加工丝的制造方法以及丝线加工机与流程
1.本发明涉及加工丝的制造方法以及丝线加工机。
背景技术:
2.以往,已知有用于由合成纤维构成的丝线的加工(假捻加工等)的各种加热装置。例如在专利文献1中公开了使用作为热介质的道生(陶氏化学公司的注册商标)的加热装置(专利文献1中记载为一次加热器)。在使用了该加热装置的丝线加工中,用于使丝线接触的接触板(接触部件)被热介质加热到规定的加工温度。行进中的丝线与接触部件接触(接触方式),由此,丝线被加热至上述加工温度。此外,例如在专利文献2所公开的加热装置(专利文献2中记载为第1加热装置)中,丝线在由作为热源的铠装加热器加温后的丝线行进空间内行进。由此,通过丝线行进空间内的气体对丝线进行加热(非接触方式)。在使用了该加热装置的丝线加工中,通过将丝线行进空间的温度设定得比上述加工温度高且适当地设定丝线的行进速度,由此将通过丝线行进空间的丝线加热到与加工温度大致相同的温度。此外,例如在专利文献3中提出了在将铠装加热器作为热源的加热装置中,在接触方式与非接触方式之间切换加热方式的机构。
3.专利文献1:日本特开2005-68573号公报
4.专利文献2:日本特开2011-47074号公报
5.专利文献3:日本特开2002-194631号公报
技术实现要素:
6.一般情况下,在接触方式中,推荐降低加热温度(接触部件的设定温度)(例如,在专利文献3中为225℃以下)。此外,在非接触方式中,推荐提高加热温度(丝线行进空间的设定温度)(例如,在专利文献3中为420℃以上)。关于其理由,本技术发明人具有以下的见解。在加热温度收敛在某一范围(以下,为了便于说明而称作中间档)的内侧的情况下,如果产生断丝而丝线无法正常行进,则丝线在加热装置内熔解而附着(热粘)于加热装置。为了除去这样的附着物,需要长时间停止加热装置。另外,如果设定温度足够高,则在产生了断丝时丝线容易升华,因此能够避免热粘的问题。因此,以往,加热温度在接触方式中设定得低于中间档的温度,在非接触方式中设定得高于中间档的温度。另一方面,近年来,要求提供加热效率更高的丝线加工方法以及丝线加工机。
7.本发明的目的在于,在一边通过加热装置加热丝线一边进行加工时,避免产生了断丝时的热粘的风险,并提高加热效率。
8.第1发明的加工丝的制造方法具有通过加热装置对由合成纤维构成的行进中的丝线进行加热的工序,其特征在于,上述加热装置具备热源、以及由上述热源加热的加热部,上述加热部具有至少沿着规定的延伸方向延伸的、用于使上述行进中的丝线接触的接触面,使上述接触面至少朝向下侧,以在与铅垂方向以及上述延伸方向的双方平行的截面中上述接触面相对于水平方向的倾斜角度收敛在-60~+60
°
之间的方式,配置上述加热装置,
在将上述接触面的温度设定为230℃以上350℃以下的规定温度的状态下,使上述丝线一边与上述接触面接触一边行进。
9.在本发明中,将230℃以上350℃以下的温度范围称作中间档。通常认为,在加热温度为350℃以下的情况下,存在热粘的风险。但是,本技术发明人认为,如果采用接触方式,避免热粘的问题并将加热温度设定为中间档内的温度,则能够更有效地加热丝线。即,在与以往的接触方式相比的情况下,能够更高地设定加热温度,因此,当然能够提高加热效率。此外,在与以往的非接触式的加热装置相比的情况下,即使加热温度低,也能够通过接触面有效地加热丝线(即,能够提高加热效率)。
10.在本发明中,在丝线正常行进的状态(通常状态)下,即使接触面的温度(加热温度)为中间档内的规定温度,通过适当地设定丝线的种类、丝线的牌号(粗细)、丝线的行进速度以及加热温度,也能够将丝线加热到最佳的加工温度(能够避免热粘的问题)。此外,接触面至少朝向下侧,且接触面相对于水平方向的倾斜角度收敛在-60~+60
°
之间(对于倾斜角度的定义的详细情况将在后述的实施方式中说明)。由此,当产生了断丝时,能够使丝线借助自重从接触面迅速地分离。由此,即使产生断丝,也能够避免丝线的熔解。
11.第2发明的加工丝的制造方法的特征在于,在上述第1发明中,上述丝线的材料为聚酯,上述规定温度为250℃以上350℃以下。
12.在聚酯中,如果加热温度变为250℃以上,则产生热粘的可能性特别高。在这样的加热温度中,通过本发明能够避免热粘是特别有效的。
13.第3发明的加工丝的制造方法的特征在于,在上述第1发明中,上述丝线的材料为尼龙6,上述规定温度为230℃以上350℃以下。
14.在尼龙6中,如果加热温度变为230℃以上,则产生热粘的可能性特别高。在这样的加热温度中,通过本发明能够避免热粘是特别有效的。
15.第4发明的加工丝的制造方法的特征在于,在上述第1发明中,上述丝线的材料为尼龙66,上述规定温度为260℃以上350℃以下。
16.在尼龙66中,如果加热温度变为260℃以上,则产生热粘的可能性特别高。在这样的加热温度中,通过本发明能够避免热粘是特别有效的。
17.第5发明的加工丝的制造方法的特征在于,在上述第1~第4的任一发明中,上述规定温度为320℃以下。
18.在加热温度为350℃或者其附近的温度的情况下,根据丝线的种类和/或粗细或者丝线行进速度等的条件,也有可能容易产生热粘。在本发明中,通过将加热温度设定为320℃以下,能够更可靠地避免热粘。
19.第6发明的加工丝的制造方法的特征在于,在上述第1~第5的任一发明中,使用电热加热器作为上述热源。
20.一般,作为热源,存在使用热介质加热接触面的热源、通过电热加热器生成焦耳热来加热接触面的热源。在使用热介质的热源中,一般热介质的温度上升存在极限,难以提高接触面的温度。在本发明中,通过使用电热加热器,能够容易地提高接触面的温度。
21.第7发明的加工丝的制造方法的特征在于,在上述第6发明中,上述加热装置的上述延伸方向上的长度为0.4m以上1.6m以下。
22.在本发明中,通过使用在延伸方向上具有适当的长度的加热装置,能够应对各种
丝线的种类和/或粗细或者丝线行进速度等的条件。
23.第8发明的丝线加工机具有对由合成纤维构成的行进中的丝线进行加热的加热装置,其特征在于,上述加热装置具备热源、由上述热源加热的加热部、以及对上述热源进行控制的控制部,上述加热部具有至少沿着规定的延伸方向延伸的、用于使上述行进中的丝线接触的接触面,上述接触面至少朝向下侧,以在与铅垂方向以及上述延伸方向的双方平行的截面中上述接触面相对于水平方向的倾斜角度收敛在-60~+60
°
之间的方式,配置上述加热装置,上述控制部在上述丝线一边与上述接触面接触一边行进时,对上述热源进行控制,以使上述接触面的温度成为230℃以上350℃以下的规定温度。
24.在本发明中,与第1发明相同,能够避免产生了断丝时的热粘的风险。
25.第9发明的丝线加工机的特征在于,在上述第8发明中,上述丝线的材料为聚酯,上述规定温度为250℃以上350℃以下。
26.在本发明中,与第2发明相同,在聚酯中能够避免热粘的风险。
27.第10发明的丝线加工机的特征在于,在上述第8发明中,上述丝线的材料为尼龙6,上述规定温度为230℃以上350℃以下。
28.在本发明中,与第3发明相同,在尼龙6中能够避免热粘的风险。
29.第11发明的丝线加工机的特征在于,在上述第8发明中,上述丝线的材料为尼龙66,上述规定温度为260℃以上350℃以下。
30.在本发明中,与第4发明相同,在尼龙66中能够避免热粘的风险。
31.第12发明的丝线加工机的特征在于,在上述第8~第11的任一发明中,上述热源具有电热加热器。
32.在本发明中,与第6发明相同,能够容易地提高接触面的温度。
33.第13发明的丝线加工机的特征在于,在上述第12发明中,上述加热装置的上述延伸方向上的长度为0.4m以上1.6m以下。
34.在本发明中,与第7发明相同,通过使用在延伸方向上具有适当的长度的加热装置,能够应对各种丝线的种类和/或粗细或者丝线行进速度等的条件。
附图说明
35.图1是用于实施本实施方式的加工丝的制造方法的假捻加工机的侧视图。
36.图2是沿着丝线的路径展开假捻加工机的示意图。
37.图3的(a)~(d)是表示第1加热装置的说明图。
38.图4是表示接触面相对于水平方向的倾斜角度的定义的说明图。
39.图5的(a)、(b)是表示接触面相对于水平方向的倾斜角度的限度的说明图。
40.图6是表示使用各种加热装置对规定粗细的丝线进行假捻加工的情况下的、卷曲收缩率与加热温度之间的关系的曲线图。
41.符号说明:
42.1:假捻加工机(丝线加工机);13:第1加热装置(加热装置);51:热源;52:加热部;56:接触面;100:控制装置(控制部);y:丝线;θ1:角度;θ2:角度。
具体实施方式
43.其次,对本发明的实施方式进行说明。将图1的纸面垂直方向设为机体长度方向,将纸面左右方向设为机体宽度方向。将与机体长度方向以及机体宽度方向的双方正交的方向设为重力作用的上下方向(铅垂方向)。机体长度方向以及机体宽度方向是与水平方向大致平行的方向。
44.(假捻加工机的整体构成)
45.首先,参照图1以及图2对用于实施本实施方式的加工丝的制造方法的假捻加工机1(本发明的丝线加工机)的整体构成进行说明。图1是假捻加工机1的侧视图。图2是沿着丝线y的路径(丝线通道)展开假捻加工机1的示意图。
46.假捻加工机1构成为能够对由合成纤维(例如聚酯)构成的丝线y进行假捻加工。丝线y例如是由多根长丝构成的复丝丝线。或者,丝线y也可以由1根长丝构成。假捻加工机1具备喂丝部2、加工部3以及卷取部4。喂丝部2构成为能够供给丝线y。加工部3构成为从喂丝部2拉出丝线y进行假捻加工。卷取部4构成为将由加工部3加工后的丝线y卷取于卷取筒管bw。喂丝部2、加工部3以及卷取部4所具有的各构成要素在机体长度方向上排列多个(参照图2)。机体长度方向是与由从喂丝部2通过加工部3到达卷取部4的丝线通道形成的丝线y的行进面(图1的纸面)正交的方向。
47.喂丝部2具有保持多个喂丝卷装ps的筒子架7,向加工部3供给多根丝线y。加工部3构成为从喂丝部2拉出多根丝线y进行加工。加工部3构成为从丝线行进方向上的上游侧起依次配置有例如第1喂丝辊11、止捻导丝器12、第1加热装置13的(本发明的加热装置)、冷却装置14、假捻装置15、第2喂丝辊16、络交装置17、第3喂丝辊18、第2加热装置19以及第4喂丝辊20。卷取部4具有多个卷取装置21。各卷取装置21将由加工部3假捻加工后的丝线y卷取于卷取筒管bw而形成卷取卷装pw。
48.假捻加工机1具有在机体宽度方向上隔开间隔配置的主机体8以及卷取台9。主机体8以及卷取台9设置成在机体长度方向上以大致相同的长度延伸。主机体8以及卷取台9配置成在机体宽度方向上相互对置。假捻加工机1具有包括一组主机体8以及卷取台9的、被称作跨度的单位单元。在一个跨度中,各装置配置成能够对在机体长度方向上排列的状态下行进的多根丝线y同时实施假捻加工。假捻加工机1的跨度以主机体8的机体宽度方向的中心线c为对称轴、纸面左右对称地配置(主机体8由左右的跨度共用)。此外,多个跨度在机体长度方向上排列。
49.(加工部的构成)
50.参照图1以及图2对加工部3的构成进行说明。第1喂丝辊11构成为从安装于喂丝部2的喂丝卷装ps退绕丝线y并向第1加热装置13输送。例如图2所示,第1喂丝辊11构成为将1根丝线y向第1加热装置13输送。或者,第1喂丝辊11也可以构成为能够将相邻的多根丝线y分别向丝线行进方向上的下游侧输送。止捻导丝器12构成为使得由假捻装置15对丝线y施加的捻转不传播到比止捻导丝器12靠丝线行进方向上游侧的位置。
51.第1加热装置13是用于将从第1喂丝辊11输送来的丝线y加热到规定的加工温度的装置。如图2所示,第1加热装置13例如构成为能够加热2根丝线y。对于第1加热装置13的更详细的构成将在后面叙述。
52.冷却装置14构成为对由第1加热装置13加热后的丝线y进行冷却。如图2所示,冷却
装置14例如构成为冷却1根丝线y。或者,冷却装置14也可以构成为能够同时冷却多根丝线y。假捻装置15配置在冷却装置14的丝线行进方向下游侧,构成为对丝线y施加捻转。假捻装置15例如是所谓的盘摩擦方式的假捻装置,但并不限定于此。第2喂丝辊16构成为将由假捻装置15处理后的丝线y向络交装置17输送。第2喂丝辊16对丝线y的输送速度比第1喂丝辊11对丝线y的输送速度快。由此,丝线y在第1喂丝辊11与第2喂丝辊16之间被拉伸假捻。
53.络交装置17构成为对丝线y施加络交。络交装置17例如具有通过气流对丝线y施加络交的公知的交织喷嘴。
54.第3喂丝辊18构成为将在比络交装置17靠丝线行进方向上的下游侧行进的丝线y向第2加热装置19输送。例如图2所示,第3喂丝辊18构成为将1根丝线y向第2加热装置19输送。或者,第3喂丝辊18也可以构成为能够将相邻的多根丝线y分别向丝线行进方向上的下游侧输送。另外,第3喂丝辊18对丝线y的输送速度比第2喂丝辊16对丝线y的输送速度慢。因此,丝线y在第2喂丝辊16与第3喂丝辊18之间松弛。第2加热装置19构成为对从第3喂丝辊18输送来的丝线y进行加热。第2加热装置19沿着铅垂方向延伸,在一个跨度各设置一个。第4喂丝辊20构成为将由第2加热装置19加热后的丝线y向卷取装置21输送。例如图2所示,第4喂丝辊20构成为能够将1根丝线y向卷取装置21输送。或者,第4喂丝辊20也可以构成为能够将相邻的多根丝线y分别向丝线行进方向上的下游侧输送。第4喂丝辊20对丝线y的输送速度比第3喂丝辊18对丝线y的输送速度慢。因此,丝线y在第3喂丝辊18与第4喂丝辊20之间松弛。
55.在如以上那样构成的加工部3中,第1喂丝辊11与第2喂丝辊16之间被拉伸的丝线y由假捻装置15加捻。由假捻装置15形成的捻转传播至止捻导丝器12,但不传播到比止捻导丝器12靠丝线行进方向上游侧的位置。被拉伸且施加了捻转的丝线y在由第1加热装置13加热而热定型之后,由冷却装置14冷却。在比假捻装置15靠丝线行进方向下游侧,丝线y被解捻,但通过上述热定型,丝线y被维持在假捻为波状的状态(即,丝线y的卷曲收缩被维持)。
56.实施了假捻的丝线y一边在第2喂丝辊16与第3喂丝辊18之间松弛,一边由络交装置17施加络交之后,向丝线行进方向下游侧引导。进而,丝线y一边在第3喂丝辊18与第4喂丝辊20之间松弛,一边由第2加热装置19热处理。最后,通过卷取装置21卷取从第4喂丝辊20输送来的丝线y。
57.(卷取部的构成)
58.参照图2对卷取部4的构成进行说明。卷取部4具有多个卷取装置21。各卷取装置21构成为能够在一个卷取筒管bw上卷取丝线y。卷取装置21具有支点引导件41、横动装置42以及摇架43。支点引导件41是成为丝线y横向移动时的支点的引导件。横动装置42构成为能够通过横动引导件45横向移动丝线y。摇架43构成为将卷取筒管bw支承为旋转自如。在摇架43的附近配置有接触辊46。接触辊46与卷取卷装pw的表面接触而施加接触压力。在如以上那样构成的卷取部4中,从上述第4喂丝辊20输送的丝线y由各卷取装置21卷取于卷取筒管bw,形成卷取卷装pw。
59.(第1加热装置)
60.其次,参照图3的(a)~(d)对第1加热装置13的更具体构成进行说明。图3的(a)是从机体长度方向观察第1加热装置13的图、且是以第1加热装置13延伸的方向(后述的延伸方向)朝向纸面左右方向的方式记载第1加热装置13的图。图3的(b)是图3的(a)的ab-ab线
截面图。图3的(c)是图3的(b)的ac-ac线截面图。图3的(d)是图3的(b)的ad-ad线截面图。将与机体长度方向以及延伸方向的双方正交的方向设为高度方向(参照图3的(b))。在图3的(a)~(d)中,将纸面左侧设为延伸方向上的一侧,将纸面右侧设为延伸方向上的另一侧。延伸方向上的一侧例如可以是丝线行进方向上的上游侧,但并不限定于此。在图3的(a)~(d)中,将纸面上侧设为高度方向上的一侧,将纸面下侧设为高度方向上的另一侧。
61.第1加热装置13构成为对行进的丝线y进行加热。在本实施方式中,第1加热装置13例如构成为能够对2根丝线y(丝线ya、yb。参照图3的(b)))进行加热。第1加热装置13沿着与机体长度方向正交的规定的延伸方向延伸(参照图3的(a)等)。第1加热装置13的延伸方向上的长度优选为0.4m以上1.6m以下。或者,第1加热装置13的延伸方向上的长度例如也可以为1.0m以上1.5m以下。优选根据丝线的种类和/或粗细或者丝线行进速度等的条件,选定在延伸方向上具有适当长度的第1加热装置13。第1加热装置13具有热源51以及加热部52。第1加热装置13使行进中的丝线ya、yb与由热源51加热后的加热部52接触,由此同时加热丝线ya、yb。
62.热源51例如是公知的铠装加热器(电热加热器)。铠装加热器是具有电热线(例如线圈)以及包围电热线的管的装置。铠装加热器在电流流过电热线时产生焦耳热。热源51沿着延伸方向而延伸(参照图3的(a)、(c))。热源51与控制第1加热装置13的加热温度的控制装置100(参照图3的(a)。本发明的控制部)电连接。控制装置100构成为能够设定第1加热装置13的加热温度。控制装置100基于第1加热装置13的所设定的温度的值对第1加热装置13进行控制。控制装置100例如也可以考虑第1加热装置13的上述设定温度以及检测加热部52的实际温度的温度传感器(未图示)的检测结果来控制第1加热装置13。控制装置100除了第1加热装置13之外,还可以与构成假捻加工机1的装置电连接。
63.加热部52构成为被热源51生成的热而加热。加热部52沿着热源51在延伸方向上延伸(参照图3的(a))。在延伸方向上,加热部52具有与第1加热装置13的延伸方向上的长度大致相同的长度。例如,在第1加热装置13的延伸方向上的长度为1.0m的情况下,加热部52的延伸方向上的长度也为1.0m。加热部52例如具有两个加热部件53(加热部件53a、53b)以及两个接触块54(接触块54a、54b)。加热部件53a以及接触块54a是用于加热丝线ya的部件。加热部件53b以及接触块54b是用于加热丝线yb的部件。用于加热丝线ya的部件与用于加热丝线yb的部件例如在机体长度方向上隔着热源51而配置在相互相反侧的位置。
64.对用于加热丝线ya的部件进行说明。加热部件53a例如由黄铜等的比热大的金属材料构成。加热部件53a沿着热源51在延伸方向上延伸。加热部件53a配置成与热源51接触。加热部件53a例如配置在热源51的机体长度方向上的一侧(图3的(b)的纸面左侧)。加热部件53a例如具有沿着延伸方向延伸的、用于形成丝线通道的狭缝55(狭缝55a)。狭缝55a是在与延伸方向正交的截面中呈倒u字状的狭缝。狭缝55a在高度方向上的另一侧开口。在狭缝55a内收纳接触块54(接触块54a)。
65.接触块54a是形成用于丝线ya行进的丝线通道的部件。接触块54a例如是sus制的长条的部件。接触块54a至少沿着延伸方向延伸。接触块54a收纳在狭缝55a内。接触块54a在与加热部件53a接触的状态下固定于加热部件53a。接触块54a通过经由加热部件53a从热源51传递来的热而升温。接触块54a具有用于使丝线y接触的接触面56(接触面56a)。接触面56a至少朝向高度方向上的另一侧。接触面56a在与机体长度方向正交的截面中例如呈大致
u字状弯曲(参照图3的(d))。接触面56a当从延伸方向观察时例如呈倒u字状弯曲(参照图3的(b))。
66.此外,对用于加热丝线yb的部件进行说明。加热部件53b例如配置在热源51的机体长度方向上的另一侧(图3的(b)的纸面右侧)。加热部件53b与热源51接触。加热部件53b具有与狭缝55a相同形状的狭缝55b。在狭缝55b内收纳与接触块54a相同构造的接触块54b。接触块54b具有与接触面56a相同形状的接触面56b。接触面56b至少朝向高度方向上的另一侧。省略进一步的详细构成。
67.此处,适当设定第1加热装置13与止捻导丝器12的位置关系以及第1加热装置13与冷却装置14的位置关系,以便在丝线y正常行进的状态(以下,称为“通常状态”)下,丝线y可靠地与接触面56接触。由此,对沿着接触面56行进的丝线y至少在高度方向上施加向接触面56侧的力。因而,在通常状态下,能够防止丝线y从接触面56脱离。
68.在具有以上构成的第1加热装置13中,在通常状态下,丝线y一边行进一边与接触面56接触,由此经由接触面56从加热部52接收热(接触方式)。由此,丝线y被加热。通过适当地设定丝线y的种类、丝线y的牌号(粗细)、丝线y的行进速度以及第1加热装置13的加热温度,能够将丝线y的温度设为最佳的加工温度。在第1加热装置13中,加热温度与加工温度并不是一定要一致。加热温度多被设定得高于加工温度的目标值。
69.此处,以往,避免将第1加热装置13的加热温度设定为收纳在某一范围(以下,称作中间档)的内侧。其理由在于,在第1加热装置13的加热温度被设定为中间档内的温度的情况下,如果产生断丝而丝线y无法正常行进,则丝线y有可能热粘在装置上。另一方面,近年来,要求提供加热效率更高的丝线加工方法以及丝线加工机。因此,在一边通过加热装置加热丝线一边进行加工时,为了避免产生了断丝时的热粘的风险并提高加热效率,第1加热装置13如以下那样构成。
70.(第1加热装置的构成以及配置)
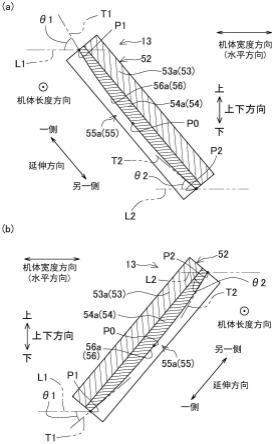
71.参照图3的(a)~图5的(b)对第1加热装置13的构成以及配置更具体地进行说明。图4是表示接触面56相对于水平方向的倾斜角度的定义的说明图。图5的(a)、(b)是表示接触面56相对于水平方向的倾斜角度的限度的说明图。
72.首先,第1加热装置13的加热温度(接触面56的设定温度)至少能够设定为中间档(例如,在本实施方式中为230~350℃)内的任意温度。在第1加热装置13中,进而,也可以将加热温度设定为比230℃低的温度。此外,在第1加热装置13中,进而,也可以将加热温度设定为比350℃高的温度。
73.如上所述,第1加热装置13的接触块54具有接触面56。如图3的(b)、(d)所示,接触面56的高度方向上的另一侧的(更准确来说,下侧的)空间开放。所谓“开放”是指,在第1加热装置13中,在向接触面56的下侧的延长线上不配置部件,形成在断丝时丝线y能够因自重而从第1加热装置13脱落的空间。
74.此外,例如,如图3的(d)以及图4所示,在与机体长度方向正交的截面(换言之,与上下方向以及延伸方向的双方平行的截面)中,接触面56呈倒u字状弯曲。更详细来说,接触面56的延伸方向上的中央部(图4所示的点p0的附近部分)与延伸方向大致平行。接触面56的延伸方向上的外侧部分相对于延伸方向倾斜。接触面56的延伸方向上的一侧的端部(图4所示的点p1)的附近部分以及另一侧的端部(图4所示的点p2)的附近部分相对于延伸方向
倾斜最大。例如,当以延伸方向与水平方向大致平行的方式配置第1加热装置13时(参照图4),在与机体长度方向正交的截面中,点p0的附近部分与水平方向大致平行。此外,此时,点p1的附近部分以及点p2的附近部分相对于水平方向较大地倾斜。
75.如图4所示,在与机体长度方向正交的截面中,将点p1的附近部分相对于水平方向的倾斜角度设为角度θ1。此外,在该截面中,将点p2的附近部分相对于水平方向的倾斜角度设为角度θ2。以下,对角度θ1、θ2的详细的定义进行说明。角度θ1是在与机体长度方向正交的截面中,通过接触面56的点p1的切线中的延伸方向上的一侧的部分(切线t1)与沿着机体宽度方向延伸的大致水平的直线l1所成的角度。当切线t1位于比直线l1靠上侧的位置时(参照图4以及图5的(a)),角度θ1具有正的值。当切线t1位于比直线l1靠下侧的位置时(参照图5的(b)),角度θ1具有负的值。角度θ2是在与机体长度方向正交的截面中,通过接触面56的点p2的切线中的延伸方向上的一侧的部分(切线t2)、与沿着机体宽度方向延伸的大致水平的直线l2所成的角度。当切线t2位于比直线l2靠上侧的位置时(参照图5的(a)),角度θ2具有正的值。当切线t2位于比直线l2靠下侧的位置时(参照图4以及图5的(b)),角度θ2具有负的值。在与机体长度方向正交的截面中,接触面56的点p1与点p2之间的部分相对于水平方向的倾斜角度具有角度θ1与角度θ2之间的值。
76.在本实施方式中,接触面56相对于水平方向的倾斜角度收敛在-60~+60
°
之间。更具体而言,接触面56的从点p1到点p2的所有部分(即,接触面56的延伸方向上的所有部分)的倾斜角度相对于水平方向收敛在-60~+60
°
之间。在本实施方式中,在角度θ1以及角度θ2的双方收敛在-60~+60
°
之间时,接触面56整体相对于水平方向的倾斜角度收敛在-60~+60
°
之间。
77.如以上那样,在第1加热装置13中,接触面56的下侧(正下方)的空间开放,且在与机体长度方向正交的截面中,接触面56相对于水平方向的倾斜角度收敛在规定的范围内。因此,当在假捻加工机1的运转中产生了断丝时,能够使丝线y借助自重迅速地从接触面56分离,进而,使丝线y从第1加热装置13丝线y脱落。因此,即使第1加热装置13的设定温度为中间档内的温度,也能够避免在断丝时产生热粘。在本实施方式中,中间档是以往避免设定的230℃以上350℃以下的温度范围。
78.(加工丝的制造方法)
79.其次,对本实施方式的加工丝的制造方法(具体而言,具有通过第1加热装置13加热丝线y的工序的、加工丝的制造方法)进行说明。在本实施方式中,如上所述,在第1加热装置13中,使接触面56至少朝向下侧。此外,在与机体长度方向正交的截面(与上下方向以及延伸方向的双方平行的截面)中,接触面56相对于水平方向的倾斜角度收敛在-60~+60
°
之间。此外,将接触面56的温度(加热温度)设定为230℃以上350℃以下的规定温度。在该状态下,使丝线y一边与接触面56接触一边行进。通过以上的方法加热丝线y,由此,即使由于某些原因而产生断丝,也能够使丝线y迅速地从接触面56分离。因而,能够在断丝时避免丝线y的热粘,能够避免丝线y向第1加热装置13的附着。
80.要被加热的丝线y的粗细可以是任意的粗细。另外,在要被加热的丝线y粗的情况下,接触方式特别有效。在接触方式中,即使在加热较粗的丝线y(例如80dtex以上)的情况下,也能够经由接触面56向丝线y可靠地传递热。因而,能够将丝线y在其径向上均匀地加热。
81.(以往的制造方法的比较)
82.其次,参照图6对以往的制造方法的比较进行说明。本技术发明人如以下那样,实际评价通过使用了本实施方式的第1加热装置13的加工丝的制造方法,是否能够得到与代替第1加热装置13而使用以往的其他加热装置(未图示)的情况相同的丝线品质。
83.图6是表示使用后述的三种加热装置对规定粗细的丝线y进行假捻加工的情况下的、丝线y的卷曲收缩率(crimp contraction)与加热温度之间的关系的曲线图。横轴表示加热温度,纵轴表示卷曲收缩率。在图6中,表示167dtex(48长丝)的丝线y被加热的情况下的卷曲收缩率与加热温度之间的关系。用于评价的丝线y的材料(丝线材料)为聚酯。作为参考,聚酯的熔点为255~260℃。一般情况下,在假捻加工中,基于第1加热装置13的聚酯的优选加工温度约为180~200℃。此外,用于评价的丝线y的行进速度(加工速度)为800m/min。另外,通过变更丝线y的行进速度(即,变更行进中的丝线y被第1加热装置13加热的时间),能够适当调整卷曲收缩率与加热温度之间的关系。
84.对三种加热装置的概要进行说明。第1种加热装置(图6中的“铠装加热器(接触)1.0m”)是具有与上述第1加热装置13相同构造的加热装置。“铠装加热器”表示热源的种类。“接触”表示采用接触方式。“1.0m”表示加热装置的延伸方向上的长度为1.0m(以下,在第2种加热装置以及第3种加热装置中相同)。第1种加热装置的加热温度与卷曲收缩率之间的关系在图6中用涂黑的圆形标记来表示。第2种加热装置(图6中的“热介质(接触)2.0m”)是使用了公知的热介质即道生的公知的接触方式的加热装置。第2种加热装置被称作所谓的道生加热器。第2种加热装置的加热温度与丝线y的实际的加工温度大致相同。第2种加热装置的加热温度与卷曲收缩率之间的关系在图6中用涂黑的正方形标记来表示。第3种加热装置(图6中的“铠装加热器(非接触)1.0m”)是具有与上述第1加热装置13大致相同构造的加热装置。在第3种加热装置中,代替第1加热装置13的接触块54而设置例如日本特开平9-291428号公报所记载的狭缝引导件。第3种加热装置是公知的非接触方式的(主要利用由加热部52加热后的空气的热来加热丝线y)加热装置。第3种加热装置的加热温度与卷曲收缩率之间的关系在图6中用涂黑的三角形标记来表示。
85.另外,对上述第2种加热装置(道生加热器)以及上述第3种加热装置(非接触方式的加热装置)的沿革进行简单说明。以往,上述道生加热器被广泛使用。但是,道生加热器存在如下问题:由于加热温度的上升存在极限,因此如果被加热的丝线变粗,则装置大型化或者需要降低丝线y的行进速度。此外,道生加热器还具有如下问题:一般放热部的面积宽,因此用于维持加热温度的功耗大。之后,制造出具备铠装加热器作为热源的加热装置。由此,能够容易地使加热温度上升而实现装置的小型化,且能够通过减小放热部的面积来抑制功耗的增大。但是,本技术发明人考察到,为了避免上述热粘的问题而需要在该加热装置中将加热温度设定得足够高,并且为了不过度加热丝线y而需要采用非接触方式。
86.在上述第1种加热装置(本实施方式的第1加热装置13)中,通过将加热温度设定为约250~290℃(图6所示的实线的框内),能够得到与在上述第2种加热装置(道生加热器)中将加热温度设定为约180~200℃(图6所示的虚线的框内)的情况大致相同的卷曲收缩率。此外,该卷曲收缩率与在上述以往的第3种加热装置(铠装加热器且非接触方式)中将加热温度设定为约420~460℃(图6所示的单点划线的框内)的情况下得到的卷曲收缩率大致相同。另外,上述评价结果始终是在3种加热装置中使特定的种类以及特定的粗细的丝线以特
定的行进速度行进时的丝线物性的比较结果。因而,需要注意的是,该评价结果不表示将第1加热装置13的加热温度限定为约250~290℃。
87.如以上那样,可知在使用了具有与第1加热装置13相同构成的第1种加热装置的情况下,能够得到与使用了以往的第2以及第3种加热装置的情况相同的丝线品质。通过采用接触方式且将加热温度设定为中间档,例如能够得到下述的优点。第1加热装置13与第2种加热装置(道生加热器)相比能够提高加热温度,因此,能够实现装置的紧凑化和/或加热效率的提高。此外,第1加热装置13与第3种加热装置(非接触方式)相比能够降低加热温度,因此能够减少热源51的功耗。此外,在具有接触面56的第1加热装置13中,能够经由接触面56向丝线y有效地传递热。因而,即使在加热较粗的丝线y的情况下,也能够均匀地加热丝线y的径向上的外侧部分以及内侧部分。
88.如以上那样,在通常状态下,即使接触面56的温度(加热温度)在中间档内,通过适当地设定丝线的种类、丝线的牌号(粗细)、丝线的行进速度以及加热温度,能够将丝线加热到最佳的加工温度(能够避免热粘的问题)。此外,接触面56至少朝向下侧,且接触面56相对于水平方向的倾斜角度收敛在-60~+60
°
之间。由此,在产生了断丝时,能够使丝线y借助自重从接触面56迅速地分离。由此,即使产生断丝,也能够避免丝线y的熔解。因而,能够避免产生了断丝时的热粘的风险,并提高加热效率。此外,通过采用接触方式且将加热温度设定在中间档内,如上所述,能够实现装置的紧凑化和/或功耗的减少。
89.此外,在本实施方式中,通过使用作为电热加热器的铠装加热器作为热源51,能够容易地使接触面56的温度上升到丝线材料的熔点以上。
90.此外,第1加热装置13的延伸方向上的长度为0.4m以上1.6m以下。通过使用在延伸方向上具有适当的长度的第1加热装置13,能够应对各种丝线y的种类和/或粗细或者丝线行进速度等的条件。
91.具体而言,例如在假捻装置15为公知的pin类型的假捻装置时,加工速度为50~100m/min。这样,在加工速度低时,第1加热装置13优选在延伸方向上较短(0.4m)。另外,在这样的加工速度的条件下,在使用上述道生加热器加热丝线y的情况下,道生加热器的延伸方向上的长度例如为1.0~1.2m。此外,例如在对尼龙6制、尼龙66制或者聚酯制的产业材料用的较粗的丝线y进行加热的情况下,优选第1加热装置13在延伸方向上较长(1.6m)。此时的加工速度为600~800m/min。另外,在这样的加工速度的条件下,在使用上述道生加热器加热丝线y的情况下,道生加热器的延伸方向上的长度例如为2.0~2.5m。
92.其次,说明对上述实施方式施加变更的变形例。但是,对于具有与上述实施方式相同构成的部件,标注相同的符号并适当省略其说明。
93.(1)在上述实施方式中,在第1加热装置13中,接触面56的下侧(正下)的空间始终开放。但是,并不限定于此。也可以在第1加热装置13的高度方向上的另一侧的端部例如设置用于抑制外部气体进入丝线y行进的丝线行进空间的、能够开闭或者能够拆装的罩(未图示)。在这样的情况下,能够在断丝时使丝线y从接触面56迅速地分离,因此能够避免热粘的问题。
94.(2)丝线y的丝线材料并不限定于上述丝线材料。例如,作为丝线材料,也可以使用尼龙6或者尼龙66等。
95.(3)在到上述为止的实施方式中,中间档为230℃以上350℃以下的温度范围。但
是,并不限定于此。中间档的下限值例如也可以根据丝线材料的种类以及每个丝线材料的产生热粘可能性高的温度而改变。例如,聚酯的产生热粘可能性高的温度约为250℃以上。因而,例如在聚酯中,中间档的下限值可以为250℃,也可以高于250℃。此外,尼龙6的产生热粘可能性高的温度约为230℃以上。因而,在尼龙6中,中间档的下限值可以为230℃,也可以高于230℃。此外,尼龙66的产生热粘可能性高的温度约为260℃以上。因而,在尼龙66中,中间档的下限值可以为260℃,也可以高于260℃。此外,在第1加热装置13的加热温度为350℃或者其附近的温度的情况下,根据丝线y的种类和/或粗细或者丝线行进速度等的条件,也有可能容易产生热粘。因此,中间档的上限值例如可以为320℃。由此,能够更可靠地避免热粘。第1加热装置13的加热温度也可以为收敛在以上的范围内的规定温度。
96.(4)在到上述为止的实施方式中,作为具有接触面56的部件而设置接触块54。但是,并不限定于此。也可以代替接触块54,例如将以从延伸方向观察时成为倒u字状的方式钣金加工的sus板(未图示)收纳在狭缝55内(例如,参照日本特开2002-194631号公报)。也可以在这样的sus板上形成接触面(未图示)。
97.(5)在到上述为止的实施方式中,在与机体长度方向正交的截面中,接触面56弯曲。但是,并不限定于此。接触面56也可以在与机体长度方向正交的截面中例如为大致直线状。
98.(6)在到上述为止的实施方式中,接触块54收纳在狭缝55内,狭缝55的高度方向上的另一侧开口。但是,并不限定于此。例如,当从延伸方向观察时,加热部件53的高度方向上的另一侧的端部的位置与接触面56的高度方向上的端部的位置也可以大致相同。在该情况下,也可以说成是接触面56的下侧(正下)的空间开放。
99.(7)在到上述为止的实施方式中,通过铠装加热器加热加热部52的第1加热装置13设置于假捻加工机1。但是,并不限定于此。也可以代替第1加热装置13,而将上述道生加热器设置于假捻加工机1。例如,在存在具有低熔点的丝线材料的情况下,也可以在道生加热器中实施上述加工方法(加工丝的制造方法)。
100.(8)在到上述为止的实施方式中,第1加热装置13构成为能够加热2根丝线y。但是,并不限定于此。第1加热装置13也可以构成为能够加热1根丝线y。或者,第1加热装置13也可以构成为加热3根以上的丝线y。
101.(9)本发明并不限定于假捻加工机1,也可以应用于具有其他构成的公知的假捻加工机(未图示)。例如,本发明也可以应用于日本特开2009-74219号公报所记载的假捻加工机(未图示)。该假捻加工机构成为能够将2根丝线并丝而形成1根丝线。该假捻加工机构成为能够将并丝后的1根丝线或者未并丝的2根丝线卷取于单一的摇架。作为例子,本发明可以应用于这样的假捻加工机。或者,本发明除了假捻加工机之外,还可以应用于例如公知的气体加工机(未图示)等的、一边使丝线(未图示)行进一边进行加工的丝线加工机。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1