一种水转印防爆纸及其制备方法与流程
1.本发明涉及水转印防爆纸领域,更具体地说,涉及一种水转印防爆纸及其制备方法。
背景技术:
2.水转印纸是水转印技艺中作为中间载体的转印物,是一种特殊的高分子材料,一般主要是由三层组成,下层为基纸,中为可成膜胶粘层,上层为水溶胶层。通常用喷墨打印机喷涂染料把所需要的彩色图案打印在转印纸上。当遇水后水溶胶层自动溶解,使色料与转印纸分离,实现了图文的转移,但是现有水转印纸隔水层不够完善,使用中易爆花造成产品缺陷,所以提出了一种水转印防爆纸及其制备方法。
技术实现要素:
3.要解决的技术问题
4.针对现有技术中存在的问题,本发明的目的在于提供一种水转印防爆纸及其制备方法,通过设置吸附机体、涂淋机体和烘干机体,利用吸附机体上端的第一伸缩气缸带动第二伸缩气缸移动,第二伸缩气缸带动伸缩轴端部的吸取杆和吸取杆下端的吸盘对放纸架上端的纸张进行吸附,吸附转移到第一传输带的上端,第一传输带将纸张输送到涂覆机上端的第一压辊和第二压辊中,第一压辊和第二压辊对纸张进行辊压的同时,可以把溶液均匀的涂覆在纸张上,然后经过第二传输带和第三传输带进行传输,经过烘干机体内部的两组加热棒进行加热烘干,然后落入到收纳机构中的收纳板上收纳起来,整个设备加工流程涂层简单涂淋快捷,使其在后期的产品中成品率提高,经过涂淋后再水转印纸上形成约0.02mm的隔水层,使其在制作陶瓷产品时不产生气泡,图案精美,解决了爆花的问题。
5.技术方案
6.为解决上述问题,本发明采用如下的技术方案。
7.一种水转印防爆纸,包括以下重量份的原料加工而成,酒精100-200份、电荷剂5-15份、树脂4-10份、添加剂2-8份、二氧化硅2-6份。
8.一种水转印防爆纸的制备设备,包括吸附机体、涂淋机体、烘干机体和收纳机构,所述吸附机体的上端固定安装有支撑架,所述支撑架的上端安装有第一伸缩气缸,所述第一伸缩气缸的伸缩轴端部固定安装有第二伸缩气缸,所述第二伸缩气缸的伸缩轴端部固定连接有吸取杆,所述吸取杆的下端设置有吸盘,所述吸附机体的右侧固定安装有放纸架,所述吸附机体的左侧设有第一传输带,所述涂淋机体的上端左半侧设有第一压辊和第二压辊,所述第一压辊和第二压辊呈上下平行设置,所述第一压辊设在第二压辊的上端,所述第一压辊和第二压辊贴合传动连接,所述第一压辊的左侧设有第三压辊,所述第三压辊与第一压辊贴合连接,所述涂淋机体的上端和右侧均设有调节钮,所述涂淋机体的上端平行设置有两道撑杆,所述撑杆的上端安装有溶液盒,所述溶液盒的上端设有盒盖,所述溶液盒的下端一侧设有阀门,所述烘干机体安装设置在涂淋机体的左侧,所述烘干机体的内部设有
第二传输带和第三传输带,所述烘干机体的内部设有两组加热棒,所述收纳机构铰接在烘干机体的左侧。
9.进一步的,所述第一伸缩气缸为横向设置,所述第二伸缩气缸为竖向设置,所述吸取杆下端的吸盘等距离设有多个。
10.进一步的,所述阀门流出口的位置设置在第一压辊和第三压辊之间。
11.进一步的,所述涂淋机体的上端左侧设有辅助辊,所述辅助辊设在第二压辊的左侧方。
12.进一步的,所述第二传输带和第三传输带左右平行设置,所述第二传输带和第三传输带都是由钢网组成,所述第二传输带和第三传输带之间的间距为0.5-2cm。
13.进一步的,所述加热棒每组数量设有三个,所述第二传输带和第三传输带的上方均分别设有一组。
14.进一步的,所述收纳机构包括收纳板、铰接件、螺纹套筒和调节螺杆,所述收纳板通过铰接件铰接在烘干机体的左侧,所述螺纹套筒的一端通过铰接件铰接在收纳板的下端,所述调节螺杆的一端螺纹连接在螺纹套筒的内部,所述调节螺杆的另一端通过轴承转动连接有铰接件,所述调节螺杆转动连接有铰接件的一端铰接在烘干机体的左侧。
15.进一步的,所述收纳板设为l型,所述调节螺杆的下端设有调节拨杆。
16.有益效果
17.相比于现有技术,本发明的优点在于:
18.本方案通过设置吸附机体、涂淋机体和烘干机体,利用吸附机体上端的第一伸缩气缸带动第二伸缩气缸移动,第二伸缩气缸带动伸缩轴端部的吸取杆和吸取杆下端的吸盘对放纸架上端的纸张进行吸附,吸附转移到第一传输带的上端,第一传输带将纸张输送到涂覆机上端的第一压辊和第二压辊中,第一压辊和第二压辊对纸张进行辊压的同时,可以把溶液均匀的涂覆在纸张上,然后经过第二传输带和第三传输带进行传输,经过烘干机体内部的两组加热棒进行加热烘干,然后落入到收纳机构中的收纳板上收纳起来,整个设备加工流程涂层简单涂淋快捷,使其在后期的产品中成品率提高,经过涂淋后再水转印纸上形成约0.02mm的隔水层,使其在制作陶瓷产品时不产生气泡,图案精美,解决了爆花的问题。
附图说明
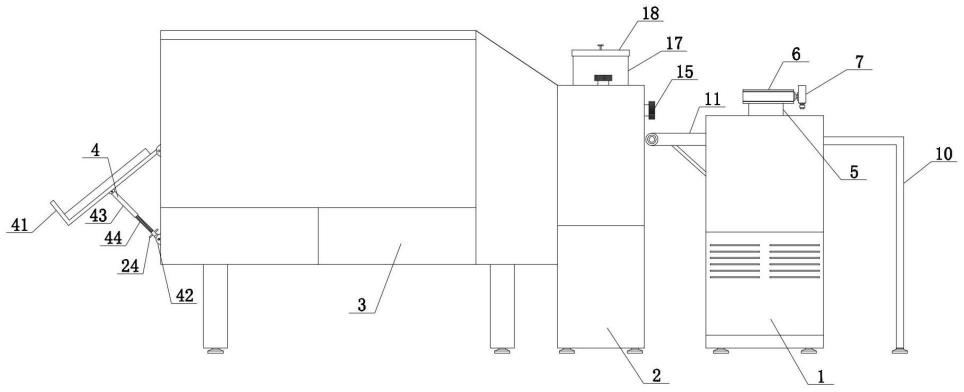
19.图1为本发明的结构示意图;
20.图2为本发明的涂淋机体和烘干机体俯视图;
21.图3为本发明的第一压辊、第二压辊和第三压辊侧剖图;
22.图4为本发明的吸取杆侧视图。
23.图中标号说明:
24.1、吸附机体;2、涂淋机体;3、烘干机体;4、收纳机构;41、收纳板;42、铰接件;43、螺纹套筒;44、调节螺杆;5、支撑架;6、第一伸缩气缸;7、第二伸缩气缸;8、吸取杆;9、吸盘;10、放纸架;11、第一传输带;12、第一压辊;13、第二压辊;14、第三压辊;15、调节钮;16、撑杆;17、溶液盒;18、盒盖;19、阀门;20、第二传输带;21、第三传输带;22、加热棒;23、辅助辊;24、调节拨杆。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
27.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
28.实施例1:
29.请参阅图1至图4,一种水转印防爆纸,包括以下重量份的原料加工而成,酒精100-200份、电荷剂5-15份、树脂4-10份、添加剂2-8份、二氧化硅2-6份,树脂4-10份、二氧化硅2-6份,添加剂由3-5份二甲基硅油,1-3份非离子型分散剂,3-5份流平剂组合而成;
30.一种水转印防爆纸的制备设备,包括吸附机体1、涂淋机体2、烘干机体3和收纳机构4,所述吸附机体1的上端固定安装有支撑架5,所述支撑架5的上端安装有第一伸缩气缸6,所述第一伸缩气缸6的伸缩轴端部固定安装有第二伸缩气缸7,所述第二伸缩气缸7的伸缩轴端部固定连接有吸取杆8,所述吸取杆8的下端设置有吸盘9,所述第一伸缩气缸6为横向设置,所述第二伸缩气缸7为竖向设置,所述吸取杆8下端的吸盘9等距离设有多个,所述吸附机体1的右侧固定安装有放纸架10,所述吸附机体1的左侧设有第一传输带11,第一传输带11的左端与涂覆机的右端相邻近,第一传输带11传输的纸张可直接传输到涂覆机内,所述涂淋机体2的上端左半侧设有第一压辊12和第二压辊13,所述第一压辊12和第二压辊13呈上下平行设置,所述第一压辊12设在第二压辊13的上端,所述第一压辊12和第二压辊13贴合传动连接,所述第一压辊12的左侧设有第三压辊14,所述第三压辊14与第一压辊12贴合连接,所述涂淋机体2的上端和右侧均设有调节钮15,涂淋机体2上端内部设有调节螺杆44,调节钮15与调节螺杆44相连接,第一压辊12、第二压辊13和第三压辊14的端部均设置能滑动的滑块,第一压辊12、第二压辊13和第三压辊14均转动连接在两端的滑块内,滑块与各自对应的调节螺杆44螺纹连接在一起,转动相应连接的调节钮15可以对第一压辊12和第三压辊14的高度进行调节,也可以对第一压辊12和第三压辊14之间的贴合松紧进行调节,达到涂覆溶液厚度的目的,所述涂淋机体2的上端平行设置有两道撑杆16,所述撑杆16的上端安装有溶液盒17,所述溶液盒17的上端设有盒盖18,所述溶液盒17的下端一侧设有阀门19,所述阀门19流出口的位置设置在第一压辊12和第三压辊14之间,方便使第一压辊12和第三压辊14的表面时刻都具有溶液,便于对纸张的涂覆,所述烘干机体3安装设置在涂淋机体2的左侧,所述烘干机体3的内部设有第二传输带20和第三传输带21,所述烘干机体3的内
部设有两组加热棒22,所述收纳机构4铰接在烘干机体3的左侧,其中第一伸缩气缸6第二伸缩气缸7均是通过plc控制器所控制的,吸盘9为气动吸盘9,也是plc控制器所控制,第一传输带11和第二传输带20均是通过电机提供动力,乃是常见的一种技术方案。
31.请参阅图3,所述涂淋机体2的上端左侧设有辅助辊23,所述辅助辊23设在第二压辊13的左侧方,通过设置辅助辊23,方便了对辊压涂覆后的纸张进行传输。
32.请参阅图2,所述第二传输带20和第三传输带21左右平行设置,所述第二传输带20和第三传输带21都是由钢网组成,所述第二传输带20和第三传输带21之间的间距为0.5-2cm,有利于对纸张进行输送,钢网组成的传输带便于透气,可以更高效的对纸张烘干。
33.请参阅图2,所述加热棒22每组数量设有三个,所述第二传输带20和第三传输带21的上方均分别设有一组,在涂覆溶液的纸张经过烘干机体3时,有利于均匀的对纸张烘干。
34.请参阅图1,所述收纳机构4包括收纳板41、铰接件42、螺纹套筒43和调节螺杆44,所述收纳板41通过铰接件42铰接在烘干机体3的左侧,所述螺纹套筒43的一端通过铰接件42铰接在收纳板41的下端,所述调节螺杆44的一端螺纹连接在螺纹套筒43的内部,所述调节螺杆44的另一端通过轴承转动连接有铰接件42,所述调节螺杆44转动连接有铰接件42的一端铰接在烘干机体3的左侧通过转动调节螺杆44,调节螺杆44在螺纹套筒43的内部转动进行伸缩,可以来调节收纳板41的角度,方便对纸张进行收纳,所述收纳板41设为l型,所述调节螺杆44的下端设有调节拨杆24,调节拨杆24的设置方便了对调节螺杆44的转动。
35.实施例2:
36.一种水转印防爆纸的制备方法,包括以下制备步骤:
37.步骤一:制作涂层液,酒精:80℃工业酒精3.5升,静电电荷剂120克,树脂50克,二氧化硅30g,混合于酒精,摇匀,再静置12小时以上,使其充分溶解于酒精后得到涂层液;
38.步骤二:预热涂淋机,带自动进纸功能,先开机预热十五分钟,控制烘干温度到达90℃后调节棍的间隙,倒入涂层液到溶液盒17内,可以转动调节钮15控制第一压辊12和第二压辊13之间的间距控制后面涂层的厚度,机器达到温度后开始送纸,纸张经过涂层棍会均匀的涂上一层厚度约02-04vm后的涂层液再进入烘干机体3经过90℃温度烘干,烘干过程约8秒后出纸,即可得到成品;
39.步骤三:防爆层不溶于水,使成品不易被水浸透到中间层的色料,色料吸水后会使成品产生白色的爆花点,800℃以上烧制时成品率提高。
40.请参阅图1至图4,使用时,利用吸附机体1上端的第一伸缩气缸6带动第二伸缩气缸7移动,第二伸缩气缸7带动伸缩轴端部的吸取杆8和吸取杆8下端的吸盘9对放纸架10上端的纸张进行吸附,吸附转移到第一传输带11的上端,第一传输带11将纸张输送到涂覆机上端的第一压辊12和第二压辊13中,第一压辊12和第二压辊13对纸张进行辊压的同时,可以把溶液均匀的涂覆在纸张上,溶液盒17内的溶液,通过阀门19流淌到第一压辊12和第三压辊14上,第一压辊12和第三压辊14的接触面可以存储溶液,可以使第一压辊12对纸张进行辊压时,时刻保持具有溶液的状态,然后经过第二传输带20和第三传输带21进行传输,经过烘干机体3内部的两组加热棒22进行加热烘干,然后落入到收纳机构4中的收纳板41上收纳起来,整个设备加工流程涂层简单涂淋快捷,使其在后期的产品中成品率提高,经过涂淋后再水转印纸上形成约0.02mm的隔水层,使其在制作陶瓷产品时不产生气泡,图案精美,解决了爆花的问题。
41.以上所述,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1