。
69.实施例3
70.本实用新型的回流管道包括第一回流管道6。第一回流管道6一端连通所述纺丝管道,另一端连通所述稳压罐1。第一回流管道6上设置第一回流管道自控阀61,通过调整第一回流管道自控阀61的开度,可控制第一回流管道6内纺丝原液的流量大小,开度越大,对应的纺丝原液的流量也越大。
71.优选的,第一回流管道6内设置限流孔板,用于限定第一回流管道6内的流量,保持回流管道内压力的稳定性。
72.当压力检测装置5检测的压力超出预设压力时,则压力检测装置5向控制器发出电信号;控制器接收到所述电信号,并根据所述电信号调整第一回流管道自控阀61的开度。检测到的压力越大,控制第一回流管道自控阀61的开度也越大,以将纺丝管道内的纺丝原液输送至稳压罐1,调节纺丝管道内的压力,使得纺丝原液波动较小。此外,纺丝原液回流至稳压罐1 内,能够实现该部分纺丝原液的再利用,避免了纺丝原液的浪费。
73.实施例4
74.纺丝系统还包括储料罐8,回流管道包括第二回流管道9,所述第二回流管道9一端连通所述纺丝管道,另一端连通所述储料罐8。第二回流管道9上设置第二回流管道自控阀91,通过调整第二回流管道自控阀91的开度,可控制第二回流管道9内纺丝原液的流量大小,开度越大,对应的纺丝原液的流量也越大。
75.当压力检测装置5检测的压力超出预设压力时,则压力检测装置5向控制器发出电信号;控制器接收到所述电信号,并根据所述电信号调整第二回流管道自控阀91的开度,检测到的压力越大,控制第二回流管道自控阀91的开度也越大,以将纺丝管道内的纺丝原液输送至储料罐8,调节纺前管道2内的压力,使得纺丝原液波动较小。此外,将纺丝原液输送至储料罐8单独储存,方便后续再次利用。
76.进一步地,所述回流管道包括第三回流管道10,第三回流管道10一端连通所述第二回流管道9,另一端连通所述稳压罐1。第三回流管道10上设置手阀或者第三回流管道自控阀。
77.通过设置第三回流管道10,可将第二回流管道9中的部分纺丝原液回流至稳压罐1内,防止第二回流管道9内的纺丝原液量较多,压力较大,损坏管道设备,或者回流效果差。
78.进一步地,本实用新型的纺丝系统还包括原料罐11,所述原料罐11与所述稳压罐1通过导流管道12连通。所述第三回流管10道一端连通所述第二回流管道9,另一端连通所述导流管道12。第三回流管10连通第二回流管道9和导流管道12,以将第二回流管道9内的部分纺丝原液通过导流管道12输送至稳压罐1内。
79.本实用新型通过将第三回流管10与导流管道12连通,无需在稳压罐1上再单独设
置进液口,使得稳压罐1的结构相对简单。
80.本实用新型的纺丝系统还包括氮气管道13,氮气管道13可向原料罐11和稳压罐1中通入氮气,以保证纺丝原液的稳定性,使得纺丝原液不容易变质。
81.本实用新型还提供一种纺丝系统的控制方法,以对上述技术方案中的任一纺丝系统进行控制。
82.纺丝系统中预设压力p0,所述预设压力p0与形成丝束的单股长丝的数量呈正相关关系。例如:若形成丝束的单股长丝的数量为1-50k,则预设压力为1100-2000kpa;
83.进一步地,若形成丝束的单股长丝的数量为1-18k,则预设压力p0为1100-1500kpa;若形成丝束的单股长丝的数量为24-50k,则预设压力p0为1600-2000kpa。
84.实施例5
85.纺丝系统的控制方法包括:
86.s1,控制器控制压力检测装置5检测压力p;
87.s2,若检测到的压力p>预设压力p0,则控制稳压泵减小纺丝原液的流量;
88.若检测到的压力p<预设压力p0,则控制稳压泵增大纺丝原液的流量。
89.具体地,若检测到的压力p>预设压力p0,则控制减小稳压泵4的泵送压力,以减小纺丝原液的流量;若检测到的压力p<预设压力p0,控制增大稳压泵4的泵送压力,以增大纺丝原液的流量。
90.本实施例中,当检测到的压力p>预设压力p0时,表明纺丝管道内的压力较大,控制减小纺丝原液的流量,以减小纺丝管道内纺丝原液的压力;
91.当检测到的压力p<预设压力p0时,表明纺丝管道内的压力较小,控制增大纺丝原液的流量,以增大纺丝管道内纺丝原液的压力;
92.经过调整纺丝原液的流量,使得纺丝管道内纺丝原液的压力相对稳定,避免出现纺丝原液波动的现象,有利于提升丝束线密度的稳定性。
93.实施例6
94.纺丝系统的控制方法包括:
95.s1,控制器控制压力检测装置5检测压力p;
96.s2,若检测到的压力p>预设压力p0,则控制回流管道自控阀打开,
97.若检测到的压力p<预设压力p0,则控制回流管道自控阀关闭;
98.优选的,若检测到的压力p>预设压力p0,则控制回流管道自控阀打开,并控制增大回流管道内纺丝原液的流量。具体地,通过控制回流管道自控阀的开度,进一步控制回流管道内纺丝原液的流量,开度越大,对应的纺丝原液的流量越大。
99.本实施例中,当检测到的压力p>预设压力p0时,表明纺丝管道内的压力较大,控制回流管道自控阀打开,以减小进入纺丝管道内纺丝原液的压力;
100.控制增大回流管道内纺丝原液的流量,能够更加快速高效地调节纺丝管道内的压力;
101.当检测到的压力p<预设压力p0时,表明纺丝管道内的压力较小,控制回流管道自控阀关闭,避免纺丝管道内的纺丝原液回流至回流管道中,减小进入纺丝管道内纺丝原液的压力;
102.经过上述回流管道自控阀的调整,使得纺丝管道内纺丝原液的压力相对稳定,避
免出现压力波动,有利于提升丝束的线密度的稳定性,原丝线密度一级品率达到99%。
103.实施例7
104.纺丝系统的控制方法包括:
105.s1,控制器控制压力检测装置5检测压力p;
106.s2,若检测到的压力p>预设压力p0,则控制稳压泵减小纺丝原液的流量,
107.若检测到的压力p<预设压力p0,则控制稳压泵增大纺丝原液的流量;
108.s3,若检测到的压力p>预设压力p0,则控制回流管道自控阀打开,
109.若检测到的压力p<预设压力p0,则控制回流管道自控阀关闭;
110.步骤s2和s3可交换位置,也可同时执行。
111.本实施例中,当检测到的压力p>预设压力p0时,在控制稳压泵减小纺丝原液的流量的同时,控制回流管道自控阀打开,能够快速高效地减小纺丝管道内纺丝原液的压力;
112.当检测到的压力p<预设压力p0时,在控制稳压泵增大纺丝原液的流量的同时,控制回流管道自控阀关闭,快速高效地增加纺丝管道内纺丝原液的压力;
113.上述控制方法调节效率高,能够极大程度地减少纺丝管道内纺丝原液的波动,有效保持了纺丝原液的稳定性,进一步使得形成的丝束的线密度指标保持在较高水平。
114.实施例8
115.预设压力包括第一预设压力p
01
和第二预设压力p
02
,所述p
02
>p
01
;纺丝系统的控制方法包括:
116.s1,控制器控制压力检测装置5检测压力p;
117.s2,当检测到的压力p>p
02
时,控制打开第一回流管道自控阀61,以将纺丝原液输送至稳压罐1;
118.当检测到的压力p<p
01
时,控制关闭第一回流管道自控阀61;
119.本实施例中,当检测到的压力p>p
02
时,表明压力骤增,纺丝管道内纺丝原液增多,此时控制打开第一回流管道自控阀61,以将纺丝原液分流输送至稳压罐1,有效减少了纺丝原液的波动,且回流至稳压罐1内的纺丝原液可被再次利用;
120.当检测到的压力p<p
01
时,表明压力降低,纺丝管道内纺丝原液减少,此时控制关闭第一回流管道自控阀61,以避免纺丝原液回流至稳压罐1,进而减少了纺丝原液的波动。
121.优选的,若检测到的压力p>预设压力p0,则控制打开第一回流管道自控阀61,并控制增大第一回流管道自控阀61的开度,进一步增加第一回流管道6内纺丝原液的流量。有助于提升调节效率,更大程度地避免纺丝原液的波动。
122.实施例9
123.控制方法包括以下步骤:
124.s1,控制器控制压力检测装置5检测压力p;
125.s2,当检测到的压力p>p
02
时,控制打开第二回流管道自控阀91,以将纺丝原液输送至储料罐8;
126.当检测到的压力p<p
01
时,控制关闭第二回流管道自控阀91;
127.本实施例中,当检测到的压力p>p
02
时,表明压力骤增,纺丝管道内纺丝原液增多,此时控制打开第二回流管道自控阀91,以将纺丝原液分流输送至储料罐8,有效减少了纺丝原液的波动,且回流至储料罐8内的纺丝原液可被再次利用;
128.当检测到的压力p<p
01
时,表明压力降低,纺丝管道内纺丝原液减少,此时控制关闭第二回流管道自控阀91,以避免纺丝原液回流至储料罐8,进而减少了纺丝原液的波动。
129.优选的,若检测到的压力p>预设压力p0,则控制打开第二回流管道自控阀91,并控制增大第二回流管道自控阀91的开度,进一步增加第二回流管道9内纺丝原液的流量。有助于提升调节效率,更大程度地避免纺丝原液的波动。
130.实施例10
131.控制方法包括以下步骤:
132.s1,控制器控制压力检测装置5检测压力p;
133.s2,当检测到的压力p>p
02
时,控制打开第一回流管道自控阀61和第二回流管道自控阀 91;
134.当检测到的压力p<p
01
时,控制关闭第一回流管道自控阀61和第二回流管道自控阀91。
135.本实施例通过控制第一回流管道自控阀61和第二回流管道自控阀91,协同调节纺丝管道内纺丝原液的压力,调节效率高,有效维持了纺丝原液的稳定性,避免纺丝原液出现波动。
136.本实用新型还提供以下实验例:
137.实验例1
138.本实验例中,以实施例7的纺丝系统的控制方法分别生产制备1k、3k、12k、25k原丝,并监测多组原丝的线密度。原丝生产中具有标准线密度,若实际线密度超出标准线密度的指标范围,则为不合格线密度。如:1k原丝的指标范围为
±
0.003,若1k原丝的实际线密度超出标准线密度的
±
0.003,则为不合格线密度。本实验例对1k、3k、12k、25k原丝的线密度合格率进行了统计,如下表1所示:
139.表1:
140.141.由上表可知,由实施例7制备的1k、3k、12k、25k原丝线密度合格率高。即通过本实用新型制备得到的原丝线密度稳定。
142.对比例1:
143.本对比例与实验例1的区别在于纺丝过程中,本对比例所采用的纺丝系统不设置稳压罐和回流管道。本对比例生产制备1k、3k、12k、25k原丝,并监测多组原丝的线密度,且对原丝的线密度合格率进行了统计,如下表2所示:
144.表2:
[0145][0146][0147]
通过实验例1和对比例1的表1和表2可知,由本实用新型的纺丝系统和纺丝方法制备得到的原丝的线密度合格率远远高于对比例1中得到的原丝的合格率。即通过在纺丝系统中设置稳压罐、稳压泵以及回流管道等能够有效提升原丝线密度的稳定性,进一步提升丝束的合格率和品质。
[0148]
实验例2
[0149]
本实验例中,以实施例7的纺丝系统的控制方法分别生产制备1k、3k、12k、25k原丝,并监测多组原丝的毛丝率,其中毛丝率=毛丝轴数/总轴数。
[0150]
本实用新型中,毛丝检测标准如下表3所示:
[0151]
表3:
[0152][0153]
根据表3的检测标准,若检测的单轴原丝中,毛丝不符合表3中的检测标准,则视为该轴原丝不合格,即为毛丝轴。
[0154]
采用实施例7得到的原丝的毛丝率如下表4所示:
[0155]
表4:
[0156][0157]
由上表4可知,由实施例7制备的1k、3k、12k、25k原丝的毛丝率低。即通过本实用新型制备得到的原丝品质好。
[0158]
对比例2:
[0159]
本对比例与实验例2的区别在于纺丝过程中,本对比例所采用的纺丝系统不设置稳压罐和回流管道。本对比例生产制备1k、3k、12k、25k原丝,并监测多组原丝的毛丝率,且对毛丝率进行了统计,如下表5所示:
[0160]
表5:
[0161][0162]
通过实验例2和对比例2的表4和表5可知,由本实用新型的纺丝系统和纺丝方法制备得到的原丝的毛丝率远远低于对比例2中得到的原丝的毛丝率。即通过在纺丝系统中设置稳压罐、稳压泵以及回流管道等能够有效提升原丝强度,减少毛丝的产生,提升了原丝的品质。
[0163]
实验例3:
[0164]
本实验例中,以实施例7的纺丝系统的控制方法生产制备25k聚丙烯腈碳纤维原丝,包括以下步骤:
[0165]
1)丙烯腈、丙烯酸甲酯和衣康酸三种单体按质量比91:2:4混合得到混合物,在水中连续加入丙烯腈、丙烯酸甲酯和衣康酸的混合物,经水相悬浮聚合反应得到聚合物,聚合物中加入对羟基苯甲醚进行螯合反应终止;采用汽提塔脱出未反应的单体,然后经水洗过滤机除去湿态固态聚合物中盐分、水分,进行烘干,得到的粉状聚合物;
[0166]
2)将粉状聚合物溶解于dmac中,升温得到过滤胶,调整过滤胶的温度进行过滤,制得纺丝原液;
[0167]
3)纺丝原液依次进入原料罐11、稳压罐1、连通管道3、纺前管道2并经过喷丝装置7 的25k喷丝板喷出,喷出后进入凝固浴固化,生成25k聚丙烯腈碳纤维原丝。
[0168]
对比例3:
[0169]
与实验例3的区别仅为:纺丝过程中,采用的纺丝系统不设置稳压罐和回流管道,且生成的是24k聚丙烯腈碳纤维原丝。
[0170]
本实用新型对实验例3和对比例3得到的聚丙烯腈碳纤维原丝的单丝直径和原丝断裂强度进行了测试,结果如下表6所示:
[0171]
表6:
[0172][0173]
由表6可知,单丝数量由24k增加到25k,单丝直径降低8.98-14.6%,聚丙烯腈碳纤维原丝断裂强度增加8.6-10%;其中,当单丝数量为25k时,单丝直径为11.37-11.86μm,聚丙烯腈碳纤维原丝断裂强度为6.3-6.54cn/dtex。即通过本实用新型的控制方法制备得到的聚丙烯腈碳纤维原丝的力学性能增强,有效提高了纤维的品质。
[0174]
此外,根据表6的单丝直径计算可知,单丝不同位置的直径偏差值为-0.260~0.230μm;优选-0.260~0.030μm。由此可见,通过本实用新型的控制方法制备得到的聚丙烯腈碳纤维原丝的单丝均匀度较好。
[0175]
以上所述仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专利的技术人员在不脱离本实用新型技术方案范围内,当可利用上述提示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1