带底切的天然纤维盖的制作方法
1.本发明涉及一种制造部件,其作为成型台中的第一工具以形成底切(undercut)、具有这种制造部件的成型台、包括这种成型台的成型装置、利用包括底切的这种成型台制造的最终成型(endformed)盖以及制造这种具有底切的盖的方法。
背景技术:
2.人们希望保护公民和环境免受塑料污染。特别是一次性塑料制品,如包装材料或塑料刀叉和餐具,会产生大量的废物。在这方面,对塑料包装材料和容器的替代材料的需求日益增加,利用这些材料,这些产品可以由可回收的塑料、低塑料含量的材料或者甚至由无塑料的材料制造。
3.在挤出过程中使用天然纤维代替传统塑料的想法至少从20世纪90年代早期就已经存在,例如参见ep 0 447 792b1。和大多数纤维加工方法一样,这里的原材料是纸浆。原则上,纸浆由水、天然纤维和粘合剂如工业淀粉(马铃薯淀粉)组成,并具有浆状稠度。
4.由于消费者对具有不同尺寸、形状和要求的各种各样的与自然相容的产品感兴趣,并且不一定需要非常大量的这些产品,因此希望有一种由天然纤维制成的与环境相容的模制部件的制造方法和相应的可用机器,以便能够有效地、灵活地和可重复地生产这些具有良好质量的产品(模制部件)。
5.在容器盖的情况下,例如对于咖啡杯等,塑料盖通常包括底切部,以获得容器的牢固闭合,以防止容器盖的意外抬起,从而防止容器内容物意外泄漏。当盖布置在容器的顶部并且底切在安全位置卡扣到容器上时,底切用作在盖听到或感觉到咔哒声而关闭容器时给用户的触觉或声学反馈。在使用由天然纤维制成的盖的情况下,这种底切的制备是困难的。还没有用于成型机的工具技术来制造具有提供这种可靠反馈的底切的盖。因此,由天然纤维材料制成的盖不能在不损失安全性的情况下替代塑料盖。
6.因此,需要提供一种能够用天然纤维材料制造盖的工具技术,从而为用这种盖封闭容器提供共同的安全水平。
技术实现要素:
7.本发明的一个目的是提供一种能够用天然纤维材料制造盖的工具技术,提供用于封闭具有这种盖的容器的共同安全水平。
8.该目的通过一种制造部件来实现,该制造部件用作成型台中的第一工具,至少用于对由包括天然纤维的材料制成的预成型盖进行最终成型,该预成型盖包括顶部和围绕顶部的侧部,其中制造部件适于接触预成型盖的外侧,以通过沿着制造部件的中心轴线在轴向方向上施加第一运动以及随后在第二方向上朝向预成型盖的侧部施加第二运动来最终成型预成型盖,其中制造部件的多个侧部成型元件布置成施加第二运动,将外部压力施加到侧部的外侧上,以在侧部中形成底切。
9.这样的底切对于在关闭诸如咖啡杯等容器时向用户提供可靠的触觉或声学反馈
是必要的,以告知用户容器的已建立且安全的关闭。为了保护用户,装有危险物质(如热液体)的容器应安全关闭。在已经接收到由底切提供的反馈之后,用户可以确保不会以非预期的方式接触到危险的内容物(例如通过将热咖啡洒在他们的手指上)。
10.术语“底切”表示当将两个部件(形成封闭容器的容器和盖)连接在一起时,与另一个部件(例如容器)相互作用的部件(盖)内的合适的弯曲或弧形形状。底切与另一个部件的对应的相反形状接合,或者咬合在另一个部件的卷边或边缘的后面,以便将一个部件机械地牢固固定到另一个部件上。根据相应容器的特性,在本发明的范围内,盖内的底切可以具有不同的形状。
11.由侧部成型元件预成型的第二运动指向预成型盖的侧部,将把底切引入该侧部。优选地,第二运动垂直于侧部的外侧。因为侧部具有围绕盖顶部的形状,所以侧部成型元件具有类似的形状,以便优选地使侧部与侧部成型元件的内侧完全接触。在圆形盖的情况下,第二运动径向指向制造部件的中心轴,该中心轴是圆形盖的对称轴。
12.术语“最终成型盖”表示最终成型盖形状的特定制造步骤。最终成型并不排除在最终成型盖之后可以进行不改变盖形状的附加生产步骤。最终成型也不限制或排除最终成型发生之前的任何生产步骤。为了最终成型盖,盖可以作为已经存在的预成型件提供,或者盖的材料可以以其他形式提供(例如作为片材提供),并且将在预成型台中或者直接在成型台内预成型。
13.盖可以具有任何合适的形状来封闭相应的容器,容器也可以具有任何合适的形状。盖具有顶部和围绕顶部的侧部。普通的盖可以是圆形或矩形的。然而,任何其它形状的盖和容器也是可能的。根据本发明的制造部件和成型台适于在盖的侧部形成底切,不限于盖的特定形状,也不限于底切的特定形状。盖的材料包括天然纤维。该材料可以包括附加的其他材料,例如作为复合材料与天然纤维一起应用,或者作为附加层应用在天然纤维材料的顶部。这种层或多层可以施加到盖的外侧或内侧。在一个实施例中,盖完全被这些层覆盖。在一个实施例中,盖可以由天然纤维材料构成。在任何情况下,天然纤维材料可以用其它材料浸渍,以增加至少对液体和/或湿气的抵抗力或不渗透性。
14.制造部件被用作成型台中的工具。这里,根据特定的成型台和成型过程,制造部件可以是成型台中的上部或下部工具。
15.术语“在另一个工具的顶部移动一个工具”并不意味着任何移动方向,尤其不是被移动的一个工具布置在另一个工具的上方。该术语简单地表示至少在成型底切的过程中两个工具一起移动。
16.根据本发明的制造部件提供了一种工具技术,该技术能够由天然纤维材料制造盖,通过在最终成型盖中形成底切,为用这种盖封闭容器提供了共同的安全水平。
17.在一个实施例中,侧部成型元件围绕中心轴线布置,其中侧部成型元件适当地成型以在施加第二运动之前在相邻的侧部成型元件之间提供自由空间。围绕中心轴线的布置使得侧部成型元件能够沿着预成型盖的侧部的整个侧部引入底切。自由空间使得所有的侧部成型元件能够向预成型盖的整个侧部施加限定的外部压力,因为侧部成型元件具有足够的移动自由度来完全接触侧部,而不会由于相邻侧部成型元件之间的机械接触而受到阻碍。
18.在另一个实施例中,制造部件包括至少三个侧部成型元件、优选四至六个侧部成
型元件、更优选七至九个侧部成型元件、甚至更优选十个侧部成型元件。随着侧部成型元件数量的增加,所施加的外部压力将在预成型盖的侧部周围更加均匀。然而,用所有侧部成型元件进行第二运动的机械结构的复杂性将随着侧部成型元件的数量而增加。上述特定数量的侧部成型元件是所施加的外部压力的均匀性和建立并保持机械结构以预成型第二运动的努力之间的良好折衷。
19.在另一个实施例中,在圆形预成型盖具有圆周侧部的情况下,第二方向是朝向中心轴线的径向方向,并且侧部成型元件围绕中心轴线圆形地布置。
20.在另一个实施例中,每个侧部成型元件包括朝向预成型盖的侧部的外侧的内侧,其中每个内侧具有适于底切的期望形状的轮廓。优选地,侧部成型元件被适当地成型以提供围绕预成型盖的侧部的底切。沿着盖的整个侧部定位的底切将提供容器的非常安全的封闭。圆周底切将提供容器的更安全的封闭。
21.在另一个实施例中,用于与预成型盖的天然纤维材料接触的制造部件的至少一部分表面由具有降低的摩擦或粘附特性的材料制成。通过平滑制造部件的表面可以减少摩擦或粘附。为此目的,制造部件可以由表面可以被抛光的材料制成。可选地,制造部件可以至少局部覆盖有光滑涂层。优选地,至少侧部成型元件的内侧由具有降低的摩擦或粘附特性的材料制成,或者涂覆有至少一层这种材料。
22.本发明还涉及一种成型台,该成型台包括至少用于最终成型预成型盖的第一工具和第二工具,其中根据本发明的制造部件是第一工具、优选为上部工具,而第二工具、优选为下部工具,适于至少承载预成型盖,其中至少一个电机系统适于在第一运动和随后的第二运动之间在第二工具的顶部上移动第一工具,其中预成型盖位于第一运动和随后的第二运动之间,以朝向预成型盖的侧部移动第一工具的侧部成型元件,将外部压力施加到侧部的外侧上,以在侧部中形成底切。
23.根据本发明的成型台提供了一种工具技术,该技术能够用天然纤维材料制造盖,通过在最终成型盖中形成底切,为用这种盖封闭容器提供了共同的安全水平。
24.当成型底切时,第二工具作为第一工具的配对部件。在一个实施例中,第二工具适当地形成为在由侧部成型元件向侧部的外侧施加外部压力的过程中至少支撑侧部的内侧,从而侧部成型元件可靠地成型底切。
25.在另一个实施例中,第二工具包括支撑侧部的内侧的配对部件,其中配对部件的轮廓适合于在侧部的内侧成型底切的期望形状。与不包括这种配对部件的工具相比,利用这种配对部件,成型底切的外部压力可以在更明确和可再现的过程中施加。
26.在另一个实施例中,配对部件被分成可移动的配对部件元件,这些配对部件元件适于朝向中心轴线移动,以便能够在最终成型之后容易地释放最终成型盖。
27.在另一个实施例中,成型台适于从预成型台接收预成型的盖。在这里,生产过程的自动化程度增加,也导致更有效和更快速的过程。
28.在另一个实施例中,成型台适于在最终成型预成型的盖之前预成型盖。这里,所需处理台的数量减少,能够提供更紧凑的处理。
29.在另一个实施例中,该材料被提供为用于预成型盖的片材。片材能够实现准连续生产过程。与纸浆工艺相比,片材形式的材料可以更容易处理且占用空间更少。在另一个实施例中,片材直接提供给成型台,在此成型台预成型并最终成型盖。
30.在另一个实施例中,第一工具和第二工具都由电机系统移动,以将上部工具放置在第二工具的顶部,优选地,两个工具同时移动。移动两个部件导致成型台的第一工具和第二工具的打开和关闭时间减少。
31.本发明还涉及一种成型装置,该成型装置包括根据本发明的成型台和预成型台,其中预成型台适于由包括天然纤维的材料预成型盖,成型台适于从预成型台接收预成型盖,并提供包括在最终成型盖的侧部内的底切的最终成型盖。作为成型装置的一部分的预成型台允许在一个装置中控制预成型和最终成型这两个生产步骤,从而获得更好的过程控制和更好的最终成型质量。
32.根据本发明的成型装置提供了一种工具技术,该技术能够用天然纤维材料制造盖,通过在最终成型盖中形成底切,为用这种盖封闭容器提供了共同的安全水平。
33.在一个实施例中,成型装置还包括将预成型的盖输送到成型台以形成预成型的盖的转运台。这也增加了生产过程的自动化程度,进一步获得更有效和更快速的过程。在优选实施例中,成型装置还包括堆叠台,以堆叠从成型台输出的最终成型盖。
34.在另一个实施例中,材料作为片材提供给预成型台,以由片材预成型盖。片材能够实现准连续生产过程。与纸浆工艺相比,片材形式的材料可以更容易处理且占用空间更少。
35.在另一个实施例中,预成型台应用纸浆工艺来预成型盖。使用天然纤维形成产品是一种长期存在的需求。目前市场上有天然纤维产品,但是质量和性能不能满足食品容器的要求。与大多数纤维加工过程一样,这里的原材料基础是纸浆。原则上,纸浆由水、天然纤维和粘合剂如工业淀粉(马铃薯淀粉)组成,并具有浆状稠度。术语“纸浆”是指包含纤维的流体物质,这里是环境友好的可降解纤维材料。术语“液体”在这里是指纸浆的聚集状态,其中液体纸浆包括纤维形式的环境可降解纤维材料。纤维可以是单根纤维、纤维结构或由几根粘在一起的纤维组成的纤维组。纤维代表纤维材料,不管它们是否作为单根纤维、纤维结构或纤维组存在于纸浆中。纤维以这样的方式,例如作为液体溶液和纤维材料的混合物或悬浮液溶解在液体溶液中,使得它们以尽可能相等的浓度漂浮在液体溶液中,而与位置无关。
36.本发明还涉及一种由包括天然纤维的材料制成的最终成型盖,该最终成型盖包括顶部和围绕顶部的侧部以及侧部中的底切,该底切由根据本发明的成型台形成,优选地,该底切围绕侧部。
37.最终成型盖的材料包括天然纤维。该材料可以包括附加的其他材料,例如作为复合材料与天然纤维一起应用,或者作为附加层应用在天然纤维材料的顶部。这种层或多层可以施加到盖的外侧或内侧。在一个实施例中,最终成型盖完全被这些层覆盖。天然纤维材料的层或附加材料可以在盖最终成型之前或之后施加。在一个实施例中,最终成型盖可以由天然纤维材料构成。在任何情况下,天然纤维材料可以用其它材料浸渍,以增加至少对液体和/或湿气的抵抗力或不渗透性。
38.根据本发明的最终成型盖源于一种工具技术,该工具技术能够由天然纤维材料制造盖,通过在最终成型盖中形成底切,为用这种盖封闭容器提供了共同的安全水平。
39.本发明还涉及一种利用根据本发明的成型台提供由包括天然纤维的材料制成的最终成型盖的方法,该成型台具有根据本发明的制造部件作为第一工具和第二工具,其中预成型的盖包括顶部和围绕顶部的侧部,该方法包括以下步骤:
[0040]-提供预成型盖;
[0041]-至少利用第一工具沿制造部件的中心轴线在轴向方向上预成型第一运动以接触盖的外侧;
[0042]-在第二方向上预成型随后的第二运动,其中第一工具的多个侧部成型元件朝向盖的中心轴线运动,以在盖的侧部的外侧上施加外部压力,从而在侧部中形成底切,以建立最终成型盖;和
[0043]-输出侧部有底切的最终成型盖。
[0044]
根据本发明的方法允许使用能够由天然纤维材料制造盖的工具技术,通过在最终成型盖中形成底切,提供用于封闭具有这种盖的容器的共同安全水平。
[0045]
在一个实施例中,该方法还包括在预成型台中预成型材料以提供预成型盖的步骤。
[0046]
在另一个实施例中,该方法还包括以下步骤:
[0047]-使用转运台将预成型盖从预成型台转运到成型台;和/或
[0048]-通过堆叠台堆叠从成型台输出的最终成型盖。
[0049]
在另一个实施例中,该方法还包括将材料作为片材提供给用于预成型步骤的预成型台的步骤。
[0050]
在该方法的另一个实施例中,预成型材料的步骤应用纸浆工艺。
[0051]
在该方法的另一个实施例中,预成型材料的步骤可以在最终成型预成型盖之前在成型台中预成型,其中成型台可以预成型预成型台的功能,优选地,材料作为片材提供给成型台。与预成型台中应用的工艺或用于预成型盖的任何其它台中应用的工艺相比,成型台可以以不同的方式预成型盖。
[0052]
应该指出的是,在专利申请的上下文中,不定冠词和不定数字数据例如“一个
……”
,“两个
……”
等等。通常应理解为最小数据,即“至少一个
……”
,“至少两个
……”
等等,除非意味着从上下文或某一段落的具体文本中可以清楚地看出只有“恰好一个
……”
,“正好两个
……”
等等。
[0053]
应当理解,上述实施例或其特征也可以以偏离权利要求及其后参考文献的任何组合彼此组合,以便在本发明的范围内提供对上述任务的解决方案。
[0054]
在各个图中就其功能而言至少基本上相同的部件用相同的附图标记来标记,由此不必在所有图中对这些部件进行编号和解释。
附图说明
[0055]
在图中:
[0056]
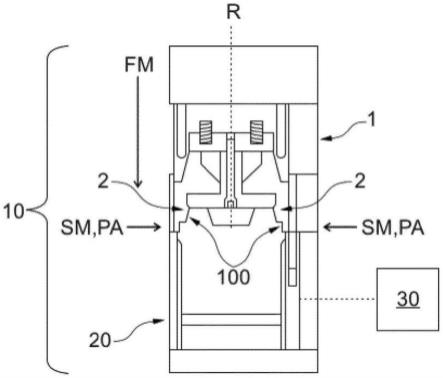
图1:根据本发明的具有作为上部工具的制造部件的成型台;
[0057]
图2:根据本发明的带有底切的最终成型盖;
[0058]
图3:侧部成型元件(a)在第二运动之前和(b)在产生底切的第二运动之后;
[0059]
图4:(a)第二工具的配对部分和(b)成型台的侧视示意图;
[0060]
图5:根据本发明的成型装置;和
[0061]
图6:根据本发明提供由天然纤维材料制成的最终成型盖的方法。
具体实施方式
[0062]
图1示出了成型台10,其包括第一和第二工具1、20,至少用于最终成型由包括天然纤维的材料m制成的预成型盖100,其中第一工具1是上部工具,第二工具20是下部工具,适于至少承载预成型盖100,其中至少一个电机系统30适于在第一运动fm和随后的第二运动sm中在第二工具20的顶部移动第一工具1,其中预成型盖100在第一运动fm和随后的第二运动sm之间,以使预成型盖100最终成型为包括底切140。制造部件1在成型台10中建立第一工具1。预成型盖100包括顶部130和围绕顶部130的侧部110。制造部件1(第一工具)适于接触预成型盖100的外侧110,以通过沿着制造部件1的中心轴线r在轴向方向上施加第一运动fm来最终成型预成型盖100。这里,第一工具1和第二工具20都由电机系统30移动,以将上部工具1放置在第二工具20的顶部,优选地,两个工具1、20同时移动。随后,由制造部件1预成型朝向预成型盖100的侧部120的第二方向上的第二运动sm。制造部件1的多个侧部成型元件2布置成施加第二运动sm,将外部压力pa施加到侧部120的外侧110上,以在侧部120中形成底切140。这里,制造部件1的旨在与预成型盖100的材料m接触的表面的至少一部分由具有降低的摩擦或粘附特性的材料制成。第二工具20被适当地成型为在由侧部成型元件2向侧部110的外侧110施加外部压力的过程中至少支撑侧部120的内侧150,使得侧部成型元件2可靠地形成底切140。成型台10适于从预成型台50接收预成型盖100。可选地,成型台10可以适于在最终成型预成型盖100之前预成型盖100。材料m可以作为用于预成型盖100的片材提供。
[0063]
图2示出了根据本发明的具有底切140的最终成型盖100’,该盖由包括天然纤维的材料m制成。最终成型盖100’包括顶部130和围绕顶部130的侧部110,侧部110具有外侧110和内侧150。外侧110表示盖顶部的外侧以及盖100’的侧部120。盖100’还包括由根据本发明的成型台10形成的侧部120中的底切140。优选地,底切140围绕侧部120。这里示出的与最终成型盖100相关的侧部120、外侧110、内侧150和顶部130的数字也适用于预成型的盖100。
[0064]
图3示出了用于产生底切140的第二运动sm之前的(a)和第二运动sm之后的(b)侧部成型元件2。侧部成型元件2围绕中心轴线r布置,其中侧部成型元件2被适当地成型,以在施加第二运动sm之前在相邻的侧部成型元件2之间提供自由空间21,参见图3a。这里,制造部件1包括四个彼此对称布置的侧部成型元件2。其他实施例可以具有不同数量侧部成型元件2。在该示例中,预成型盖100是圆形的,具有环绕的侧部110,用于第二运动sm的第二方向是朝向中心轴线r的径向方向,并且侧部成型元件2围绕中心轴线r圆形布置。每个元件2包括朝向侧部120的外侧110的内侧2i,其中每个内侧2i具有适合于底切140的期望形状的轮廓,其中侧部成型元件2的形状适合于提供底切140环绕预成型盖100的侧部120。至少侧部成型元件2的内侧2i可以由具有降低的摩擦或粘附特性的材料制成或涂有至少一层这种材料。
[0065]
图4以侧视图示出了(a)第二工具20的配对部件40和(b)成型台10的示意图。第二工具20包括配对部件40,以支撑预成型盖100的侧部120的内侧150,其中配对部件40的轮廓适于在侧部120的内侧150处形成底切140的期望形状。配对部件40插入可移动配对部件元件45(参见图4a)中,该配对部件元件45适于朝着中心轴线r移动,以便在最终成型之后从成型台10释放最终成型盖100’。
[0066]
图5示出了根据本发明的成型装置80,包括根据本发明的成型台10和预成型台50。
预成型台50适于由包括天然纤维的材料m预成型盖100。成型台10适于从预成型台50接收预成型的盖100,并提供包括在最终成型盖100’的侧部120内的底切140的最终成型盖100’。成型装置80还包括将预成型盖100输送到成型台10以形成预成型盖100的转运台60,以及堆叠从成型台10输出的最终成型盖100的堆叠台70。这里,材料m作为片材被提供给预成型台50,以由片材预成型盖100。可选地,预成型台50可以应用纸浆工艺来预成型盖100。
[0067]
图6示出了一种方法200,该方法200提供根据本发明的由包括天然纤维的材料m制成的最终成型盖100,具有根据本发明的成型台10,其中根据本发明的制造部件1作为第一工具和第二工具20,其中预成型的盖100包括顶部130和围绕顶部130的侧部110,该方法包括以下步骤:提供210预成型的盖100;至少利用第一工具1沿着制造部件1的中心轴线r在轴向上预成型220第一运动fm,以接触盖100的外侧110;在第二方向上预成型230随后的第二运动sm,其中第一工具1的多个侧部成型元件2朝向盖100的中心轴线r运动,以将外部压力pa施加到盖100的侧部120的外侧110上,从而在侧部120中形成底切140,以建立最终成型盖100’;以及输出240在侧部120中具有底切140的最终成型盖100’,最后通过堆叠台70堆叠270从成型台10输出的最终成型盖100’。在一个实施例中,该方法包括在预成型台50中预成型250材料m以提供预成型盖100的步骤以及将预成型盖100从预成型台50转运260到具有转运台的成型台10的步骤60。这里,材料m可以作为用于预成型步骤250的片材提供280到预成型台50。可选地,材料m的预成型步骤250可以应用纸浆工艺。在另一替代方案中,材料m的预成型步骤250可以在最终成型预成型盖100之前在成型台10中预成型,其中成型台10预成型预成型台50的功能。在这种情况下,材料m例如作为板材280被直接提供给成型台10,用于利用上部工具在轴向方向上预成型220第一运动。
[0068]
在这一点上,应该明确指出的是,如果必要的话,上述或权利要求和/或附图中描述的解决方案的特征也可以组合,以便能够以相应的累积方式实施或实现所解释的特征、效果和优点。
[0069]
附图标记
[0070]
1 根据本发明的制造部件(第一工具,例如上部工具)
[0071]
2 制造部件的侧部成型元件
[0072]
2i 侧部成型元件的内侧
[0073]
21 相邻侧部成型元件之间的自由空间
[0074]
10 根据本发明的成型台
[0075]
20 第二工具,例如下部工具
[0076]
30 成型台的电机系统
[0077]
40 第二工具的配对部件,例如第二工具的环形部分
[0078]
45 配对部件元件
[0079]
50 预成型台
[0080]
60 转运台
[0081]
70 堆叠台
[0082]
80 根据本发明的成型装置
[0083]
100 预成型盖
[0084]
100
’ꢀ
根据本发明的最终成型盖
[0085]
110 盖的外侧,例如盖侧部的外侧
[0086]
120 盖的侧部
[0087]
130 盖的顶部
[0088]
140 底切
[0089]
150 盖侧部的内侧
[0090]
200 利用根据本发明的成型台最终成型由天然纤维材料制成的盖的方法210 提供预成型的盖
[0091]
220 用上部工具沿轴向预成型第一运动
[0092]
230 利用上部工具的多个侧部成型元件在径向方向上预成型随后的第二运动
[0093]
240 输出最终成型盖
[0094]
250 在预成型台预成型盖
[0095]
260 用转运台将盖从预成型台转运到成型台
[0096]
270 通过堆叠台堆叠从成型台输出的最终成型盖
[0097]
280 提供作为片材的天然纤维材料
[0098]
d 底切深度
[0099]
r 盖的中心轴
[0100]
pa 轴向压力
[0101]
m 天然纤维材料
[0102]
fm 第一运动
[0103]
sm 第二运动
[0104]
rm 从第二工具上释放最终成型盖的运动
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1