一种精制竹浆及其制备方法以及该精制竹浆在造纸中的应用与流程
1.本技术涉及制浆造纸领域,并且更为具体地,涉及一种采用apmp法制备的精制竹浆以及该精制竹浆在造纸中的应用。
背景技术:
2.apmp(alkaline peroxide mechanical pulp,碱性过氧化氢机械浆)法是一种制浆方法,通常采用的工艺过程是将植物纤维原料粉碎、放料、筛选、洗涤和氧化。
3.一般来说,不同的纸浆产品需要不同性能指标的纸浆,例如,对于食品领域的纸杯、纸碗等纸浆产品,卡纸需具有一定的厚度,以使纸浆产品具有较好的手感,同时卡纸需兼具一定的挺度,以避免在加工时被模具挤压而起皱。在实际的生产过程中,一般通过在纸浆中添加化学机械浆的方式,来提高食品领域纸浆产品的松厚度。
4.通常,木材和竹子都可以作为制备纸浆的原料,且都有大量的应用实例,其中,竹子具有储量大、成本低及生长周期短等特点,竹子纤维细胞壁厚、挺度高,成纸松厚度好、挺度高,是重要的制浆造纸原料。如中国专利
5.但是,现有的基于apmp法制备的竹浆料中会存在纤维束(或称纤维性尘埃)的含量较高的技术缺点,纤维束,主要指未蒸解的竹片或植物碎片,高含量的纤维束会导致纸浆产品质量下降。竹材以化学机械浆的制浆方式所得浆料,其纤维性尘埃主要有两部分来源,一是竹节部分,由于其厚度在整个竹材中是最大的,所以在制浆过程中化学药液在这部分的渗透是比较困难的、渗透也不均匀,表、里处理程度就不同,导致在后续机械处理,即磨浆机进行磨浆的过程时产生纤维束尘埃;二是竹青部分,即竹竿外表面,由于其表面有蜡质类物质,且该部分纤维的密度较竹肉部分即竹片中间部分和竹黄部分,即竹片内表面要高一些,是竹材密度最大的部分,药液渗透较为困难,这就导致在化学处理过程中,竹肉和竹黄部分已经处理到位的情况下,竹青部分的处理程度就相对较低,竹青部分纤维要挺硬一些,经过后续磨浆而产生纤维性尘埃。由于竹子在加工过程中容易产生纤维束,而纤维束含量高不仅造成纸张表面出现纤维性尘埃的纸病,也会在打浆、精浆过程耗费更多能源。
6.中国专利cn106835793b公开了一种用于卫生用品生产的本色竹纤维高吸水衬纸的制备方法,该方法以竹材为原料,采用物理与化学相结合的方法,制备出综合质量优且环境污染小的产品。所制得的本色吸水衬纸的物理性能指标为:纵向抗张指数12~15n
·
m/g,横向抗张指数3~5n
·
m/g,纵向湿抗张强度30~50n/m,横向湿抗张强度10~20n/m,横向吸水性45~65mm/100s,定量10~40g/m2,白度35~50%iso,多戊糖8%以下,灰分1.0%以下,松厚度5.5~6.5cm3/g,柔软度250mn以下,对金黄色葡萄球菌及大肠杆菌抑菌率99%以上,对白色念珠菌抑菌率98%以上,该专利通过对得到的浆料经稀释后泵送入筛选设备筛选出比重较轻的浆团、纤维束等杂物,以及比重较重的金属颗粒、砂砾等杂物,但对于纤维束的含量控制很难达到较低的水平。
技术实现要素:
7.有鉴于此,本发明提供了一种精制竹浆、制备方法及其应用,能够有效降低纸浆产品的纤维束含量,最大程度降低因纤维束的存在而造成纸张表面形成纤维性尘埃,保证了纸张的品质。
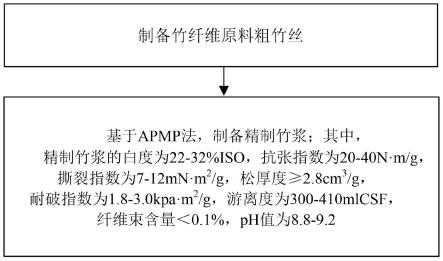
8.本发明提供的一种精制竹浆的纤维束含量<0.1%,白度为22~32%iso,抗张指数为20~40n
·
m/g,撕裂指数为7~12mn
·
m2/g,松厚度≥2.8cm3/g,耐破指数为1.8~3.0kpa
·
m2/g,游离度为300~410mlcsf,ph值为8.8~9.2;
9.其中,所述精制竹浆还包括调配辅料,所述调配辅料包括固着剂0.01~0.03%、枞酸型树脂胶0.02~0.03%、磨细矿物滑石0.02~0.05%、三元微粒胶0.004~0.005%和食用玉米淀粉0.03~0.05%,所述的调配辅料含量是占精制竹浆总重量的百分比;
10.所述精制竹浆的制备方法,基于apmp法,制备所述精制竹浆:
11.(1)粗竹丝的制备:将竹块进行机械切削,堆存发酵30~60天,洗涤、脱水后经螺旋挤压分丝搓磨机机械挤压纵向分丝,得到长度10~80mm,宽度5~50mm的竹纤维原料粗竹丝;
12.(2)粗浆的制备:将所述竹纤维原料粗竹丝转入一段反应仓,喷淋质量分数为3~5%的naoh溶液,在70~90℃下反应120~150min,转入盘磨机进行一段磨浆,得到宽度1~5mm、长度10~60mm的粗浆;
13.(3)精制竹浆的制备:将所述粗浆脱水、浓缩后转入二段反应仓,喷淋质量分数共为3~5%的naoh和h2o2混合溶液,且naoh和h2o2的摩尔比例为naoh∶h2o2=1∶0.66~1.5,在70~90℃下反应120~150min,转入盘磨机进行二段磨浆,得到所述精制竹浆,其中,进浆压力为100~150mpa,出浆压力为300~400mpa,功率400~500kw。
14.其中,所述的精制竹浆中,还添加了调配辅料,即将调配辅料添加到所述精制竹浆中,所述调配辅料包括固着剂0.01~0.03%、枞酸型树脂胶0.02~0.03%,磨细矿物滑石0.03~0.05%、三元微粒胶0.004~0.005%和食用玉米淀粉0.04~0.045%,所述的调配辅料的含量是占精制竹浆总重量的百分比。
15.上述的精制竹浆,可以用于制造纸杯纸、面碗纸、吸管纸等产品;也可以与木浆、其他方法制备的竹浆等浆料混合形成混合浆制造相应的纸品。
16.本发明的精制竹浆、制备方法及其应用,在制备粗竹丝的步骤中,一方面通过堆存处理,竹块在自然环境下堆存生物发酵,可以去掉一部分竹青表面的蜡质,同时通过在堆存过程中的生物作用,使竹青和竹节中的一些可溶性物质通过氧化分解等作用而去掉,使竹片变得相对疏松,有利于化学药液的渗透;另一方面通过螺旋挤压分丝搓磨机纵向挤压分丝,通过机械作用将竹片变得蓬松,也有利于药液渗透,减少纤维束尘埃的产生,从而保证浆料纤维束含量控制在0.1%以下,有效解决了打浆、精浆过程的能耗问题,纤维束含量高则打浆能耗高,且会存在打浆过程中纤维束处理不均匀的问题,进而造成纸张表面出现纤维性尘埃的纸病,制备精制竹浆的过程中,通过竹片的预处理以及制浆工艺的优化,通过机械加化学处理,使竹纤维之间得到较为彻底的分离,进而减少浆料精制过程中的机械打浆能耗,最大程度降低因纤维束的存在而造成纸张表面形成纤维性尘埃,保证了纸张的品质。
附图说明
17.图1为本发明提供的精制竹浆的制备方法的流程示意图。
具体实施方式
18.下面将参照附图更详细地描述本技术的实施例。虽然附图中显示了本技术的某些实施例,然而应当理解的是,本技术可以通过各种形式来实现,而且不应该被解释为限于这里阐述的实施例,相反提供这些实施例是为了更加透彻和完整地理解本技术。应当理解的是,本技术的附图及实施例仅用于示例性作用,并非用于限制本技术的保护范围。
19.本技术使用的术语“包括”及其变形是开放性包括,即“包括但不限于”。术语“根据”是“至少部分地根据”。术语“一个实施例”表示“至少一个实施例”;术语“另一实施例”表示“至少一个另外的实施例”。其它术语的相关定义将在下文描述中给出。
20.对比例1:精制竹浆的制备
21.基于apmp法,制备所述精制竹浆:
22.(1)粗竹丝的制备:将竹块进行机械切削,堆存发酵10~15天,洗涤、脱水后经螺旋挤压分丝搓磨机机械挤压纵向分丝,得到长度20~80mm,宽度10~80mm的竹纤维原料粗竹丝;
23.(2)粗浆的制备:将所述竹纤维原料粗竹丝转入一段反应仓,喷淋质量分数为3~5%的naoh溶液,在70~90℃下反应100~120min,转入盘磨机进行一段磨浆,得到宽度2~5mm、长度15~60mm的粗浆;
24.(3)精制竹浆的制备:将所述粗浆脱水、浓缩后转入二段反应仓,喷淋质量分数共为3~5%的naoh和h2o2混合溶液,且naoh和h2o2的摩尔比例为naoh∶h2o2=1∶0.66~1.5,在70~90℃下反应90~120min,转入盘磨机进行二段磨浆,得到所述精制竹浆,其中,进浆压力为100~150mpa,出浆压力为300~400mpa,功率400~500kw。
25.其中,所述的精制竹浆中,还添加了调配辅料,即将调配辅料添加到所述精制竹浆中,所述调配辅料包括固着剂0.01~0.03%、枞酸型树脂胶0.02~0.03%,磨细矿物滑石0.03~0.05%、三元微粒胶0.004~0.005%和食用玉米淀粉0.04~0.045%,所述的调配辅料的含量是占精制竹浆总重量的百分比。
26.所制备的精制竹浆的纤维束含量:0.15%,白度为20~28%iso,抗张指数为20~30n
·
m/g,撕裂指数为7~10mn
·
m2/g,松厚度≥2.7cm3/g,耐破指数为1.8~2.5kpa
·
m2/g,游离度为320~415mlcsf,ph值为8.8~9.5。
27.对比例2:采用精制竹浆制备纸杯纸
28.采用对比例1中的精制竹浆制造纸杯纸,包括以下步骤:
29.s141:将精制竹浆稀释到浓度0.7%~1.2%,泵送到食品纸机流箱;
30.s142:精制竹浆经三叠网复合成形得到含水率78~88%的湿纸幅;
31.s143:纸幅经真空机械脱水、表面平整工序、高温蒸汽缸热处理,得到含水率为8%的精制竹浆纸杯原纸。
32.s150:基于纸杯原纸喷涂生物质胶,包括以下步骤:
33.s151:生物质胶的制备:生物质胶原料10%浓度溶解,升温速率4~5℃/min,最高温度96~97℃,保温时间36min,黏度4.7mpa.s。
34.s152:生物质胶料泵送至计量辊式薄膜喷涂机,喷涂量4.4g/m2,热处理至含水率9.2%,经软压光表面修饰。
35.s153:生物质胶喷涂、表面修饰后的精制竹浆纸杯原纸经分切包装后得到精制竹浆纸杯纸产品,所得纸杯纸产品性能指标见表1
36.其中,基于精制竹浆纸杯纸产品性能指标包括:定量150~350g/m2,厚度190~455μm,吸水性≤58g/m2,白度值20%~28%iso,抗张指数20~35n
·
m/g,撕裂指数7~10mn
·
m2/g,耐破指数1.8~2.5kpa
·
m2/g,内结合强度>100j/m2,边缘渗透性<6mm,耐折度40~100次,平滑度8~32s,挺度15~50mn
·
m,纤维束含量0.15%,抑菌率≥99%。
37.表1:纸杯纸产品性能指标表
[0038][0039][0040]
以上对比例中,产品的尘埃度指标检测值较高,尘埃度指标主要是受到浆中纤维束含量多少的影响,本对比例中,纤维束含量值为0.15%,产品尘埃度达到116~124mm2/kg,而在以下实施例中,我们控制纤维束含量<0.1%,实际范围在0.04%~0.08%,不同纤维束含量的产品尘埃度见表2,可以看出,降低浆汇总纤维束含量后,产品尘埃度值大幅降低,,最大降幅能达到93.3%,这说明有效控制浆中纤维束含量,对提高产品品质有非常积极的作用,尘埃度影响产品的外观质量,而外观质量直接影响产品品质,所以控制纤维束含量是提高产品品质非常必要的技术手段之一。
[0041]
表2:不同纤维束含量的产品尘埃度
[0042][0043]
实施例1:精制竹浆的制备
[0044]
基于apmp法,制备所述精制竹浆:
[0045]
(1)粗竹丝的制备:将竹块进行机械切削,堆存发酵30~60天,洗涤、脱水后经螺旋挤压分丝搓磨机机械挤压纵向分丝,得到长度10~80mm,宽度5~50mm的竹纤维原料粗竹丝;
[0046]
(2)粗浆的制备:将所述竹纤维原料粗竹丝转入一段反应仓,喷淋质量分数为3~5%的naoh溶液,在70~90℃下反应120~150min,转入盘磨机进行一段磨浆,得到宽度1~5mm、长度10~60mm的粗浆;
[0047]
(3)精制竹浆的制备:将所述粗浆脱水、浓缩后转入二段反应仓,喷淋质量分数共为3~5%的naoh和h2o2混合溶液,且naoh和h2o2的摩尔比例为naoh∶h2o2=1∶0.66~1.5,在70~90℃下反应120~150min,转入盘磨机进行二段磨浆,得到所述精制竹浆,其中,进浆压力为100~150mpa,出浆压力为300~400mpa,功率400~500kw。
[0048]
其中,所述的精制竹浆中,还添加了调配辅料,即将调配辅料添加到所述精制竹浆中,所述调配辅料包括固着剂0.01~0.03%、枞酸型树脂胶0.02~0.03%,磨细矿物滑石0.03~0.05%、三元微粒胶0.004~0.005%和食用玉米淀粉0.04~0.045%,所述的调配辅料的含量是占精制竹浆总重量的百分比。
[0049]
所制备的精制竹浆的纤维束含量<0.1%,白度为22~32%iso,抗张指数为20~40n
·
m/g,撕裂指数为7~12mn
·
m2/g,松厚度≥2.8cm3/g,耐破指数为1.8~3.0kpa
·
m2/g,游离度为300~410mlcsf,ph值为8.8~9.2。
[0050]
实施例2:采用精制竹浆制备纸杯纸
[0051]
采用实施例1中的精制竹浆制造纸杯纸,包括以下步骤:
[0052]
s241:将精制竹浆稀释到浓度0.7%~1.2%,泵送到食品纸机流箱;
[0053]
s242:精制竹浆经三叠网复合成形得到含水率78~88%的湿纸幅;
[0054]
s243:纸幅经真空机械脱水、表面平整工序、高温蒸汽缸热处理,得到含水率为8%的精制竹浆纸杯原纸。
[0055]
s250:基于纸杯原纸喷涂生物质胶,包括以下步骤:
[0056]
s251:生物质胶的制备:生物质胶原料10%浓度溶解,升温速率4~5℃/min,最高温度96~97℃,保温时间36min,黏度4.7mpa.s。
[0057]
s252:生物质胶料泵送至计量辊式薄膜喷涂机,喷涂量4.4g/m2,热处理至含水率9.2%,经软压光表面修饰。
[0058]
s253:生物质胶喷涂、表面修饰后的精制竹浆纸杯原纸经分切包装后得到精制竹
浆纸杯纸产品,所述纸杯纸产品性能指标见表3;
[0059]
其中,基于精制竹浆纸杯纸产品性能指标包括:定量150~350g/m2,厚度190~455μm,吸水性≤58g/m2,白度值22%~30%iso,抗张指数25~55n
·
m/g,撕裂指数8~12mn
·
m2/g,耐破指数2.1~3.2kpa
·
m2/g,内结合强度>110j/m2,边缘渗透性<6mm,耐折度40~120次,平滑度8~35s,挺度15~55mn
·
m,纤维束含量0.06%,抑菌率≥99%。
[0060]
表3:纸杯纸产品性能指标表
[0061][0062][0063]
实施例3:采用精制竹浆制备面碗纸
[0064]
采用实施例1中的精制竹浆制造面碗纸,包括以下步骤:
[0065]
s341:将精制竹浆稀释到浓度0.6%~1.3%,泵送到食品纸机流箱;
[0066]
s342:精制竹浆经三叠网复合成形得到含水率78~88%的湿纸幅;
[0067]
s343:纸幅经真空机械脱水、表面平整工序、高温蒸汽缸热处理,得到含水率为8%的精制竹浆面碗纸原纸;
[0068]
s350:基于面碗纸原纸喷涂生物质胶,包括以下步骤:
[0069]
s351:生物质胶的制备:生物质胶原料11.5%浓度溶解,升温速率4~5℃/min,最高温度94~95℃,保温时间42min,黏度4.4mpa.s;
[0070]
s352:生物质胶料泵送至计量辊式薄膜喷涂机,喷涂量4.3g/m2,热处理至含水率9.5%,经软压光表面修饰;
[0071]
s353:生物质胶喷涂、表面修饰后的竹浆面碗原纸经分切包装后得到精制竹浆面碗纸产品,所述面碗纸产品性能指标见表4;
[0072]
其中,基于精制竹浆面碗纸产品性能指标包括:定量210~250g/m2,松厚度1.9~
2.4cm3/g,吸水性≤50g/m2,白度值21%~28%iso,抗张指数32~45n
·
m/g,撕裂指数7.5~12.0mn
·
m2/g,耐破指数2.1~3.5kpa
·
m2/g,内结合强度>105j/m2,边缘渗透性<6mm,耐折度50~110次,平滑度6~32s,挺度18~58mn
·
m,纤维束含量:0.065%抑菌率≥99%。
[0073]
表4:面碗纸产品性能指标表
[0074][0075][0076]
实施例4:采用精制竹浆制备吸管纸。
[0077]
采用实施例1的精制竹浆制备吸管纸,包括以下步骤:
[0078]
s441:将精制竹浆稀释到浓度0.6%~1.4%,泵送到食品纸机流箱;
[0079]
s442:精制竹浆经三叠网复合成形得到含水率77~87%的湿纸幅;
[0080]
s443:纸幅经真空机械脱水、表面平整工序、高温蒸汽缸热处理,得到含水率为8%的精制竹浆吸管原纸;
[0081]
s450:基于吸管原纸喷涂生物质胶,包括以下步骤:
[0082]
s451:生物质胶的制备:生物质胶原料12.5%浓度溶解,升温速率4~7℃/min,最高温度95~97℃,保温时间45min,黏度4.9mpa.s;
[0083]
s452:生物质胶料泵送至计量辊式薄膜喷涂机,喷涂量4.4g/m2,热处理至含水率9.5%,经软压光表面修饰;
[0084]
s453:生物质胶喷涂、表面修饰后的竹浆吸管原纸经分切包装后得到竹浆吸管纸产品,所述吸管纸产品性能指标见表5;
[0085]
其中,基于精制竹浆吸管纸产品性能指标包括:定量100~120g/m2,厚度128~175μm,吸水性≤35g/m2,白度值21%~27%iso,抗张指数>25n
·
m/g,撕裂指数>7.5mn
·
m2/g,耐破指数>2.2kpa
·
m2/g,内结合强度>115j/m2,平滑度>8s,挺度>18mn
·
m,纤维束含
量:0.08%,抑菌率≥99%。
[0086]
表5:吸管纸产品性能指标表
[0087][0088][0089]
实施例5:采用精制混合竹浆制备纸杯纸
[0090]
采用实施例1中的精制竹浆,并与采用dds深度氧化脱木素法(displacement digester system,置换蒸煮系统)制备的精制竹浆进行混合,制备精制混合竹浆纸杯纸,包括如下步骤:
[0091]
dds法精制竹浆的制备:
[0092]
s551:将所述竹纤维原料粗竹丝转入压力容器,加入na2o质量分数为6%~8%的制浆溶液,所述制浆溶液包括naoh和na2o,所述竹纤维原料粗竹丝与所述制浆溶液的质量比例为1∶4~6,在80~120℃预浸30~45min,然后在120~140℃、0.2~0.45mpa下加热60~80min,再在0.45~0.65mpa、145~155℃下加热60~85min,经过放料、筛选和洗涤工序,得到初始浆料;
[0093]
s552:将所述初始浆料泵送至氧化反应塔,加入质量分数为0.003~0.005%的mgso4和naoh的混合反应液,通入工业氧气,在压力0.25~0.35mpa、温度60~90℃下进行60~240min的氧化还原反应,得到所述dds法精制竹浆b;
[0094]
s553:将包括以下的重量份组分的调配辅料通过dcs控制系统在线添加到dds法精制混合竹浆输送管线中:固着剂0.0126%、枞酸型树脂胶0.0243%,磨细矿物滑石0.0246%、三元微粒胶0.00466%、食用玉米淀粉0.0342%,得到含有调配辅料的dds法制竹浆b,其中加入辅料均是占dds法精制竹浆b的总重量的百分比;
[0095]
所述dds法精制竹浆b的白度为32~42%iso,抗张指数为40~60n
·
m/g,撕裂指数为12~20mn
·
m2/g,松厚度为1.8~2.4cm3/g,耐破指数为3.0~4.0kpa
·
m2/g,聚戊糖含量10~20%,综纤维素含量80~90%,纤维卷曲度为11~14%,一类纤维含量94.5~96.5%,二类纤维含量3.5~5.5%。
[0096]
其中,控制聚戊糖含量10%~20%,是为了保证dds法精制竹浆b的制浆过程对纤维原料的物理化学结构破坏程度较低,在后续机械打浆过程中,降低能耗同时能使浆料的物理强度指标达到较高的水平。
[0097]
其中,控制综纤维素含量80%~90%,是为了保证dds法精制竹浆b的制浆过程对纤维原料中的木质素脱除程度较高,为浆料较高的物理强度指标提供保证。
[0098]
其中,控制纤维卷曲度11%~14%,既能保证在打浆过程中纤维之间相互的“挤压”作用而使纤维达到更好的分丝帚化,为造纸过程中纤维之间的结合过程提供更多的结合位点,同时也可避免卷曲度过小,纤维在打浆过程被机械力作用而被“切断”,或者卷曲度过大时会增大打浆过程的难度和增加能耗。
[0099]
其中,控制一类纤维含量保持在94.5%~96.5%,能降低造纸过程的纤维流失,降低浆料的成本;控制二类纤维含量保持在3.5%~5.5%,既能减少流失量,也能在一类纤维间起到“架桥”作用,有利于进一步提高纸张物质强度指标值。目前行业内对化学竹浆的质量要求仅限于表观的一些指标值,如抗张指数等物理指标,对上述纤维含量的关注度较少,上述对纤维含量的控制能够进一步提高竹浆制品的质量。
[0100]
s554:将实施例1中的精制竹浆与上述dds法精制竹浆b按照1∶4的重量比例进行混合,并用精制混合竹浆制备纸杯纸,其中,所述实施例1中精制竹浆与所述dds法精制竹浆b的白度差为2%iso,两种竹浆混合后得到白度值33.6%iso,抗张指数61.12n
·
m/g,撕裂指数16.86mn
·
m2/g,耐破指数3.56kpa
·
m2/g,松厚度1.83cm3/g,挺度10.02mn
·
m的精制混合竹浆;
[0101]
本实施例还提供了一种精制混合竹浆在制浆造纸中的应用,即基于精制混合竹浆的纸杯纸的制造工艺:
[0102]
s555:制备基于精制混合竹浆的纸杯纸,包括以下步骤:
[0103]
s556:将精制混合竹浆稀释到浓度0.5%~1.5%,泵送到食品纸机流箱。
[0104]
s557:精制混合竹浆经三叠网复合成形得到含水率80~90%的湿纸幅。
[0105]
s558:纸幅经真空机械脱水、表面平整工序、高温蒸汽缸热处理,得到含水率为8%的精制竹浆纸杯原纸。
[0106]
s559:基于纸杯原纸喷涂生物质胶,包括以下步骤:
[0107]
s560:生物质胶的制备:原料10%浓度溶解,升温速率4~5℃/min,最高温度96~97℃,保温时间37min,黏度4.8mpa.s。
[0108]
s561:生物质胶料泵送至计量辊式薄膜喷涂机,喷涂量4.2g/m2,热处理至含水率9.5%,经软压光表面修饰。
[0109]
s562:生物质胶喷涂、表面修饰后的精制竹浆纸杯原纸经分切包装后得到精制竹浆纸杯纸产品。
[0110]
其中,如表6,基于精制竹浆纸杯纸产品性能指标包括:定量150~350g/m2,厚度185~435μm,吸水性≤60g/m2,白度值24%~40%iso,抗张指数30~60n
·
m/g,撕裂指数10~20mn
·
m2/g,耐破指数2.5~4.0kpa
·
m2/g,内结合强度>100j/m2,边缘渗透性<5mm,耐折度60~300次,平滑度5~40s,挺度10~70mn
·
m,纤维束含量:0.045%,抑菌率≥99%。
[0111]
表6:纸杯纸产品性能指标表
[0112][0113]
实施例6:采用精制混合竹浆制备吸管纸
[0114]
将实施例1中的精制竹浆和dds法精制竹浆按照1∶2.5的重量比例进行混合,并用精制混合竹浆制备竹浆吸管纸,其中,所述实施例1中的精制竹浆与所述dds法精制竹浆的白度差为10%iso。
[0115]
采用实施例4的方法,制备精制混合竹浆:
[0116]
s606:将实施例1中的精制竹浆与上述dds法精制竹浆按照按照1∶2.5的重量比例进行混合,并用精制混合竹浆制备吸管纸,其中,所述精制竹浆与所述dds法精制竹浆的白度差为10%iso,得到白度值39.2%iso,抗张指数41.24n
·
m/g,撕裂指数8.68mn
·
m2/g,耐破指数2.68kpa
·
m2/g,松厚度2.52cm3/g,挺度58.76mn
·
m的精制混合竹浆;
[0117]
本实施例还提供了一种精制混合竹浆在制浆造纸中的应用,即基于精制混合竹浆的吸管原纸的制造工艺。
[0118]
s607:制备基于精制混合竹浆的吸管原纸,包括以下步骤:
[0119]
s608:将精制混合竹浆混合浆稀释到浓度0.5%~1.5%,泵送到食品纸机流箱。
[0120]
s609:精制混合竹浆经三叠网复合成形得到含水率80~90%的湿纸幅。
[0121]
s610:纸幅经真空机械脱水、表面平整工序、高温蒸汽缸热处理,得到含水率为8%的精制竹浆吸管原纸。
[0122]
s611:基于吸管原纸喷涂生物质胶,包括以下步骤:
[0123]
s612:生物质胶的制备:生物质胶原料14%浓度溶解,升温速率3~6℃/min,最高温度94~98℃,保温时间40min,黏度5.2mpa.s。
[0124]
s613:生物质胶料泵送至计量辊式薄膜喷涂机,喷涂量4.5g/m2,热处理至含水率9.0%,经软压光表面修饰。
[0125]
s614:生物质胶喷涂、表面修饰后的竹浆吸管原纸经分切包装后得到竹浆吸管纸产品。
[0126]
其中,如表7,基于精制竹浆吸管纸产品性能指标包括:定量100~120g/m2,厚度120~160μm,吸水性≤30g/m2,白度值32%~37%iso,抗张指数>30n
·
m/g,撕裂指数>10mn
·
m2/g,耐破指数>2.6kpa
·
m2/g,内结合强度>100j/m2,平滑度>10s,挺度>15mn
·
m,纤维束含量:0.055%,抑菌率≥99%。
[0127]
表7:吸管纸产品性能指标表
[0128][0129][0130]
实施例7:采用竹木混合浆制备纸杯纸。
[0131]
采用实施例1中的精制木浆与硫酸盐法本色木浆(阔叶木本色浆或针叶木本色浆)混合形成竹木混合浆,其中:
[0132]
所述的硫酸盐法本色木浆(阔叶木本色浆或针叶木本色浆)的制备包括以下工序:硫酸盐法本色木浆的碎解、硫酸盐法本色木浆的预处理。
[0133]
s720:基于硫酸盐法本色木浆的碎解,包括以下工艺步骤:
[0134]
s721:浆料包装由叉车转运链板机前端平台,人工去除外包装:,
[0135]
s722:去除外包装后的浆料,由机械臂推送至链板机,由链板机按1~12m/min的速度输送进入水力碎浆机;
[0136]
s723:加入稀释水稀释浆料,浓度控制在5%~6%,水力碎浆机运行转速300~350rpm/min,碎解温度40~60℃,碎解时间15~30min后进入输送泵;
[0137]
s730:基于硫酸盐法本色木浆的预处理,包括以下步骤:
[0138]
s731:泵送浆料至粗磨机进行疏解,得到白度25~35%iso,抗张指数50~60n
·
m/g,撕裂指数14~22mn
·
m2/g,松厚度1.6~2.4cm3/g,耐破指数2.8~4.5kpa
·
m2/g的硫酸盐法木浆;
[0139]
所述实施例1中的精制竹浆与硫酸盐法本色木浆(阔叶木本色浆或针叶木本色浆)混合浆的制备,包括以下步骤:
[0140]
s740:基于竹、木混合浆的制备,包括以下步骤:
[0141]
s741:将精制竹浆和硫酸盐法本色木浆通过流送系统分别送入a、b备浆槽。
[0142]
s742:分别泵送a、b备浆槽浆料通过两段双盘搓磨机进行磨浆,得到浓度3.5~4.0%、游离度315~355csf的apmp精制竹浆以及浓度3.5~4.2%、游离度235~265csf的硫酸盐法本色木浆b;
[0143]
s743:两种浆料分别通过流送系统进入a、b配浆池;
[0144]
s744:将包括调配辅料通过dcs控制系统在线添加到硫酸盐法本色木浆输送管线中:固着剂0.0158%、枞酸型树脂胶0.026%,磨细矿物滑石0.038%、三元微粒胶0.0050%、食用玉米淀粉0.042%,得到含有调配辅料的硫酸盐法本色木浆b,所述的调配辅料的含量是占硫酸盐法本色木浆b总重量的百分比;
[0145]
s745:将含有调配辅料的精制竹浆和硫酸盐法本色木浆b,按照1∶3.8比例的重量比例混合,得到白度值22%~32%iso,抗张指数38~55n
·
m/g,撕裂指数12~18mn
·
m2/g,耐破指数2.0~3.0kpa
·
m2/g,松厚度1.7~2.1cm3/g,挺度20~45mn
·
m,耐折度80~350次的竹木混合浆。
[0146]
本实施例还提供了一种竹、木混合浆在制浆造纸中的应用,即基于竹、木混合浆的纸杯原纸的制造工艺:
[0147]
s750:制备基于竹木混合浆的纸杯原纸,包括以下步骤:
[0148]
s751:将精制竹木混合浆稀释到浓度0.5%~1.5%,泵送到食品纸机流箱;
[0149]
s752:精制竹木混合浆经三叠网复合成形得到含水率80~90%的湿纸幅;
[0150]
s753:纸幅经真空机械脱水、表面平整工序、高温蒸汽缸热处理,得到含水率为8%的精制竹木混合浆纸杯原纸。
[0151]
s760:基于纸杯原纸喷涂生物质胶,包括以下步骤:
[0152]
s761:生物质胶的制备:生物质胶原料12%浓度溶解,升温速率3~5℃/min,最高温度94~96℃,保温时间45min,黏度4.5mpa.s;
[0153]
s762:生物质胶料泵送至计量辊式薄膜喷涂机,喷涂量4.0g/m2,热处理至含水率10%,经软压光表面修饰;
[0154]
s763:生物质胶喷涂、表面修饰后的精制竹木混合浆纸杯原纸经分切包装后得到精制竹木混合浆纸杯纸产品,所述的竹木混合纸杯纸性能指标见表8;
[0155]
其中,基于精制竹木混合浆纸杯纸产品性能指标包括:定量210~250g/m2,松厚度
1.65~2.15cm3/g,吸水性≤60g/m2,白度值20%~30%iso,抗张指数40~50n
·
m/g,撕裂指数10~18mn
·
m2/g,耐破指数2.2~3.5kpa
·
m2/g,内结合强度>100j/m2,边缘渗透性<5mm,耐折度80~320次,平滑度5~40s,挺度15~45mn
·
m,纤维束含量:0.058%,抑菌率≥99%。
[0156]
表8:竹木混合纸杯纸性能指标表
[0157][0158][0159]
实施例8:采用竹木混合浆制备纸杯纸。
[0160]
按照实施例7中的方法制备竹木混合纸杯纸,其中:
[0161]
所述的硫酸盐法本色木浆(阔叶木本色浆或针叶木本色浆)的制备包括以下工序:硫酸盐法本色木浆的碎解、硫酸盐法本色木浆的预处理。
[0162]
s820:基于硫酸盐法本色木浆的碎解,包括以下工艺步骤:
[0163]
s821:浆料包装由叉车转运链板机前端平台,人工去除外包装:,
[0164]
s822:去除外包装后的浆料,由机械臂推送至链板机,由链板机按1~12m/min的速度输送进入水力碎浆机;
[0165]
s823:加入稀释水稀释浆料,浓度控制在5%~6%,水力碎浆机运行转速300~350rpm/min,碎解温度40~60℃,碎解时间15~30min后进入输送泵;
[0166]
s830:基于硫酸盐法本色木浆的预处理,包括以下步骤:
[0167]
s831:泵送浆料至粗磨机进行疏解,得到白度25~35%iso,抗张指数50~60n
·
m/g,撕裂指数14~22mn
·
m2/g,松厚度1.6~2.4cm3/g,耐破指数2.8~4.5kpa
·
m2/g的硫酸盐法木浆;
[0168]
所述实施例7中的精制竹浆与硫酸盐法本色木浆(阔叶木本色浆或针叶木本色浆)混合浆的制备,包括以下步骤:
[0169]
s840:基于竹、木混合浆的制备,包括以下步骤:
[0170]
s841:将精制竹浆和硫酸盐法本色木浆通过流送系统分别送入a、b备浆槽。
[0171]
s842:分别泵送a、b备浆槽浆料通过两段双盘搓磨机进行磨浆,得到浓度3.5~4.0%、游离度315~355csf的apmp精制竹浆以及浓度3.5~4.2%、游离度235~265csf的硫酸盐法本色木浆b;
[0172]
s843:两种浆料分别通过流送系统进入a、b配浆池;
[0173]
s844:将包括调配辅料通过dcs控制系统在线添加到硫酸盐法本色木浆输送管线中:固着剂0.0160%、枞酸型树脂胶0.027%,磨细矿物滑石0.036%、三元微粒胶0.0052%、食用玉米淀粉0.044%,得到含有调配辅料的硫酸盐法本色木浆b,所述的调配辅料的含量是占硫酸盐法本色木浆b总重量的百分比;
[0174]
s845:将含有调配辅料的精制竹浆和硫酸盐法本色木浆b,按照1∶3.5比例的重量比例混合,得到白度值22%~32%iso,抗张指数40~58n
·
m/g,撕裂指数13~18mn
·
m2/g,耐破指数2.0~3.2kpa
·
m2/g,松厚度1.7~2.2cm3/g,挺度22~48mn
·
m,耐折度80~355次的竹木混合浆。
[0175]
本实施例还提供了一种竹、木混合浆在制浆造纸中的应用,即基于竹、木混合浆的纸杯原纸的制造工艺:
[0176]
s850:制备基于竹木混合浆的纸杯原纸,包括以下步骤:
[0177]
s851:将精制竹木混合浆稀释到浓度0.5%~1.4%,泵送到食品纸机流箱;
[0178]
s852:精制竹木混合浆经三叠网复合成形得到含水率80~90%的湿纸幅;
[0179]
s853:纸幅经真空机械脱水、表面平整工序、高温蒸汽缸热处理,得到含水率为8.5%的精制竹木混合浆纸杯原纸。
[0180]
s860:基于纸杯原纸喷涂生物质胶,包括以下步骤:
[0181]
s861:生物质胶的制备:生物质胶原料12.5%浓度溶解,升温速率3~6℃/min,最高温度94~98℃,保温时间45min,黏度4.6mpa.s;
[0182]
s862:生物质胶料泵送至计量辊式薄膜喷涂机,喷涂量4.2g/m2,热处理至含水率9.5%,经软压光表面修饰;
[0183]
s863:生物质胶喷涂、表面修饰后的精制竹木混合浆纸杯原纸经分切包装后得到精制竹木混合浆纸杯纸产品,所述的竹木混合纸杯纸性能指标见表9;
[0184]
其中,基于精制竹木混合浆纸杯纸产品性能指标包括:定量210~250g/m2,松厚度1.68~2.20cm3/g,吸水性≤60g/m2,白度值21%~31%iso,抗张指数40~52n
·
m/g,撕裂指数12~18mn
·
m2/g,耐破指数2.4~3.5kpa
·
m2/g,内结合强度>100j/m2,边缘渗透性<5mm,耐折度80~325次,平滑度5~40s,挺度15~48mn
·
m,纤维束含量:0.060%,抑菌率≥99%。
[0185]
表9:竹木混合纸杯纸性能指标表
[0186][0187]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1