一种长度可变的纱线及其在可变隔距3D间隔织物中的应用
一种长度可变的纱线及其在可变隔距3d间隔织物中的应用
技术领域
1.本发明涉及一种长度可变的纱线及其在可变隔距3d间隔织物中的应用,属于纺织技术领域。
背景技术:
2.间隔织物是由两个相互独立的表面织物以及在中间起连接与支撑作用的间隔层组成的三维立体织物。3d间隔织物结构多变、可水洗、可回收、生产效率高、成本低、环保,具有优异的透气透湿性能、抗震性、过滤性,被广泛应用于家具、汽车、农业、医疗、运输、建筑等领域。
3.目前现有绝大部分技术方案中的3d间隔织物间隔丝长度固定,无法用于对间隔织物的外形有特殊要求的场合。
4.例如:专利申请公布号cn110424095a的“一种变隔距经编间隔织物及其制备方法”公开了通过剖幅技术从间隔丝长度为第一隔距的经编间隔织物中分割出间隔丝长度为第二隔距的经编间隔织物分片,并将其以所述织物面的中线为对称轴对折,将对应位置的间隔丝以预设长度连接,形成两织物面间的隔距不唯一的经编间隔织物。但是需要对它进行剖幅,生产工艺较为复杂,且需要二次连接,处理不当容易脱散。
5.因此,鉴于以上问题,有必要提出一种新型可变隔距3d间隔织物及其制备方法。
技术实现要素:
6.[技术问题]
[0007]
目前现有绝大部分技术方案中的3d间隔织物间隔丝长度固定,无法用于对间隔织物的外形有特殊要求的场合。
[0008]
[技术方案]
[0009]
为了解决上述至少一个问题,本发明提供了一种长度可变的纱线及其在可变隔距3d间隔织物中的应用。
[0010]
本发明的第一个目的是提供一种制备长度可变的纱线的方法,包括如下步骤:
[0011]
将低熔点纺丝原料和高熔点纺丝原料通过复合喷丝板进行纺丝,得到所述的长度可变的纱线;其中,所述的复合喷丝板包括圆柱形的空心板模具和螺旋状的空心模具,且螺旋状的空心模具在圆柱形的空心圆柱中;低熔点纺丝原料通过圆柱形的空心板模具进行纺丝,高熔点纺丝原料通过螺旋状的空心模具进行纺丝。
[0012]
在本发明的一种实施纺丝中,所述的低熔点纺丝原料的熔点范围为160-180℃,包括聚酯pet纺丝母粒、聚醚型聚氨酯母粒、聚酯型聚氨酯母粒中的一种或几种。
[0013]
在本发明的一种实施纺丝中,所述的高熔点纺丝原料的熔点范围为220-280℃,包括锦纶纺丝母粒、聚酯pet纺丝母粒中的一种或几种。
[0014]
在本发明的一种实施纺丝中,所述的低熔点纺丝原料先在160-180℃下加热为熔融体,之后再进行纺丝。
[0015]
在本发明的一种实施纺丝中,所述的高熔点纺丝原料先在220-280℃下加热为熔融体,之后再进行纺丝。
[0016]
在本发明的一种实施纺丝中,所述的低熔点纺丝原料和高熔点纺丝原料进入喷丝板的速度比为1:1.2-2。
[0017]
在本发明的一种实施方式中,所述的复合喷丝板中圆柱形的空心板模具的螺旋的直径范围为0.4-0.6mm;螺旋状的空心模具的直径范围为0.2-0.4mm,螺距为0.5-1.5mm;螺旋管的直径范围为0.1-0.3mm。
[0018]
本发明的第二个目的是本发明所述的方法制备得到的长度可变的纱线。
[0019]
本发明的第三个目的是提供一种制备可变隔距3d间隔织物的方法,包括如下步骤:
[0020]
将本发明的长度可变的纱线作为间隔层的纱线进行参数编织,局部加热,得到所述的可变隔距3d间隔织物。
[0021]
在本发明的一种实施方式中,所述的制备可变隔距3d间隔织物的方法,包括如下步骤:
[0022]
采用双针床经编机,gb1、gb2在前针床编织编链衬纬组织,形成一个密实的表面;同样,gb3、gb4在后针床形成一样的密实的表面;gb2在前后针床垫纱,形成间隔层;
[0023]
在织造过程中,使用局部热源加热装置在织造形成间隔层的同时对间隔层进行加热,溶解低熔点的部分,在外力和自身恢复同时作用,高熔点的部分由卷曲状态恢复至正常伸直状态,支撑起该点所连接的上下编织层,得到所述的可变隔距3d间隔织物。
[0024]
本发明的第四个目的是本发明的方法制备得到的可变隔距3d间隔织物。
[0025]
本发明的第五个目的是本发明所述的长度可变的纱线、可变隔距3d间隔织物在充气材料领域的应用。
[0026]
[有益效果]
[0027]
(1)本发明可通过基础材料的选择通过复合喷丝板制备得到长度可变的纱线;之后编织得到可变隔距3d间隔织物。本发明的可变隔距3d间隔织物制备工艺简单,不易脱散,无需裁剪,降低生产成本,大大节省了加工时间。
[0028]
(2)纺丝原理:低熔点纺丝液和高熔点纺丝液分别通过各自的加热装置加热成粘流态的熔融体,熔融体分别被推动并逐渐升压,进入各自纺丝计量泵,经过过滤器,低熔点纺丝液进入喷丝板空心板模具,高熔点纺丝液进入螺旋状空心模具,最后由该复合喷丝空喷出,使其成为细流状射出,其中,所述低熔点组分因其熔点低所以较先成形,高熔点组分随着温度的降低形成螺旋状的结构,最后双组份纱线在纺丝通道中冷却凝固。
附图说明
[0029]
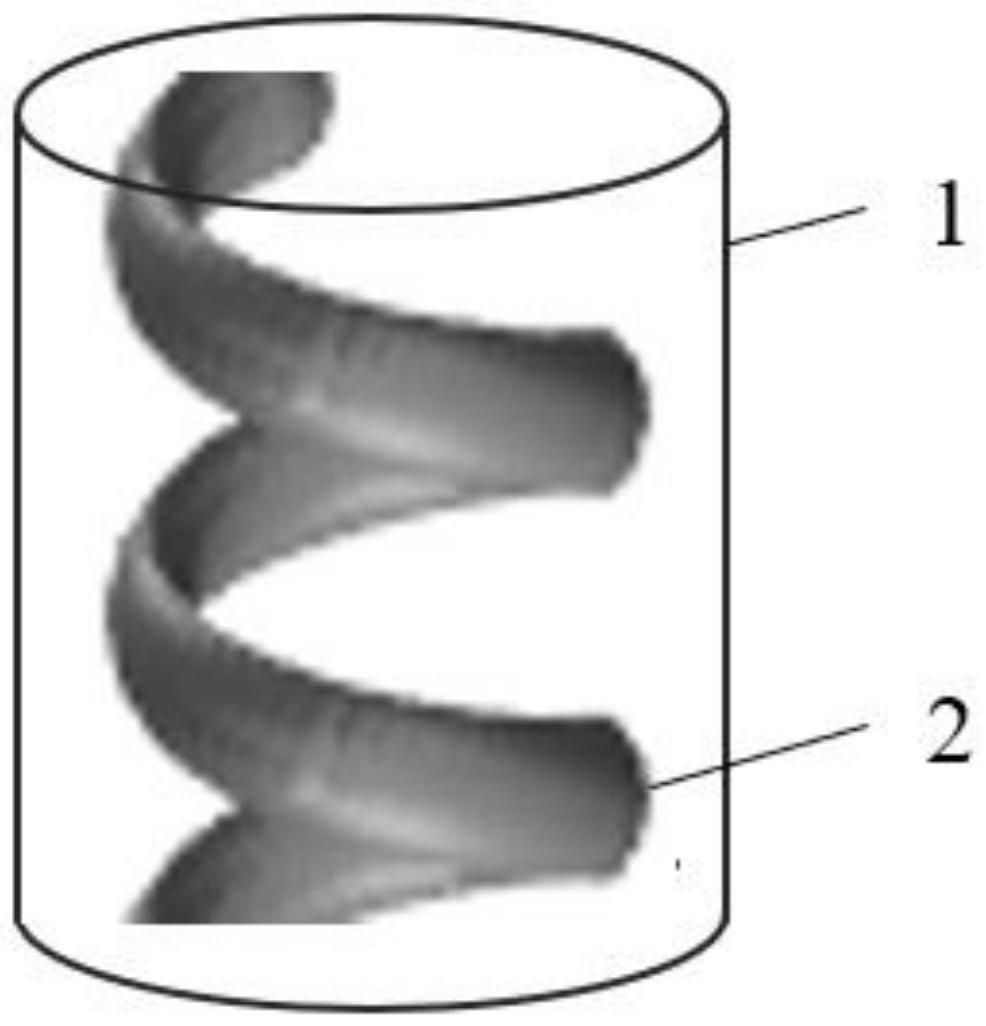
图1为复合喷丝板的模型图,其中1为低熔点部分;2为高熔点部分。
[0030]
图2是本发明可变隔距3d间隔织物处理前结构示意图;
[0031]
图3是本发明可变隔距3d间隔织物处理前后结构示意图;
[0032]
其中,图2和图3中1-1为间隔织物上表面层,1-2为间隔织物下表面层,1-3为间隔织物正常间隔丝,1-4为间隔织物正常间隔丝,1-5为螺距较大的长度可变间隔丝,1-6为螺距较小的长度可变间隔丝。
具体实施方式
[0033]
以下对本发明的优选实施例进行说明,应当理解实施例是为了更好地解释本发明,不用于限制本发明。
[0034]
测试方法:
[0035]
1、拉伸断裂强度、断裂伸长率的测试:依照《gb/t 3916-2013单根纱线断裂强力和断裂伸长率的测定(cre法)》进行测试
[0036]
2、压缩率的测试:依据gb/t24442.2-2009《纺织品压缩性能的测定》进行测试。
[0037]
3、压缩功弹性率的测试:依据gb/t24442.2-2009《纺织品压缩性能的测定》进行测试。
[0038]
4、应力松弛率的测试:依据fz/t 01051.1-1998《纺织材料和纺织制品耐久压缩特性的测定》进行测试。
[0039]
实施例1
[0040]
一种制备长度可变的纱线的方法,包括如下步骤:
[0041]
(1)低熔点纺丝液的制备
[0042]
将聚酯型聚氨酯母粒(低熔点氨纶)在180℃下熔融,得到低熔点纺丝液;
[0043]
(2)高熔点纺丝液的制备
[0044]
将聚酯pet纺丝母粒(涤纶)在280℃下熔融,得到高熔点纺丝液;
[0045]
(3)复合喷丝板
[0046]
复合喷丝板包括圆柱形的空心板模具和螺旋状的空心模具,且螺旋状的空心模具在圆柱形的空心圆柱中;圆柱形的空心板模具的螺旋的直径范围为0.5mm;螺旋状的空心模具的直径范围为0.4mm,螺距为0.5mm;螺旋管的直径范围为0.2mm。
[0047]
(4)纺丝
[0048]
将低熔点的纺丝液和高熔点的纺丝液按照速度比1:1.5进入复合喷丝板,低熔点纺丝液进入圆柱形的空心板模具,高熔点纺丝液进入螺旋状的空心模具,进行纺丝;纺丝之后干燥,得到所述的长度可变的纱线。
[0049]
将得到的纱线性能进行测试,测试结果如下:
[0050]
纱线的直径为0.5mm,拉伸断裂强度为6.8cn/dtex,断裂伸长率为16.8%。
[0051]
实施例2
[0052]
一种制备长度可变的纱线的方法,包括如下步骤:
[0053]
(1)低熔点纺丝液的制备
[0054]
将聚酯型聚氨酯母粒(低熔点氨纶)在180℃下熔融,得到低熔点纺丝液;
[0055]
(2)高熔点纺丝液的制备
[0056]
将聚酯pet纺丝母粒(涤纶)在280℃下熔融,得到高熔点纺丝液;
[0057]
(3)复合喷丝板
[0058]
复合喷丝板包括圆柱形的空心板模具和螺旋状的空心模具,且螺旋状的空心模具在圆柱形的空心圆柱中;圆柱形的空心板模具的螺旋的直径范围为0.5mm;螺旋状的空心模具的直径范围为0.4mm,螺距为1.2mm;螺旋管的直径范围为0.2mm。
[0059]
(4)纺丝
[0060]
将低熔点的纺丝液和高熔点的纺丝液按照速度比1:1.5进入复合喷丝板,低熔点
纺丝液进入圆柱形的空心板模具,高熔点纺丝液进入螺旋状的空心模具,进行纺丝;纺丝之后干燥,得到所述的长度可变的纱线。
[0061]
将得到的纱线性能进行测试,测试结果如下:
[0062]
纱线的直径为0.5mm,拉伸断裂强度为6.5cn/dtex,断裂伸长率为12.8%。
[0063]
对比例1
[0064]
调整实施例1中螺距为0.3mm,其他和实施例1保持一致,得到纱线。
[0065]
结果发现:螺距太小的话,高熔点的螺旋形容易粘合在一起,无法实现长度可变。
[0066]
对比例2
[0067]
调整实施例1中螺距为2.5mm,其他和实施例1保持一致,得到纱线。
[0068]
结果发现:螺距太大的话,长度变化的范围太小,也很难实现长度可变。
[0069]
对比例3
[0070]
调整实施例1中螺旋管的直径范围为0.05mm,其他和实施例1保持一致,得到纱线。
[0071]
结果发现:熔去低熔点组分之后,纱线过于细,基本不具有强力。
[0072]
对比例4
[0073]
调整实施例1中螺旋管的直径范围为0.5mm,其他和实施例1保持一致,得到纱线。
[0074]
结果发现:高熔点的螺旋形容易粘合在一起,无法实现长度可变。
[0075]
对比例5
[0076]
调整实施例1中高熔点纺丝液为:
[0077]
将涤纶在280℃下熔融,得到高熔点纺丝液;
[0078]
其他和实施例1保持一致,得到纱线。
[0079]
结果发现:高熔点和低熔点组分的熔点太相近的话,容易在后期熔融的时候,出现两者均熔融的问题,从而无法实现可变长度纱线的制备。
[0080]
对比例6
[0081]
调整实施例1中将低熔点的纺丝液和高熔点的纺丝液按照速度比1:1,其他和实施例1保持一致,得到纱线。
[0082]
结果发现:高熔点和低熔点纺丝液相互混合,根本无法实现长度可变。
[0083]
对比例7
[0084]
调整实施例1中将低熔点的纺丝液和高熔点的纺丝液按照速度比1:2,其他和实施例1保持一致,得到纱线。
[0085]
结果发现:低熔点纺丝液不能很好的将高熔点纱线包合,导致纱线细度不匀。
[0086]
实施例3
[0087]
一种制备可变隔距3d间隔织物的方法,包括如下步骤:
[0088]
(1)机器参数:rd6n双针床经编机。机号e18,工作幅宽130英寸,梳栉数6(5),机器速度1000r/min,
[0089]
(2)织物参数:横密:6,纵密:7;
[0090]
(3)gb1:3-3-3-3/0-0-0-0//16a
[0091]
gb2:0-1-0-0/1-0-0-0//16a
[0092]
gb3:1-0-1-0/1-0-1-0//4a,2b,4c,2b,4a
[0093]
gb4:3-3-3-3/0-0-0-0//16a
[0094]
gb5:0-1-0-0/1-0-0-0//16a
[0095]
(4)原料:
[0096]
a:普通纱线(300d96f涤纶fdy);
[0097]
b:直径为0.18mm单位螺旋圈数略少(螺距值为1.2mm)的双组份纱线(实施例2);
[0098]
c:为直径为0.18mm单位螺旋圈数较多(螺距值为0.5mm)的双组份纱线(实施例1)。
[0099]
其中,gb1、gb2在前针床编织编链衬纬组织,形成一个密实的表面;同样,gb3、gb4在后针床形成一样的密实的表面;gb2在前后针床垫纱,形成间隔层。
[0100]
在织造过程中,使用局部热源加热装置在织造形成间隔层的同时对间隔织物进行加热,加热的温度为180℃,溶解低熔点组分,在外力和自身恢复同时作用,高熔点组分由卷曲状态恢复至正常伸直状态,支撑起该点所连接的上下编织层,最终形成一种可变隔距3d间隔织物。
[0101]
将得到的织物性能进行测试,测试结果如下:
[0102]
间隔织物压缩率为71.2%,压缩功弹性率为58.7%,应力松弛率为4.92%。
[0103]
对比例8
[0104]
采用专利cn110424095a的方法制备得到变隔距经编间隔织物。
[0105]
结果发现:间隔织物的制备方法不仅比较复杂,且其效果还不如实施例3,具体是:压缩率为66.3%,压缩功弹性率为42.3%,应力松弛率为7.22%。
[0106]
虽然本发明已以较佳实施例公开如上,但其并非用以限定本发明,任何熟悉此技术的人,在不脱离本发明的精神和范围内,都可做各种的改动与修饰,因此本发明的保护范围应该以权利要求书所界定的为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1