浸胶纸板的制作方法与流程
1.本技术涉及饰面纸制造领域,特别是涉及浸胶纸板的制作方法。
背景技术:
2.现有的饰面纸的制备技术中,为了除去饰面纸及板材中的醛类物质,尤其是对胶合板的醛类物质的除去,一种方案是通过加固密封,以锁住醛类物质的挥发,就需要对胶合板的密封技术要求高;一种方案是通过在胶合板中加入除醛剂,以减少醛类物质的含量,该方案对生产工艺的要求高;再一种方案是通过在制作胶纸的时候,加入除醛成分,形成稳定且长期除醛的效果,该方案对除醛物质的工艺要求高。因此,从工艺难度来看,现有技术的饰面胶膜纸的除醛,都存在要求高的问题,普通生产者不容易达到,也就不容易大规模推广。
技术实现要素:
3.基于此,本技术的目的在于,提供浸胶纸板的制作方法,其具有有效降低生产工艺的难度要求的优点。
4.本技术的一方面,提供一种浸胶纸板的制作方法,包括步骤:
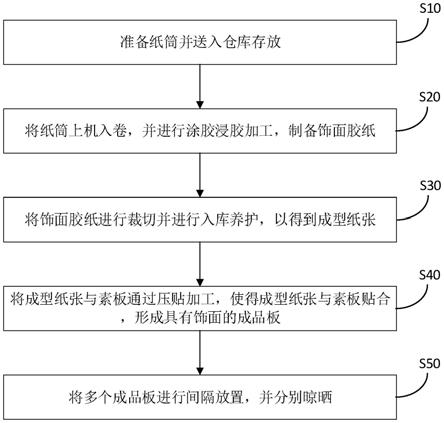
5.准备纸筒并送入仓库存放;
6.将纸筒上机入卷,并进行涂胶浸胶加工,制备饰面胶纸;
7.将饰面胶纸进行裁切并进行入库养护,以得到成型纸张;
8.将成型纸张与素板通过压贴加工,使得成型纸张与素板贴合,形成具有饰面的成品板;
9.将多个成品板进行间隔放置,并分别晾晒;
10.其中,所述将饰面胶纸进行裁切并进行入库养护包括步骤:
11.将饰面胶纸通过调平矫正器进行张拉和调平,使得饰面胶纸变得平整;
12.将平整的饰面胶纸进行分段精确切割,以得到分段的胶纸单张,每一胶纸单张的一端通过两个夹子夹持,两个夹子分别通过横杆放置在摆放架上;多个胶纸单张分别平行间隔挂在该摆放架上,每一所述胶纸单张在重力作用下竖向放置;
13.在摆放架上方设置多个雾化喷头,多个雾化喷头均布设置,在摆放架的底端设置抽风管,抽风管的一端设置有抽风口,其另一端与除湿装置连接;通过雾化喷头向下喷洒雾化的水汽,使得胶纸单张表面及其周围的空气中湿度增加,并通过抽风口将加湿的空气抽走,两张所述胶纸单张间的空气的湿度达到60%-70%;通过热风管从侧向对胶纸单张之间的空气进行加热,使得环境温度达到41℃-46℃;该雾化阶段的养护周期为3-5天;
14.完成雾化阶段的养护后,进行静置养护;包括将竖放的胶纸单张从夹子上取下并堆叠放置,成堆的胶纸单张的总厚度控制在10-20cm;控制环境中的湿度为40%-48%,环境温度维持恒温25℃,控制胶纸单张的含水量为5%-8%,其固体量控制在20%-35%;该静置养护的周期为5-7天。
15.本技术所述的浸胶纸板的制作方法,通过多重功能结合,以实现快速除醛和防止甲醛外溢的效果。首先,在进行胶纸单张的养护时,一边通过雾化的水汽进行周围环境的加湿,一边通过热风提供环境的升温,再一边进行抽湿,从而快速的将胶纸单张外溢的甲醛除去,同时温度升至41℃-46℃时,既不会影响胶纸单张的性能,又能较好的促进甲醛的释放,通过湿空气对胶纸单张周围环境中的甲醛快速吸附和溶解,并通过抽湿的方式进行除甲醛,如此循环作用,使得胶纸单张的甲醛快速释放和挥发,从而快速除去。其次,经过除醛的胶纸单张,与素板压贴之后,经过晾晒和养生,再一次进行了除醛。进而达到快速降解板材中含有的醛类物质的效果。最后,本技术的制作方法简单容易,对设备和工艺的要求不高,对环境的要求也较低,容易实现且便于推广。
16.进一步地,所述将纸筒上机入卷,并进行涂胶浸胶加工,制备饰面胶纸,包括:将纸筒放置在卷纸输送装置上进行输送,分别进行三次上胶和烘干,以制备出饰面胶纸。
17.进一步地,所述分别进行三次上胶和烘干,包括步骤:
18.第一次上胶;调整纸筒输送出的卷纸的入胶层自动调胶转速达到800-1000转/分;
19.第一次烘干;完成第一次上胶后,将卷纸输送至12米烘干机进行第一次烘干,烘干温度为80℃-95℃;完成第一次烘干后,卷纸冷却至20℃-25℃;
20.第二次上胶;完成第一次烘干后,将卷纸进行上下入胶涂胶;
21.第二次烘干,完成第二次上胶后,将卷纸输送至5米烘干机进行第二次烘干,烘干温度为80℃-95℃;完成第二次烘干后,卷纸冷却至20℃-25℃;
22.第三次上胶;完成第二次烘干后,将卷纸进行第三次入胶涂胶;
23.整平;完成第三次上胶后,对卷纸进行初次整平,平衡度控制在95%-99.9%;
24.第三次烘干;完成整平后,对卷纸进行第三次烘干,烘干温度为120℃-150℃。
25.进一步地,在所述第一次上胶时添加吸附甲醛剂,其中吸附甲醛剂的体积百分比为20%-25%;
26.在所述第二次上胶时添加吸附甲醛剂,其中吸附甲醛剂的体积百分比为20%-25%。
27.进一步地,第一次烘干采用天然气加热烘干,第二次烘干采用天然气加热烘干,第三次烘干采用电子光速固化。
28.进一步地,所述将纸筒上机入卷,并进行涂胶浸胶加工,制备饰面胶纸,还包括:在进行第一次烘干之前,对卷纸进行图案印刷,以及除静电,除静电时的转速为38-40转/分。
29.进一步地,所述将成型纸张与素板通过压贴加工,包括步骤:
30.在恒温恒湿的环境下进行成型纸张的运输,成型纸张平整摆放,温度恒定在25℃,湿度恒定在40%-50%;
31.将成型纸张与素板分别放置在压贴装置上,通过1600吨-2000吨压贴机,一次性压贴加工成功纸张和素板,并制得成品板;压贴加工时的温度为180℃-200℃,压贴的贴合加持时间为20-28秒。
32.进一步地,所述将多个成品板进行间隔放置,并分别晾晒,包括:
33.将压贴完成的成品板输送至晾板架上,成品板竖向放置,多个成品板之间平行间隔设置;
34.晾板的时长为30分钟,板间距为110mm;
35.晾板至成品板温度低于40℃时,放入仓库养生;养生期为4-7天。
36.进一步地,在所述将多个成品板进行间隔放置,并分别晾晒之后,还包括步骤:在成品板的表面喷涂铝硅酸钠涂层。
37.进一步地,所述在成品板的表面喷涂铝硅酸钠涂层包括:
38.制备铝硅酸钠溶液并搅拌均匀,通过涂膜器将铝硅酸钠溶液均匀涂膜在成品板的表面,涂膜的厚度为0.1mm-0.5mm;风干后形成铝硅酸钠涂层;
39.若风干后涂层表面出现裂纹或者孔洞,再次通过涂膜器涂覆铝硅酸钠溶液,以得到平滑表面覆盖膜。
40.为了更好地理解和实施,下面结合附图详细说明本技术。
附图说明
41.图1为本技术一种示例性的浸胶纸板的制作方法的流程图;
42.图2为本技术另一示例性的浸胶纸板的制作方法的流程图;
43.图3为本技术示例性的摆放架、夹子、横杆的连接关系示意图。
具体实施方式
44.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。在本技术的描述中,除非另有说明,“多个”的含义是两个或两个以上。
45.请参阅图1-图3,本技术示例性的一种浸胶纸板的制作方法,包括步骤:
46.s10、准备纸筒并送入仓库存放;
47.s20、将纸筒上机入卷,并进行涂胶浸胶加工,制备饰面胶纸;
48.s30、将饰面胶纸进行裁切并进行入库养护,以得到成型纸张;
49.s40、将成型纸张与素板通过压贴加工,使得成型纸张与素板贴合,形成具有饰面的成品板;
50.s50、将多个成品板进行间隔放置,并分别晾晒;
51.其中,所述将饰面胶纸进行裁切并进行入库养护包括步骤:
52.s31、将饰面胶纸通过调平矫正器进行张拉和调平,使得饰面胶纸变得平整;
53.s32、将平整的饰面胶纸进行分段精确切割,以得到分段的胶纸单张,每一胶纸单张的一端通过两个夹子93夹持,两个夹子93分别通过横杆92放置在摆放架91上;多个胶纸单张分别平行间隔挂在该摆放架91上,每一所述胶纸单张在重力作用下竖向放置;多个横杆92间隔设置,横向92之间平行排布;
54.s33、在摆放架上方设置多个雾化喷头,多个雾化喷头均布设置,在摆放架的底端设置抽风管,抽风管的一端设置有抽风口,其另一端与除湿装置连接;通过雾化喷头向下喷洒雾化的水汽,使得胶纸单张表面及其周围的空气中湿度增加,并通过抽风口将加湿的空气抽走,两张所述胶纸单张间的空气的湿度达到60%-70%;通过热风管从侧向对胶纸单张之间的空气进行加热,使得环境温度达到41℃-46℃;该雾化阶段的养护周期为3-5天;
55.s34、完成雾化阶段的养护后,进行静置养护;包括将竖放的胶纸单张从夹子上取下并堆叠放置,成堆的胶纸单张的总厚度控制在10-20cm;控制环境中的湿度为40%-48%,环境温度维持恒温25℃,控制胶纸单张的含水量为5%-8%,其固体量控制在20%-35%;该静置养护的周期为5-7天。
56.优选示例中,摆放架上设置有凹位,以便于放置横杆。
57.本技术所述的浸胶纸板的制作方法,通过多重功能结合,以实现快速除醛和防止甲醛外溢的效果。首先,在进行胶纸单张的养护时,一边通过雾化的水汽进行周围环境的加湿,一边通过热风提供环境的升温,再一边进行抽湿,从而快速的将胶纸单张外溢的甲醛除去,同时温度升至41℃-46℃时,既不会影响胶纸单张的性能,又能较好的促进甲醛的释放,通过湿空气对胶纸单张周围环境中的甲醛快速吸附和溶解,并通过抽湿的方式进行除甲醛,如此循环作用,使得胶纸单张的甲醛快速释放和挥发,从而快速除去。其次,经过除醛的胶纸单张,与素板压贴之后,经过晾晒和养生,再一次进行了除醛。进而达到快速降解板材中含有的醛类物质的效果。最后,本技术的制作方法简单容易,对设备和工艺的要求不高,对环境的要求也较低,容易实现且便于推广。
58.在一些优选实施例中,在摆放架的侧面放置多个暖风出风口,并在出风口设置分布网,以均布出风口的风向,使得热风分散。进一步的,在相对密封的环境下进行入库养护作业,以保证胶纸单张所在场地内的相对湿度,也能保证空气的流动方向,不受室外环境的影响。进一步的,在该场地内设置风向扰动设备,以促进室内空气的流通,进而尽量使得室内的每一胶纸单张都形成相同的湿度和温度。
59.在一些优选实施例中,雾化喷头置于所述摆放架的顶面的上方2米处。进一步的,除湿装置与光触媒净化系统连接,除湿装置进行除湿后,将气液分离,分离出来的气经过光触媒净化系统进行处理,液相收集以便后续处理。
60.在一些优选实施例中,准备纸筒并送入仓库存放,包括卷纸入库条件的设定,并具体包括卷纸的干拉强度为13kn≥24,湿拉强度为23kn≥6.5;透气度为6-8s;灰份为30-45%;含水率为1-2%。卷纸的存放时间为48-96小时,存放处的光线50lx,室温恒温放置。
61.在一些优选实施例中,所述将纸筒上机入卷,并进行涂胶浸胶加工,制备饰面胶纸,包括:将纸筒放置在卷纸输送装置上进行输送,分别进行三次上胶和烘干,以制备出饰面胶纸。
62.在一些优选实施例中,所述分别进行三次上胶和烘干,包括步骤:
63.s21、第一次上胶;调整纸筒输送出的卷纸的入胶层自动调胶转速达到800-1000转/分;
64.s22、第一次烘干;完成第一次上胶后,将卷纸输送至12米烘干机进行第一次烘干,烘干温度为80℃-95℃;完成第一次烘干后,卷纸冷却至20℃-25℃;
65.s23、第二次上胶;完成第一次烘干后,将卷纸进行上下入胶涂胶;
66.s24、第二次烘干,完成第二次上胶后,将卷纸输送至5米烘干机进行第二次烘干,烘干温度为80℃-95℃;完成第二次烘干后,卷纸冷却至20℃-25℃;
67.s25、第三次上胶;完成第二次烘干后,将卷纸进行第三次入胶涂胶;
68.s26、整平;完成第三次上胶后,对卷纸进行初次整平,平衡度控制在95%-99.9%;
69.s27、第三次烘干;完成整平后,对卷纸进行第三次烘干,烘干温度为120℃-150℃。
70.在一些优选实施例中,在所述第一次上胶时添加吸附甲醛剂,其中吸附甲醛剂的体积百分比为20%-25%;
71.在所述第二次上胶时添加吸附甲醛剂,其中吸附甲醛剂的体积百分比为20%-25%。
72.通过三次上胶,并且每次上胶的面不同,再者结合三次烘干,实现了胶液稳定,饰面的表面质量好的特点。通过本技术制得的板材,或者饰面,其表面光洁度高,图案稳定性好,颜色鲜艳,不容易产生裂纹。
73.在一些优选实施例中,第一次烘干采用天然气加热烘干,第二次烘干采用天然气加热烘干,第三次烘干采用电子光速固化。第一次烘干和第二次烘干的时间稍长,第三次烘干迅速。
74.在一些优选实施例中,所述将纸筒上机入卷,并进行涂胶浸胶加工,制备饰面胶纸,还包括:在进行第一次烘干之前,对卷纸进行图案印刷,以及除静电,除静电时的转速为38-40转/分。图案可以是logo。
75.在一些优选实施例中,所述将成型纸张与素板通过压贴加工,包括步骤:
76.在恒温恒湿的环境下进行成型纸张的运输,成型纸张平整摆放,温度恒定在25℃,湿度恒定在40%-50%;
77.将成型纸张与素板分别放置在压贴装置上,通过1600吨-2000吨压贴机,一次性压贴加工成功纸张和素板,并制得成品板;压贴加工时的温度为180℃-200℃,压贴的贴合加持时间为20-28秒。
78.在一些优选实施例中,所述将多个成品板进行间隔放置,并分别晾晒,包括:
79.将压贴完成的成品板输送至晾板架上,成品板竖向放置,多个成品板之间平行间隔设置;
80.晾板的时长为30分钟,板间距为110mm;
81.晾板至成品板温度低于40℃时,放入仓库养生;养生期为4-7天。
82.在一些优选实施例中,在所述将多个成品板进行间隔放置,并分别晾晒之后,还包括步骤:s60、在成品板的表面喷涂铝硅酸钠涂层。间隔放置晾晒,以便于快速干燥。
83.在一些优选实施例中,所述在成品板的表面喷涂铝硅酸钠涂层包括:
84.制备铝硅酸钠溶液并搅拌均匀,通过涂膜器将铝硅酸钠溶液均匀涂膜在成品板的表面,涂膜的厚度为0.1mm-0.5mm;风干后形成铝硅酸钠涂层;
85.若风干后涂层表面出现裂纹或者孔洞,再次通过涂膜器涂覆铝硅酸钠溶液,以得到平滑表面覆盖膜。
86.通过在成品板的表面涂覆铝硅酸钠涂层,使得其表面形成有甲醛阻隔的覆盖层,铝硅酸钠涂层能够有效阻隔甲醛的挥发。
87.在一些优选实施例中,对成品板进行切割后,在成品板的切割边缘处进行光触媒涂层的喷涂,以有效控制切割处的甲醛释放。进一步的,在整个成品板的表面喷涂光触媒涂层。若只喷涂切割处,能够减少成本,并且能够控制切割位置的甲醛释放。整个板喷涂光触媒材料,成本高,但是除醛效果更好。
88.通过铝硅酸钠涂层的设置进行阻隔甲醛释放,并且在切割边缘喷涂光触媒涂层,既能够控制成本,又能够有效除醛。
89.本技术示例性的浸胶纸板的制作方法,各个步骤均容易实现,且多个步骤结合,共同实现了有效除醛和控制甲醛。
90.以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对申请专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1