一种底托生产线的制作方法
1.本发明涉及包装技术领域,具体地涉及一种底托生产线。
背景技术:
2.目前,市场上用于包装盒底托的生产设备主要分两种方式,分别是单机冲压成型和辊压模切,这两种方式均为人工上下物料,工人工作强度大,效率低,尤其是单机冲压成型危险性高,容易发生生产事故。为提高底托生产效率,减少人工,现有技术对底托生产设备进行了改进,能够实现半自动化生产,但其生产效率和自动化程度仍然较低,如存在无法实现自动上料、线体对接困难等问题。
技术实现要素:
3.本发明的目的在于克服现有技术存在的缺点,提出设计一种底托生产线,以实现底托完全自动化生产,提高生产效率。
4.本发明解决其技术问题所采取的技术方案是:
5.一种底托生产线,包括输送线、位于输送线上的周转工装、以及沿输送线依次设置的头部升降机、纸片上料成型机、填充泡沫上料机、泡沫及纸片上胶机、底板上料机、模切机、尾部升降机;所述输送线包括上、下设置的上部工装输送线和下部工装输送线;所述头部升降机用于将下部工装输送线上的周转工装提升至上部工装输送线;所述上部工装输送线将周转工装依次输送至纸片上料成型机、填充泡沫上料机、泡沫及纸片上胶机、底板上料机、模切机;所述尾部升降机处设置产品顶出组件,产品顶出组件用于将周转工装上的产品顶出,然后通过外部卸料装置卸下(如通过机械手将产品取出),所述尾部升降机用于将卸完产品后的周转工装向下转移至下部工装输送线上,周转工装再次输送至头部升降机并提升至上部工装输送线上。所述纸片上料成型机用于将纸片成型并放进周转工装,所述填充泡沫上料机用于将填充泡沫放进周转工装,所述泡沫及纸片上胶机用于对周转工装上的纸片及填充泡沫上胶,所述底板上料机用于将底板粘接在周转工装内的纸片及填充泡沫上,所述模切机用于完成模切。本发明生产线各工位采用模块化设计,方便线体对接,提高了组线效率,实现了底托自动化生产。
6.进一步的,所述头部升降机和尾部升降机分别位于输送线两端,均与上部工装输送线、下部工装输送线对接;所述纸片上料成型机、填充泡沫上料机和底板上料机依次排布在输送线侧面。
7.进一步的,所述头部升降机包括机架一、上部输送带、下部输送带、工件提升组件;所述机架一两侧各设置一组上部输送带和下部输送带,机架一端部设置用于提升工装的工件提升组件,工件提升组件位于机架一两侧输送带之间,上部输送带的长度小于下部输送带的长度且位于远离工件提升组件的一侧,上部输送带与上部工装输送线对接,下部输送带与下部工装输送线对接;机架一顶部设置用于拉动工装的拉工装组件。使用时,位于下部输送带上的周转工装,通过工件提升组件提升至上部输送带一侧,然后通过拉工装组件将
周转工装拉动至上部输送带上进行输送。
8.进一步的,所述工件提升组件包括安装板、气缸一、筋板一和滑板,所述安装板安装在机架一上,所述上筋板一设置两组分别安装在滑板两侧,滑板通过直线导轨安装在安装板上。使用时,通过气缸一带动筋板一置于下部输送带下方,当下部输送带将周转工装输送至筋板一上方时,气缸一驱动筋板一上移至上部输送带一侧。
9.进一步的,所述拉工装组件包括导轨安装板、设置在导轨安装板上的导轨;所述拉工装组件通过导轨安装板安装在机架一顶部,导轨安装板远离工件提升组件的一端设置气缸二,导轨上滑动设置有拨板,拨板与气缸二的活塞杆连接。
10.进一步的,所述纸片上料成型机包括机架二及设置在机架二上的纸片导向组件、纸片料仓组件、取料架、转移轴组件、成型模具组件、送料推板组件、拉料组件和送料组件;所述纸片导向组件设置在机架二顶部,所述纸片料仓组件和拉料组件分别设置于纸片导向组件一端的上方和下方;所述成型模具组件设置于纸片导向组件上方,位于纸片料仓组件后侧,用于纸片成型;所述送料推板组件设置于纸片导向组件下方,用于推动纸片,送料推板组件与设置于机架二一侧的送料组件固定连接;所述转移轴组件靠近纸片导向组件另一端;所述取料架位于纸片导向组件上方且滑动设置于转移轴组件上,用于将纸片导向组件上的纸片取出并转移至上部工装输送线上,所述转移轴组件用于驱动取料架沿纸片输送方向往复移动。所述纸片导向组件用于对送料推板组件进行导向,纸片通过送料推板组件沿纸片导向组件推动,送料推板组件通过送料组件驱动,所述取料架由转移轴组件驱动,用于将纸片导向组件上的纸片取出并转移至上部工装输送线上。上述结构设置使纸片在拉料组件作用下从纸片料仓组件转移至纸片导向组件中,然后进行输送和转移,实现了纸片自动化上料成型,且避免了由于人工上料所产生的误差,提高了产品质量。
11.进一步的,所述填充泡沫上料机包括机架三及设置在机架三上的泡沫导向组件、泡沫料仓组件、取料组件、泡沫转移轴组件、泡沫送料推板组件、泡沫送料组件;所述泡沫导向组件设置在机架三顶部,所述泡沫料仓组件设置于泡沫导向组件一端上方,所述泡沫送料推板组件设置于泡沫导向组件下方,用于推动泡沫,泡沫送料推板组件通过设置于机架三一侧的泡沫送料组件进行驱动;所述泡沫转移轴组件靠近泡沫导向组件另一端;所述取料组件滑动设置于泡沫转移轴组件上,泡沫转移轴组件用于驱动取料组件沿泡沫输送方向往复移动,以通过取料组件将导向组件上的泡沫转移至上部工装输送线上周转工装中。使用时,将泡沫置于泡沫料仓组件上,泡沫送料推板组件在泡沫送料组件的驱动下,推动泡沫沿泡沫导向组件向靠近取料组件方向输送,取料组件吸附泡沫,取料组件在泡沫转移轴组件的驱动下,继续向前移动将泡沫输送至上部工装输送线上的周转工装中,完成填充泡沫上料。其中,所述泡沫导向组件、泡沫转移轴组件、泡沫送料推板组件、泡沫送料组件分别与纸片导向组件、转移轴组件、送料推板组件、送料组件结构相同。
12.进一步的,所述泡沫及纸片上胶机包括机架四、设置在机架四上的输送辊和胶辊,所述输送辊位于胶辊下方,输送辊与上部工装输送线相配合对周转工装进行输送,胶辊上方设置出胶管,输送辊下方设置有胶槽,用于接收多余胶料。上胶时,出胶管向下排胶,在胶辊及输送辊作用下,对泡沫及纸片上胶。
13.进一步的,所述上部工装输送线上靠近泡沫及纸片上胶机的位置固定设置有过胶整理组件,用于对纸片及填充泡沫进一步整理,以便上胶。
14.进一步的,所述纸片上料成型机、填充泡沫上料机、底板上料机各设置有一套触控屏组件,用于人机交互及自动控制。
15.本发明的技术效果:
16.与现有技术相比,本发明的一种底托生产线,具有以下优点:
17.1、本发明线体各工位采用模块化设计,方便线体对接,提高组线效率;
18.2、本发明物料全部为自动上料,节省人工,降低工人劳动强度,避免生产事故的发生;
19.3、本发明可多条线体并联,进一步减少人工,提高生产效率。
附图说明
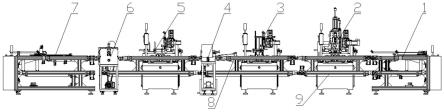
20.图1为本发明底托生产线主视图;
21.图2为本发明底托生产线俯视图;
22.图3为本发明头部升降机结构示意图;
23.图4为本发明工件提升组件结构示意图;
24.图5为本发明拉工装组件结构示意图;
25.图6为本发明纸片上料成型机结构示意图;
26.图7为本发明纸片上料成型机俯视图;
27.图8为本发明纸片料仓组件结构示意图;
28.图9为本发明拉料组件结构示意图;
29.图10为本发明纸片导向组件结构示意图;
30.图11为本发明送料推板组件结构示意图;
31.图12为本发明送料组件结构示意图;
32.图13为本发明工装精定位组件结构示意图;
33.图14为本发明成型模具组件结构示意图;
34.图15为本发明成型模具组件另一角度结构示意图;
35.图16为本发明填充泡沫上料机结构示意图;
36.图17为本发明泡沫料仓组件结构示意图;
37.图18为本发明取料组件结构示意图;
38.图19为本发明泡沫及纸片上胶机结构示意图;
39.图20为本发明尾部升降机结构示意图;
40.图21为本发明产品顶出组件结构示意图;
41.图22为本发明过胶整理组件结构示意图。
42.图中,头部升降机1、纸片上料成型机2、填充泡沫上料机3、泡沫及纸片上胶机4、底板上料机5、模切机6、尾部升降机7、上部工装输送线8、下部工装输送线9、周转工装10、触控屏组件a、产品顶出组件b;
43.机架一11、上部输送带12、下部输送带13、配电箱一14、工件提升组件15、拉工装组件16;
44.安装板151、气缸一152、筋板一153、滑条154、缓冲器一155、滑板156、直线导轨157;
45.导轨安装板161、导轨162、气缸二163、拨板164、缓冲器二165、滑动块166、筋板二167;
46.机架二21、配电箱22、纸片导向组件23、纸片料仓组件24、取料架25、转移轴组件26、成型模具组件27、送料推板组件28、拉料组件29、工装精定位组件210、送料组件211、过胶整理组件212;
47.直线导轨一231、导向型材232、限位块233;
48.料仓外框241、挡料轴242、物料限位片243、可调块244、可调板245、料仓缺料检测器246;
49.安装支架271、上下气缸272、导轨安装273、成型气缸274、翻板275、成型板276、成型板安装块277、缓冲器278、滑板279、上下气缸安装板2710、筋板一2711、成型气缸安装板2712、筋板二2713、翻板安装块2714、缓冲器安装板2715;
50.直线导轨二281、推板282、推块283、同步带固定片284;
51.拉料吸盘291、立柱292、横向调整板293、纵向调整板294、气缸295、支架296;
52.气缸安装板2101、气缸三2102、定位销安装板2103、定位托板2104、定位销2105、导向轴2106、浮动接头一2107;
53.伺服电机2111、同步带轮2112、同步从动轮2113、同步带2114;
54.固定轴2121、夹紧块2122、压片2123、安装座2124;
55.机架三31、配电箱三32、泡沫导向组件33、泡沫料仓组件34、取料组件35、泡沫转移轴组件36、泡沫送料推板组件37;
56.导向板341、导向座342、加强拉板343;
57.连接板351、气缸四352、滑板353、泡沫吸盘354、导轨355、垫板356、横向调整板357、纵向调整板358;
58.机架四41、输送辊42、胶辊43、出胶管44、胶槽45;
59.气缸安装板b1、气缸五b2、顶出轴b3、浮动接头三b4、接头安装板b5、顶出轴安装板b6。
具体实施方式
60.为使本发明实施例的目的、技术方案和优点更加清楚,下面结合说明书附图,对本发明实施例中的技术方案进行清楚、完整地描述。
61.实施例1:
62.如图1和2所示,本实施例涉及的一种底托生产线,包括输送线、位于输送线上的周转工装10、以及沿输送线依次设置的头部升降机1、纸片上料成型机2、填充泡沫上料机3、泡沫及纸片上胶机4、底板上料机5、模切机6、尾部升降机7;所述输送线包括上、下设置的上部工装输送线8和下部工装输送线9;所述头部升降机1用于将下部工装输送线9上的周转工装10提升至上部工装输送线8;所述上部工装输送线8将周转工装10依次输送至纸片上料成型机2、填充泡沫上料机3、泡沫及纸片上胶机4、底板上料机5、模切机6;所述泡沫及纸片上胶机4和所述底板上料机5之间根据不同的胶水可以选择添加热风烘道,底板上料机5和模切机6之间可以根据需要加装压平保压装置;所述尾部升降机7处设置产品顶出组件b,产品顶出组件b用于将周转工装10上的产品顶出,然后通过外部卸料装置卸下(如通过机械手将产
品取出),所述尾部升降机7用于将卸完产品后的周转工装10向下转移至下部工装输送线9上。所述纸片上料成型机2用于将纸片成型并放进周转工装10,所述填充泡沫上料机3用于将填充泡沫放进周转工装10,所述泡沫及纸片上胶机4用于对周转工装10上的纸片及填充泡沫上胶,所述底板上料机5用于将底板粘接在周转工装10内的纸片及填充泡沫上,所述模切机6用于完成模切。本发明生产线各工位采用模块化设计,方便线体对接,提高了组线效率,实现了底托自动化生产。
63.具体的,如图1所示,所述头部升降机1和尾部升降机7分别位于输送线两端;所述纸片上料成型机2、填充泡沫上料机3和底板上料机5依次排布在输送线侧面,作为可行的实施方式,可将纸片上料成型机2、填充泡沫上料机3和底板上料机5排布在输送线同侧,也可排布在输送线两侧,可按照实际需求进行排布;所述泡沫及纸片上胶机4和模切机6均置于输送线处,便于操作。
64.如图3所示,所述头部升降机1包括机架一11、上部输送带12、下部输送带13、配电箱一14、工件提升组件15;所述机架一11两侧各设置一组上部输送带12和下部输送带13,机架一11端部设置用于供电的配电箱一14和用于提升工装的工件提升组件15,工件提升组件15位于机架一11两侧输送带之间,上部输送带12的长度小于下部输送带13的长度且位于远离工件提升组件15的一侧,上部输送带12与上部工装输送线8对接,下部输送带13与下部工装输送线9对接;机架一11顶部设置用于拉动工装的拉工装组件16。使用时,位于下部输送带13上的周转工装10,通过工件提升组件15提升至上部输送带12一侧,然后通过拉工装组件16将周转工装10拉动至上部输送带12上进行输送。
65.如图4所示,所述工件提升组件15包括安装板151、气缸一152、筋板一153和滑板156;所述安装板151安装在机架一11上,所述上筋板一153设置两组且分别安装在滑板156两侧,滑板156通过直线导轨157安装在安装板151上。作为优选方案,所述筋板一153为三角形板,顶部处于水平状态并设置有滑条154,所述安装板151上设置用于对筋板一153下移至最低处时进行缓冲的缓冲器一155。使用时,通过气缸一152带动筋板一153置于下部输送带13下方,当下部输送带13将周转工装输送至筋板一153上方时,气缸一152驱动筋板一153上移至上部输送带12一侧。
66.如图5所示,所述拉工装组件16包括导轨安装板161、设置在导轨安装板161上的导轨162;所述拉工装组件16通过导轨安装板161安装在机架一11顶部,导轨安装板161远离工件提升组件15的一端设置气缸二163,导轨162上滑动设置有拨板164,拨板164与气缸二163的活塞杆连接。作为优选方案,所述导轨安装板161远离工件提升组件15的一端设置缓冲器二165,所述拨板164通过滑动块166与导轨162滑动连接,滑动块166顶部与拨板164顶部之间通过筋板二167连接,一方面能够加强拨板164的稳定性,另一方面,能够防止周转工装10在拉动时发生偏移。
67.如图6-7所示,所述纸片上料成型机2,包括机架二21及设置在机架二21上的配电箱二22、纸片导向组件23、纸片料仓组件24、取料架25、转移轴组件26、成型模具组件27、送料推板组件28、拉料组件29、工装精定位组件210、送料组件211;所述配电箱二22位于机架二21一侧,用于对纸片上料成型机2供电;如图6所示,所述纸片导向组件23设置在机架二21顶部,所述纸片料仓组件24和拉料组件29分别设置于纸片导向组件23一端的上方和下方,所述成型模具组件27设置于纸片导向组件23上方,位于纸片料仓组件24后侧,用于纸片成
型。所述纸片料仓组件24用于放置纸片,拉料组件29向下拉动纸片,将纸片置于纸片导向组件23上,当纸片沿纸片导向组件23滑动成型模具组件27正下方时,进行纸片成型工序;所述送料推板组件28设置于纸片导向组件23下方,用于推动纸片,送料推板组件28与设置于机架二21一侧的送料组件211固定连接,由送料组件211进行驱动;所述转移轴组件26靠近纸片导向组件23另一端;所述取料架25位于纸片导向组件23上方且滑动设置于转移轴组件26上,所述转移轴组件26用于驱动取料架25沿纸片输送方向往复移动,取料架25用于将纸片导向组件23上的纸片取出并转移至上部工装输送线8上。
68.如图8所示,所述纸片料仓组件24包括料仓外框241和挡料轴242;所述料仓外框241上设置若干挡料轴242,挡料轴242底部设置物料限位片243,将纸片放置在料仓外框241内,通过物料限位片243进行限位。作为优选方案,所述挡料轴242安装在可调板245上,可调板245滑动安装在可调块244上并通过螺栓固定,可调板245用于带动挡料轴242前后调节,可调块244滑动设置于料仓外框241上并通过螺栓固定,可调块244用于带动挡料轴242左右调节,上述设置能够调节若干挡料轴242所围范围,以适用于不同尺寸规格的纸片。为能够自动检测纸片料仓组件24内是否缺料,在所述料仓外框241上设置料仓缺料检测器246,当纸片料仓组件24内缺料时,及时进行补料。
69.如图9所示,所述拉料组件29包括拉料吸盘291、横向调整板293、纵向调整板294和气缸295,所述拉料吸盘291通过立柱292安装在横向调整板293上,横向调整板293安装在纵向调整板294上,纵向调整板294底部与气缸295的活塞杆连接,气缸295通过支架296安装在机架二21上。使用时,通过气缸295向上驱动拉料吸盘291,从而吸附纸片料仓组件24上的纸片,然后向下驱动,将纸片置于纸片导向组件23上。同时,可通过横向调整板293和纵向调整板294分别进行横向和纵向调整拉料吸盘291的位置,以满足实际需求。
70.如图10所示,所述纸片导向组件23包括直线导轨一231、安装在直线导轨一231上的导向型材232,所述导向型材232端部设置限位块233。
71.如图11所示,所述送料推板组件28包括直线导轨二281及设置在直线导轨二281上的推板282,推板282上表面设置有推块283,下表面设置有同步带固定片284;如图12所示,所述送料组件211包括伺服电机2111、同步带轮2112、同步从动轮2113以及连接同步带轮2112和同步从动轮2113的同步带2114;所述同步带固定片284与同步带2114固定连接,伺服电机2111驱动同步带轮2112,从而驱动同步带2114带动送料推板组件28往复运动。
72.如图14和15所示,所述成型模具组件27设置于纸片导向组件23上方,位于纸片料仓组件24后侧,其结构包括安装支架271、上下气缸272、成型气缸274、翻板275和成型板276;所述安装支架271设置于机架二21上;所述上下气缸272设置于上下气缸安装板2710上,上下气缸安装板2710设置于安装支架271上,上下气缸272的活塞杆与滑板279连接;滑板279与设置于安装支架271上的导轨安装273上下滑动连接,滑板279两侧分别与一个筋板一2711连接,两筋板一2711底部之间连接有成型气缸安装板2712,所述成型气缸274设置于成型气缸安装板2712上,成型气缸274的活塞杆与成型板276连接;两筋板一2711底部分别与一个筋板二2713连接,筋板二2713与翻板275连接,成型板276位于翻板275内侧。为便于安装及保证翻板275和成型板276的稳定性,所述翻板275通过翻板安装块2714与筋板二2713连接,所述成型板276通过成型板安装块277与成型气缸274的活塞杆连接。所述导轨安装273上设置缓冲器278,缓冲器278通过缓冲器安装板2715安装在导轨安装273上,当翻板
275向上移动时对其进行缓冲。使用时,将安装支架271安装在机架二21上,当成型模具组件27移动至成型板276郑下方时,通过上下气缸272上下调整整体设备高度,实现翻板275上下调节,通过成型气缸274带动成型板276上下移动,完成纸片成型。
73.如图13所示,所述机架二21端部设置有工装精定位组件210,用于对工装进行定位;具体的,所述工装精定位组件210包括气缸安装板2101、气缸三2102、定位销安装板2103、定位托板2104;所述气缸安装板2101固定安装在机架二21上,所述气缸三2102安装在气缸安装板2101上,气缸三2102的活塞杆与定位销安装板2103连接,定位销安装板2103两端设置定位销2105,两定位销2105之间设置定位托板2104,气缸安装板2101与定位销安装板2103之间设置导向轴2106。使用时,气缸三2102能够驱动定位销安装板2103上下移动,定位托板2104用于拖住工装,并通过两端的定位销2105进行定位。作为优选方案,所述定位销安装板2103与气缸三2102之间通过浮动接头一2107连接。
74.如图16所示,所述填充泡沫上料机3包括机架三31及设置在机架三31上的配电箱三32、泡沫导向组件33、泡沫料仓组件34、取料组件35、泡沫转移轴组件36、泡沫送料推板组件37、泡沫工装精定位组件、泡沫送料组件;所述配电箱三32位于机架三31一侧,用于对填充泡沫上料机3供电;所述泡沫导向组件33设置在机架三31顶部,所述泡沫料仓组件34设置于泡沫导向组件33一端上方,所述泡沫送料推板组件37设置于泡沫导向组件33下方,用于推动泡沫,泡沫送料推板组件37通过设置于机架三31一侧的泡沫送料组件进行驱动;所述泡沫转移轴组件36靠近泡沫导向组件33另一端;所述取料组件35滑动设置于泡沫转移轴组件36上,泡沫转移轴组件36用于驱动取料组件35沿泡沫输送方向往复移动,以通过取料组件35将导向组件33上的泡沫转移至上部工装输送线8上周转工装10中;所述泡沫工装精定位组件设置于机架三31端部,且位于上部工装输送线8下方。使用时,将泡沫置于泡沫料仓组件34上,泡沫送料推板组件37在泡沫送料组件的驱动下,推动泡沫沿泡沫导向组件33向靠近取料组件35方向输送,取料组件35吸附泡沫,上部工装输送线8上的周转工装10通过泡沫工装精定位组件进行定位,取料组件35在泡沫转移轴组件36的驱动下,继续向前移动将泡沫输送至上部工装输送线8上的周转工装10中,完成填充泡沫上料。其中,所述泡沫导向组件33、泡沫转移轴组件36、泡沫送料推板组件37、泡沫工装精定位组件、泡沫送料组件分别与纸片导向组件23、转移轴组件26、送料推板组件28、工装精定位组件210、送料组件211结构相同。
75.如图17所示,所述泡沫料仓组件34包括两组平行设置的导向板341,导向板341通过导向座342安装在泡沫导向组件33上,导向座342可沿泡沫导向组件33前后移动并通过螺栓固定,以调节导向座342在泡沫导向组件33上的位置。作为优选方案,所述两导向板341之间通过加强拉板343连接,加强两导向板341的稳定性。
76.如图18所示,所述取料组件35包括连接板351、气缸四352,滑板353和泡沫吸盘354;所述连接板351一侧滑动设置于泡沫转移轴组件36上,泡沫转移轴组件36用于驱动连接板351沿泡沫输送方向往复运动;连接板351另一侧设置有导轨355,所述滑板353通过垫板356与导轨355上下滑动连接,滑板353侧面与气缸四352的活塞杆连接,气缸四352安装在连接板351上;滑板353下端与横向调整板357连接,横向调整板357下表面与纵向调整板358连接,横向调整板357与纵向调整板358垂直设置,纵向调整板358底部设置若干泡沫吸盘354,用于吸附泡沫。使用时,气缸四352向下驱动连接板351,使泡沫吸盘吸附泡沫导向组件
33上的泡沫,然后在泡沫转移轴组件36驱动下继续向前移动,将泡沫输送至上部工装输送线8上的周转工装10中。
77.如图19所示,所述泡沫及纸片上胶机4包括机架四41、设置在机架四41上的输送辊42和胶辊43,所述输送辊42位于胶辊43下方,输送辊42与上部工装输送线8相配合对周转工装10进行输送,胶辊43上方设置出胶管44,输送辊42下方设置有胶槽45,用于接收多余胶料。上胶时,出胶管44向下排胶,在胶辊43及输送辊42作用下,对泡沫及纸片上胶。
78.如图20所述产品顶出组件b位于上部工装输送线8上的周转工装10下方,如图21所示,产品顶出组件b包括气缸安装板b1、气缸五b2和顶出轴b3;所述气缸安装板b1固定安装在上部工装输送线8上,所述气缸五b2安装在气缸安装板b1上,气缸五b2的活塞杆通过浮动接头三b4与接头安装板b5连接;所述顶出轴b3通过顶出轴安装板b6安装在接头安装板b5上。使用时,气缸五b2向上驱动接头安装板b5,接头安装板b5带动顶出轴b3上移,从而将周转工装10上的产品顶出,便于卸料。
79.如图16所示,所述上部工装输送线8上靠近泡沫及纸片上胶机4的位置固定设置有过胶整理组件212,用于对纸片及填充泡沫进一步整理,以便上胶。
80.如图22所示,所述过胶整理组件212包括固定轴2121、夹紧块2122和压片2123;所述固定轴2121通过安装座2124安装在上部工装输送线8上,固定轴2121上固定若干夹紧块2122,每个夹紧块2122连接有压片2123。上部工装输送线8上的纸片及填充泡沫继续输送经过压片2123按压整理,然后上胶,以提高上胶效果。
81.所述纸片上料成型机2、填充泡沫上料机3、底板上料机5各设置有一套触控屏组件a,用于人机交互及自动控制。
82.所述尾部升降机7与所述头部升降机1结构相同,用于将上部工装输送线8上的周转工装10下移至下部工装输送线9上;所述模切机6采用现有技术,本技术不再对其结构进行赘述。
83.本实施例所述底托生产线工作原理:
84.所述上部工装输送线8和下部工装输送线9上面输送有多块周转工装10,下部工装输送线9将周转工装10输送至头部升降机1,头部升降机1将周转工装10提升至上部工装输送线8,上部工装输送线8将工装输送至纸片上料成型机2位置,纸片上料成型机2将纸片成型并放进周转工装10,纸片上料完成后,上部工装输送线8将周转工装10输送至填充泡沫上料机3,填充泡沫上料机3将填充泡沫放进周转工装10,上部工装输送线8将带有填充泡沫的周转工装10输送至泡沫及纸片上胶机4,泡沫及纸片上胶机4对周转工装10上的纸片及填充泡沫上胶,周转工装10经过泡沫及纸片上胶机4后,由上部工装输送线8将周转工装10输送至底板上料机5,底板上料机5将底板粘接在周转工装10内的纸片及填充泡沫上,底板粘接完成后,上部工装输送线8将周转工装10输送至模切机6位置,模切完成后上部工装输送线8将周转工装10输送至尾部升降机7,在至尾部升降机7处将周转工装10上的产品卸下,然后尾部升降机7将周转工装10向下转移至下部工装输送线9,整个动作完成,实现包装盒底托自动化生产。在应用时,本发明可多条线体并联,一条线需要操作人员2人,四条线并联仅需要人工3人,大大减少了人工,提高了生产效率。
85.上述具体实施方式仅是本发明的具体个案,本发明的专利保护范围包括但不限于上述具体实施方式,任何符合本发明权利要求书且任何所属技术领域的普通技术人员对其
所做的适当变化或修饰,皆应落入本发明的专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1