一种控制纸张异味的方法与流程
:
1.本发明涉及纸张生产工艺技术领域,特指一种控制纸张异味的方法。
背景技术:
2.造纸企业对于纸张的品质控制中,一个重要标准就是需要控制纸张的异味,特别是针对食品包装行业,对纸张异味的要求更加严格。本技术人作为一家专业的造纸企业,对于纸张异味的控制提出过多种技术方案,例如采用蛋白质含量低的玉米淀粉对纸张进行表面施胶,以降低施胶工作槽中的细菌含量,预防纸张异味产生。
3.纸张生产过程中,从造纸原料的选择、到纸浆制作工段、纸机工段中,各个环节都可能出现由于细菌滋生导致最终生产的纸张异味不达标。例如,目前因停止国外废料的进口,各纸企逐步在海外布局生产再生浆送往国内做为造纸原材料使用。这些再生浆料因湿度较高,容易滋生细菌,产生异味。用量高时容易导致制浆造纸系统酸化,成品纸出现异味,到下游食品包装厂商使用时易造成投诉风险。
4.造纸工艺是一项复杂的流程,各个环节必须同时进行控制才可以最终控制纸张异味的超标,针对于此,本发明人从整个造纸工艺出发,对造纸生产系统进行优化,提出以下技术方案。
技术实现要素:
5.本发明所要解决的技术问题就在于克服现有技术的不足,对造纸生产系统进行优化,提供一种控制纸张异味的方法。
6.为解决上述技术问题,本发明采用了如下技术方案:一种控制纸张异味的方法,该方法是造纸生产系统的作业过程中控制纸张异味的产生,该造纸生产系统包括:碎浆机、制浆工段、成浆池和纸机工段,用于造纸的原料投入碎浆机中进行粉碎制成浆料,然后通过卸料泵送入制浆工段处理,得到的成浆被送入成浆池中,成浆池中的浆料通过上浆泵送入纸机工段进行抄纸作业,控制纸张异味的方法按照造纸过程包括以下步骤:一、优化原料投料:用于造纸的原料中再生湿浆的重量比重控制在30%以下,且控制细菌含量;二、碎浆机合理添加化工辅料:所述的碎浆机与一液碱槽连通,通过液碱槽向碎浆机中加入碱液,通过对碎浆机内浆料ph数值进行在线监测,对应调整液碱添加量,控制碎浆机ph值;三、检测制浆工段以及纸机工段中vfa含量:制浆工段中制浆白水池连接有第一vfa检测器,纸机工段中纸机白水池连接有第二vfa检测器,对制浆白水池、纸机白水池进行vfa含量检测,当vfa含量超标后,进行白水置换处理。
7.进一步而言,上述技术方案中,所述的优化原料投料步骤中,再生湿浆的库存时间不超过1个月;且控制细菌含量在1
×
109cfu/ml以内。
8.进一步而言,上述技术方案中,所述的碎浆机合理添加化工辅料步骤中,控制碎浆机ph值在6.5-7.5之间。
9.进一步而言,上述技术方案中,所述的检测制浆工段以及纸机工段中vfa含量步骤
中,当vfa含量超过45meq/l后,进行白水置换处理。
10.进一步而言,上述技术方案中,所述的制浆白水池通过经过一个由第一vfa检测器控制的第一清水泵与清水总管连通;所述的纸机白水池通过一个由第二vfa检测器控制的第二清水泵与清水总管连通。
11.进一步而言,上述技术方案中,所述的纸机工段输出端设置有纸张质检工段。
12.本发明对造纸生产系统进行优化,通过优化原料投料、碎浆机合理添加化工辅料,检测制浆工段以及纸机工段中vfa含量等操作,优化生产工艺,系统化的控制纸张异味,令最终生产的成品纸张异味符合标准。
附图说明:
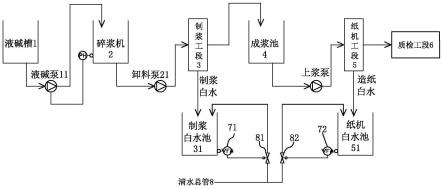
13.图1是本发明的生产系统原理图。
14.具体实施方式:
15.下面结合具体实施例和附图对本发明进一步说明。
16.本发明提供了一种控制纸张异味的方法,该方法是造纸生产系统的作业过程中控制纸张异味的产生。
17.见图1所示,本发明中造纸生产系统包括:液碱槽1、碎浆机2、制浆工段3、成浆池4、纸机工段5、质检工段6、第一vfa检测器71、第二vfa检测器72以及清水总管8。其工作原理为:用于造纸的原料投入碎浆机2中进行粉碎制成浆料,然后通过卸料泵21送入制浆工段3处理,得到的成浆被送入成浆池4中,成浆池中的浆料通过上浆泵41送入纸机工段5进行抄纸作业,最终得到成品纸张。
18.所述的液碱槽1为一个用于盛放碱液的容器,其通过液碱泵11将碱液泵入碎浆机2中,从而调整碱液机2内浆料的ph数值。
19.所述的碎浆机2是用于将造纸用原料粉碎制成浆料。目前造纸用的原料中通常包括原浆和再生湿浆。由于再生湿浆因湿度较高,容易滋生细菌,产生异味。当造纸原理中的再生湿浆含量较高时容易导致制浆造纸系统酸化。造纸系统酸化会导致产甲烷菌活力丧失,而产乙酸菌大量繁殖,引起整个系统的“酸化”,严重酸化发生后,系统难以恢复至原有状态。所以,本发明采用以下方式进行处理。
20.一、优化原料投料:用于造纸的原料中再生湿浆的重量比重控制在30%以下,且控制细菌含量。具体而言,所述的优化原料投料步骤中,再生湿浆的库存时间不超过1个月;且控制细菌含量在1
×
109cfu/ml以内。
21.二、碎浆机2合理添加化工辅料:将碎浆机与液碱槽1连通,通过液碱槽1向碎浆机2中加入碱液,通过对碎浆机2内浆料ph数值进行在线监测,对应调整液碱添加量,控制碎浆机ph值,控制碎浆机ph值在6.5-7.5之间。
22.所述的制浆工段3是将碎浆机2产生的浆料进行纤维分离、洗涤、漂白等一系列处理,制成抄纸用的浆料,送入成浆池4中,纸机工段5是利用成浆池4中的浆料进行抄纸作业。
23.所述的纸机工段5是将成浆池4中的浆料除杂后加入各种添加剂进行抄纸、压滤、施胶干燥等处理后,形成纸张。
24.在制浆工段3和纸机工段5需要大量的水进行处理,这些水需要循环使用,形成造纸中的白水。例如,制浆工段3中的白水会汇流至制浆白水池31,制浆过程中,制浆白水池31
中的制浆白水会循环使用。同理,纸机工段5中的白水会汇流至纸机白水池51。当白水的重复循环使用时间过长,其内部的vfa含量将超标。vfa表示系统内的挥发性酸的含量,vfa反映了系统内的中间产物的积累程度。通常情况下,必须维持挥发性有机酸浓度在一定范围内,才能保持白水的ph值在6.5-7.5的范围内。所以,本发明采用以下方式进行处理。
25.三、检测制浆工段以及纸机工段中vfa含量:制浆工段中制浆白水池31连接有第一vfa检测器71,纸机工段5中纸机白水池51连接有第二vfa检测器72,对制浆白水池、纸机白水池进行vfa含量检测,当vfa含量超标后,进行白水置换处理。具体而言,所述的制浆白水池31通过经过一个由第一vfa检测器71控制的第一清水泵81与清水总管8连通;所述的纸机白水池51通过一个由第二vfa检测器72控制的第二清水泵82与清水总管8连通。当制浆白水池31中白水中的vfa超标,本发明采用的标注哪位:当vfa含量超过45meq/l后,被第一vfa检测器71检测出以后,第一vfa检测器71将控制第一清水泵81开启,由清水总管8输入清水至制浆白水池31中,对制浆白水池31中的白水进行全部或者部分置换,直至vfa达标。同理,当纸机白水池51中白水中的vfa超标,被第二vfa检测器72检测出以后,第二vfa检测器72将控制第二清水泵82开启,由清水总管8输入清水至纸机白水池51中,对纸机白水池51中的白水进行全部或者部分置换,避免vfa在系统内累积,直至vfa达标。
26.所述的质检工段6设置于纸机工段5的输出端。其是用于对制造的成品纸张进行质检,检测异味是否达标。通常采用的方式为:将生产的纸张取横幅纸样放入密封袋中,室温下放置1小时。然后取出,检查是否存在异味。如果出现异味,则对造纸生产系统进行分析,查找异味出现原因,并及时进行调整。
27.本发明对造纸生产系统进行优化,通过优化原料投料、碎浆机合理添加化工辅料,检测制浆工段以及纸机工段中vfa含量等操作,优化生产工艺,系统化的控制纸张异味,令最终生产的成品纸张异味符合标准。
28.当然,以上所述仅为本发明的具体实施例而已,并非来限制本发明实施范围,凡依本发明申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本发明申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1