一种酒盒底座自动组装机的制作方法
1.本实用新型涉及酒盒生产线技术领域,尤其是涉及一种酒盒底座自动组装机。
背景技术:
2.酒盒包装对酒的销售起到非常重要的作用,特别是其吸引消费者,增加产品附加值,满足消费者精神需求,巩固品牌与企业形象的作用,越来越为人们所认识。目前酒盒包装制作中一般需要在酒盒盒体的内腔装入柔性的酒盒底座来固定酒瓶,避免酒瓶在酒盒盒体内部颠簸破裂,而传统的酒盒底座组装工序中人工参与程度高,存在耗时时间长以及成品一致性差等问题,难以满足大规模的量化生产要求,因此有必要予以改进。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的是提供一种酒盒底座自动组装机,实现对酒盒底座全自动出仓供料以及进仓组装,大幅度降低劳动强度,提高酒盒生产线的生产效率,并且其相对于人工组装方式,能保证酒盒底座每次推入的深度一致,从而保证同批生产出来的酒盒一致性高。
4.为了实现上述目的,本实用新型所采用的技术方案是:一种酒盒底座自动组装机,其包括底座供料装置,该底座供料装置包括第一基座、设置于第一基座并用于堆叠酒盒底座的储料机构、设置于储料机构一侧的进仓推料机构以及设置于储料机构另一侧的出仓推料机构,进仓推料机构设置有推料座、用于驱动推料座横移送料的横移驱动装置以及安装于推料座的推料气缸,出仓推料机构用于将酒盒底座从储料机构推至推料座,推料气缸用于将位于推料座处的酒盒底座推入外界的酒盒盒体的内腔内。
5.进一步的技术方案中,所述推料座的上方设置有推料导引机构,推料导引机构包括架设于第一基座的导引安装座、安装于导引安装座的导引气缸以及设置于推料座上方并驱动连接于导引气缸的延长导引板。
6.进一步的技术方案中,所述第一基座还设置有用于定位酒盒盒体的盒体定位机构,盒体定位机构包括架设于第一基座的盒体定位座、设置于盒体定位座的盒体定位气缸以及驱动连接于盒体定位气缸的限位夹钳。
7.进一步的技术方案中,所述限位夹钳的左右两侧分别倾斜安装有一延长挡料杆,在盒体定位气缸驱动限位夹钳下移以卡紧限位酒盒盒体时,两个延长挡料杆分别位于酒盒盒体的开口两侧。
8.进一步的技术方案中,所述储料机构包括背靠座以及对称安装于背靠座左右两侧的两个立式挡板,两个立式挡板均呈纵向延伸,并与背靠座围成一能够用于上下堆叠酒盒底座的底座储料腔,底座储料腔的下部设置成开放式结构,以形成一供出仓推料机构将酒盒底座推出的出料通道,出料通道的前侧设置有储料护板。
9.进一步的技术方案中,所述储料机构还包括设置于底座储料腔的上部或者中部的出料定位装置,出料定位装置包括架设于背靠座的出料定位座、安装于出料定位座的出料
定位气缸以及驱动连接于出料定位气缸的出料定位块,出料定位块呈筒柱状,在出仓推料机构推料时,出料定位气缸驱动出料定位块伸入出料通道内并抵顶位于上方的酒盒底座。
10.进一步的技术方案中,所述出仓推料机构包括设置于出料通道一侧的出仓推料气缸、驱动连接于出仓推料气缸的出仓推料板以及设置于出料通道另一侧的接料气缸。
11.进一步的技术方案中,所述进仓推料机构还包括架设于基座的横移固定座、滑动安装于横移固定座的横移滑座、安装于横移滑座的微调驱动座以及驱动微调驱动座相对横移滑座微调的微调驱动气缸,所述推料座安装于该微调驱动座,所述横移驱动装置用于驱动横移滑座相对于横移固定座滑动。
12.进一步的技术方案中,所述横移驱动装置选用拖链传输装置。
13.进一步的技术方案中,还包括独立于第一基座的盒体供料装置,盒体供料装置包括上料机座、设置于上料机座一侧的盒体上料机构、设置于上料机座另一侧的组装工作台以及用于将盒体上料机构内的酒盒盒体移送至组装工作台的移料机械手。
14.采用上述结构后,本实用新型和现有技术相比所具有的优点是:
15.本实用新型实现对酒盒底座全自动出仓供料以及进仓组装,大幅度降低劳动强度,提高酒盒生产线的生产效率,并且其相对于人工组装方式,能保证酒盒底座每次推入的深度一致,从而保证同批生产出来的酒盒一致性高。
附图说明
16.下面结合附图和实施例对本实用新型进一步说明。
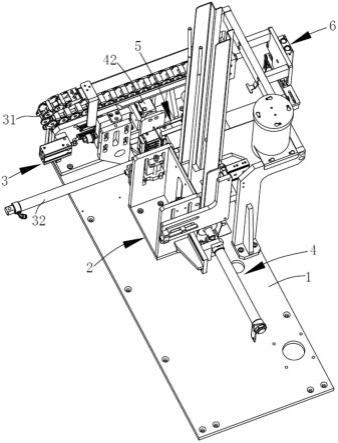
17.图1是底座供料装置的结构示意图;
18.图2是底座供料装置的另一视角的结构示意图;
19.图3是储料机构以及出仓推料机构的结构示意图;
20.图4是进仓推料机构的结构示意图;
21.图5是盒体定位机构的结构示意图;
22.图6是底座供料装置与盒体供料装置的结构示意图。
具体实施方式
23.以下仅为本实用新型的较佳实施例,并不因此而限定本实用新型的保护范围。
24.如图1至6所示,本实用新型提供的为了实现上述目的,本实用新型所采用的技术方案是:一种酒盒底座自动组装机,其包括底座供料装置,该底座供料装置包括第一基座1、设置于第一基座1并用于堆叠酒盒底座01的储料机构2、设置于储料机构2一侧的进仓推料机构3以及设置于储料机构2另一侧的出仓推料机构4,进仓推料机构3设置有推料座30、用于驱动推料座30横移送料的横移驱动装置31以及安装于推料座30的推料气缸32。实际应用中,出仓推料机构4用于将酒盒底座01从储料机构2推至推料座30,横移驱动装置31带动推料座30抵顶着酒盒底座01移动至酒盒盒体的开口处,然后推料气缸32用于将位于推料座30处的酒盒底座01推入外界的酒盒盒体02的内腔内。本实用新型实现对酒盒底座01全自动出仓供料以及进仓组装,大幅度降低劳动强度,提高酒盒生产线的生产效率,并且其相对于人工组装方式,能保证酒盒底座01每次推入的深度一致,从而保证同批生产出来的酒盒一致性高。
25.在进一步的技术方案中,所述推料座30的上方还设置有推料导引机构5,推料导引机构5包括架设于第一基座1的导引安装座50、安装于导引安装座50的导引气缸51以及设置于推料座30上方并驱动连接于导引气缸51的延长导引板52,延长导引板52位于待装入的酒盒底座01上方,在酒盒底座01的移送过程起到直线导引作用,防止推料气缸32在推料过程中推翻酒盒底座01。
26.在更进一步的技术方案中,所述第一基座1还设置有用于定位酒盒盒体02的盒体定位机构6,盒体定位机构6包括架设于第一基座1的盒体定位座60、设置于盒体定位座60的盒体定位气缸61以及驱动连接于盒体定位气缸61的限位夹钳62,在酒盒底座01入仓时,盒体定位气缸61驱动限位夹钳62下移卡紧酒盒盒体02。
27.较佳的,所述限位夹钳62的左右两侧分别倾斜安装有一延长挡料杆63,在盒体定位气缸61驱动限位夹钳62下移以卡紧限位酒盒盒体02时,两个延长挡料杆63分别位于酒盒盒体02的开口两侧。
28.较佳的,所述储料机构2包括背靠座20以及对称安装于背靠座20左右两侧的两个立式挡板21,两个立式挡板21均呈纵向延伸,并与背靠座20围成一能够用于上下堆叠酒盒底座01的底座储料腔22,底座储料腔22的下部设置成开放式结构,以形成一供出仓推料机构4将酒盒底座01推出的出料通道,出料通道的前侧设置有储料护板23。其中,所述出仓推料机构4包括设置于出料通道一侧的出仓推料气缸40、驱动连接于出仓推料气缸40的出仓推料板41以及设置于出料通道另一侧的接料气缸42。这样的结构设计巧妙,其相对于采用机械手对酒盒底座01进行上下料,储料以及出料方便,设备生产成本更低。
29.具体地,所述储料机构2还包括设置于底座储料腔22的上部或者中部的出料定位装置24,出料定位装置24包括架设于背靠座20的出料定位座240、安装于出料定位座240的出料定位气缸241以及驱动连接于出料定位气缸241的出料定位块242,出料定位块242呈筒柱状,在出仓推料机构4推料时,出料定位气缸241驱动出料定位块242伸入出料通道内并抵顶位于上方的酒盒底座01。
30.具体地,所述进仓推料机构3还包括架设于基座的横移固定座33、滑动安装于横移固定座33的横移滑座34、安装于横移滑座34的微调驱动座35以及驱动微调驱动座35相对横移滑座34微调的微调驱动气缸36,所述推料座30安装于该微调驱动座35,所述横移驱动装置31用于驱动横移滑座34相对于横移固定座33滑动。实际应用,横移驱动装置31驱动横移滑座34滑动至指定位置,然后微调驱动气缸36驱动微调驱动座35调整位置,使推料座30对准酒盒盒体02的开口处。
31.具体地,所述横移驱动装置31选用拖链传输装置。
32.具体地,如图6所示,本实用新型还包括独立于第一基座1的盒体供料装置7,盒体供料装置7包括上料机座70、设置于上料机座70一侧的盒体上料机构71、设置于上料机座70另一侧的组装工作台72以及用于将盒体上料机构71内的酒盒盒体02移送至组装工作台72的移料机械手73。本实用新型实现了酒盒底座01与酒盒盒体02各自供料工序、以及酒盒底座01装入酒盒盒体02内腔的工序,优化了酒盒生产线,缩短酒盒生产周期。
33.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1