一种自动包装袋制作装置及其制作方法与流程
本发明属于卫生用品包装设备,尤其涉及一种自动包装袋制作装置及其制作方法。
背景技术:
1、现阶段,市场上一次性卫生用品包装设备中的包装袋热封、热切及易撕线成型装置,具体包括封口机构、张力调节机构、易撕线成型机构、牵引机构和切断机构,带状材料依次通过封口机构完成尾端封口、张力调节机构调节带状材料的张力、易撕线成型机构制作易撕线,牵引机构来牵引带状材料,最后通过切断机构切断来完成包装袋的在线制作。在封口、制作易撕线和切断过程中,带状材料的断裂一直是个问题,带状材料断裂会导致系统停机,造成巨大损失,尤其是高速包装设备的使用以及带状低克重塑料薄膜材料的使用,带状材料断裂的概率更高。带状材料断裂的主要原因一直被认为是牵引机构的拉扯,改进牵引机构,如增加了张力调节机构,起到了一些效果,但这些手段并不完全有效,带状材料断裂的问题仍然存在。其次现有方案为了兼容不同规格的包装袋,故而相邻两机构之间需拉开较大间距,使得整套机构占用空间较大。
技术实现思路
1、为解决现有技术存在的包装袋制作过程中带状材料易断裂的问题,本发明提供一种自动包装袋制作装置及其制作方法。
2、本技术的一个核心是发明人发现了包装袋制作过程中带状材料易断裂的另一原因,即包装袋制作过程中先进行封口导致低克重塑料薄膜材料收缩,带状的低克重塑料薄膜材料张力变化易导致其断裂。
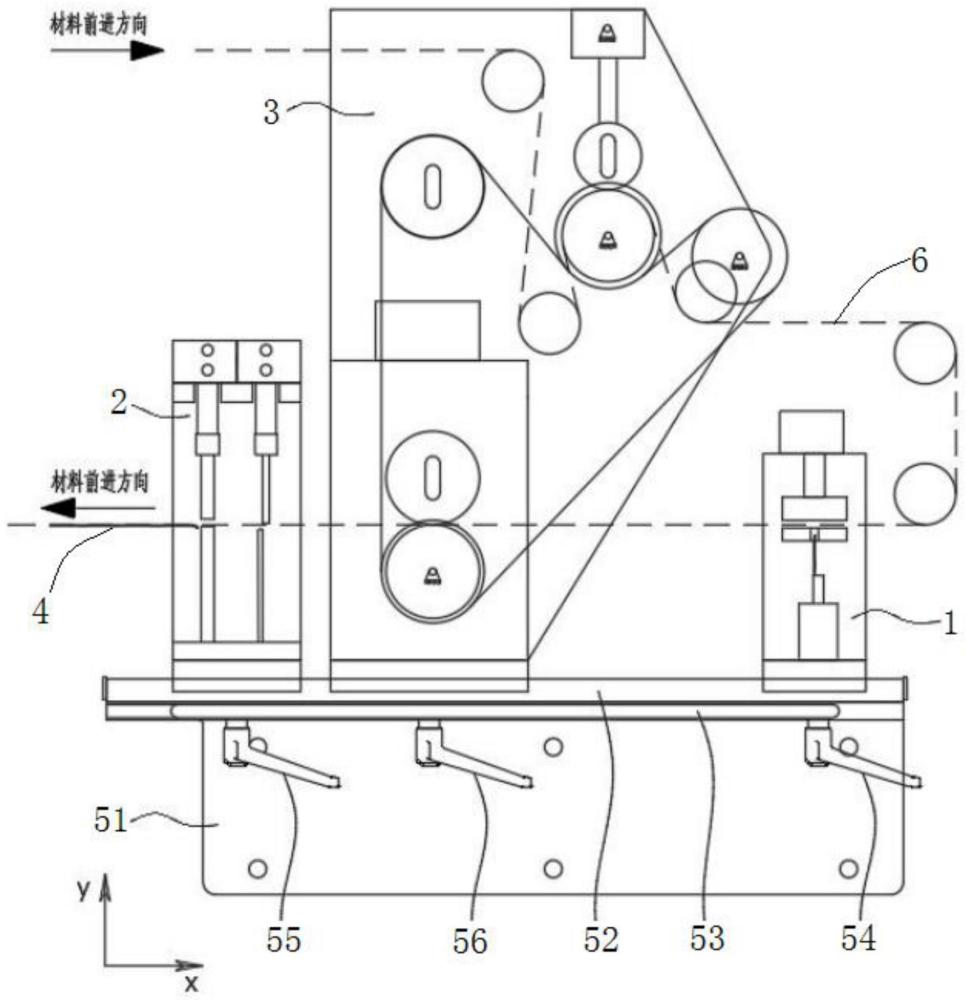
3、为解决上述技术问题,本发明所采用的技术方案如下,一种自动包装袋制作装置,包括,
4、易撕线成型机构,所述易撕线成型机构具有第一通道,带状材料经过第一通道时可由易撕线成型机构切出易撕线;
5、封合切断综合机构,所述封合切断综合机构包括第二底板和设置在第二底板上的切断组件和封合组件,所述切断组件包括上切刀和下切刀,所述上切刀和下切刀之间形成第二通道,所述上切刀和下切刀由第三驱动元件驱动相互靠近或远离运动,所述封合组件包括上封头和下封头,所述上封头和下封头之间形成第三通道,所述上封头和下封头由第四驱动元件驱动相互靠近或远离运动;
6、托盘,所述第一通道、第二通道、第三通道和托盘依次设置;
7、以及牵引机构,所述牵引机构用于牵引带状材料,使带状材料依次在第一通道由所述易撕线成型机构切出易撕线,在第二通道由所述上切刀和下切刀相互靠近切断包装袋,并落在托盘上,在第三通道由所述上封头和下封头相互靠近热封包装袋的尾端。
8、作为优选,所述易撕线成型机构包括第一底板、压板、托板和插切刀,所述托板固定设置在第一底板上,所述压板由第一驱动元件驱动靠近或远离托板运动,所述压板和托板之间形成第一通道,所述托板上贯穿有与第一通道连通的插切口,所述插切刀由第二驱动元件驱动沿插切口进入或远离第一通道运动。易撕线成型机构的结构简单可靠,易于实现,便于控制,成本较低。
9、作为优选,该自动包装袋制作装置还包括底座,所述底座上设置有导轨,所述第一底板和第二底板依次沿导轨滑动设置,所述第一底板与导轨之间设置有用于锁止第一底板的第一把手结构,所述第二底板与导轨之间设置有用于锁止第二底板的第二把手结构。当需要更换包装袋的规格尺寸时,沿着导轨调节易撕线成型机构和封合切断综合机构之间的距离,达到合适位置后,锁紧第一把手结构和第二把手结构,即可完成包装袋规格的变更,便于兼容不同规格的包装袋。
10、进一步地,所述底座上沿导轨方向设置有标尺。当需要更换包装袋的规格尺寸时,沿着导轨和标尺调节易撕线成型机构和封合切断综合机构之间的距离,达到合适位置后,锁紧第一把手结构和第二把手结构,最后记下标尺上对应的位置,便于可视化调节易撕线成型机构和封合切断综合机构之间的距离,调节高效和精确,为换码节约时间。
11、作为优选,所述牵引机构包括驱动结构、多个牵引轮和多个过料轮,所述驱动结构用于驱动牵引轮转动,多个所述牵引轮沿带状材料的输送方向依次设置,所述牵引轮的侧方设置有压紧轮,所述带状材料从压紧轮和牵引轮之间穿过,多个所述过料轮沿带状材料的输送方向依次设置,所述过料轮用于引导带状材料的输送轨迹。通过压紧轮将材料压紧在牵引轮上,有效防止带状材料在输送过程中打滑,提高带状材料的输送精度,保证包装袋的制作精度和成功率;过料轮可靠稳定的引导带状材料的输送轨迹,使得带状材料稳定的依次经过第一通道、第二通道、第三通道和托盘。
12、进一步地,所述驱动结构包括主动轮、张紧轮和同步带,所述主动轮、张紧轮和牵引轮均与同步带传动连接,所述主动轮由伺服电机驱动;所述压紧轮由第五驱动元件驱动靠近或远离对应的牵引轮运动。驱动结构简单可靠,便于控制带状材料的输送速度,以适应不同的包装速度,且维护简单;第五驱动元件便于调节压紧轮和牵引轮之间的间隙,以便带状材料从该间隙穿过后,压紧轮再将材料压紧在牵引轮上,防止带状材料在输送过程中打滑。
13、进一步地,所述牵引机构还包括第三底板,所述驱动结构、牵引轮和压紧轮均设置在第三底板上,所述第一底板、第三底板和第二底板依次沿导轨滑动设置,所述第三底板与导轨之间设置有用于锁止第三底板的第三把手结构。当需要更换包装袋的规格尺寸时,沿着导轨调节易撕线成型机构、牵引机构和封合切断综合机构之间的距离,达到合适位置后,锁紧第一把手结构、第三把手结构和第二把手结构,即可完成包装袋规格的变更,便于兼容不同规格的包装袋。
14、进一步地,所述第一通道、第二通道和第三通道在同一水平线上,至少一组所述牵引轮和压紧轮设置在易撕线成型机构和封合切断综合机构之间。保证可靠稳定的进行易撕线打点、包装袋切断以及包装袋尾端封口。
15、一种自动包装袋的制作方法,使用任一种上述的自动包装袋制作装置,该制作方法包括如下步骤:
16、s1:牵引机构牵引带状材料依次经过第一通道、第二通道、第三通道和托盘;
17、s2:当带状材料待打点易撕线的位置到达插切口位置时,第一驱动元件驱动压板靠近托板运动,以闭合第一通道压紧带状材料,第二驱动元件再驱动插切刀沿插切口进入第一通道,直至在带状材料的对应位置插切出易撕线;第二驱动元件再驱动插切刀沿插切口远离第一通道,第一驱动元件再驱动压板远离托板运动以打开第一通道;
18、s3:牵引机构牵引带状材料继续向前输送,当带状材料尾端可以切出设定尺寸的包装袋时,第三驱动元件驱动上切刀和下切刀相互靠近运动以切断包装袋,切断的包装袋落在托盘上且尾端外露,第三驱动元件再驱动上切刀和下切刀相互远离运动以打开第二通道;
19、s4:第四驱动元件驱动上封头和下封头相互靠近运动以热封包装袋的尾端,第四驱动元件再驱动上封头和下封头相互远离运动以打开第三通道。
20、作为优选,步骤s2中的第二驱动元件驱动插切刀沿插切口进入第一通道与步骤s3中的第三驱动元件驱动上切刀和下切刀相互靠近运动以切断包装袋可同时进行。大幅提高包装袋的自动制作效率。
21、有益效果:
22、1、本发明的自动包装袋制作装置,将封合组件调整到切断组件之后,先切断再封口,使得在材料封口后无需继续牵引材料,即最后实现热封,使得该自动包装袋制作装置无需考虑材料张力的变化,巧妙的避免由于塑料薄膜材料热封后引起的张力变化而导致的材料易断问题;
23、2、本发明的自动包装袋制作装置,将封合组件和切断组件整合,使得该自动包装袋制作装置整体更为紧凑,大幅缩小占用空间;
24、3、本发明的自动包装袋制作装置,当需要更换包装袋的规格尺寸时,沿着导轨调节易撕线成型机构、牵引机构和封合切断综合机构之间的距离,达到合适位置后,锁紧第一把手结构、第三把手结构和第二把手结构,即可完成包装袋规格的变更,调节便捷,为换码节约时间,且便于兼容不同规格的包装袋;
25、4、本发明的自动包装袋制作装置,驱动结构简单可靠,通过伺服电机连接同步带的方式便于控制带状材料的输送速度,以适应不同的包装速度,且维护简单;
26、5、本发明的自动包装袋制作装置,通过压紧轮将材料压紧在牵引轮上,有效防止带状材料在输送过程中打滑,提高带状材料的输送精度,保证包装袋的制作精度和成功率;过料轮可靠稳定的引导带状材料的输送轨迹,使得带状材料稳定的依次经过第一通道、第二通道、第三通道和托盘。
- 还没有人留言评论。精彩留言会获得点赞!