一种KIP折纸结构材料制造方法
一种kip折纸结构材料制造方法
技术领域
1.本发明属于材料制造技术领域,具体涉及一种kip折纸结构材料制造方法。
背景技术:
2.kip(kirigami-inspired pyramid)折纸结构复合材料广泛应用科学研究中,折叠结构超材料在近些年飞速发展,其结构形式起源于中国的一种民间折纸艺术,近代研究学者发现将折叠结构材料和现代科学相融合可以衍生出很多新兴的交叉学科,如医学折叠胶囊、可折叠机器人、航空航天折叠天线、太阳翼、超材料结构建筑等。kip折纸结构复合材料具有薄壁和折痕结构特点,使得折纸结构的材料可以按照设计的路径使薄壁结构发生塑性变形,具备可设计的轻量化,并能够实现高效吸能。
3.kip折纸结构的材料需要先做出标准的最小单元,然后再对最小单元进行组合,最小单元是kip折纸结构的基本单元。现有技术中,在制造kip折纸结构复合材料的过程中,往往采用人工的方式制造最小单元并进行拼接,由于kip折纸结构复杂,在人工制造以及拼接过程中,容易发生错误,进而影响生产效率。
技术实现要素:
4.本发明实施例的目的是提供一种kip折纸结构材料制造方法,能够解决现有技术制造kip折纸结构复合材料的过程中,往往采用人工的方式制造最小单元并进行拼接,由于kip折纸结构复杂,在人工制造以及拼接过程中,容易发生错误,进而影响生产效率的技术问题。
5.为了解决上述技术问题,本发明是这样实现的:
6.本发明实施例提供了一种kip折纸结构材料制造方法,应用于kip折纸结构材料制造设备,kip折纸结构材料制造设备包括组件制造机构、组件组合机构和烘干机构,kip折纸结构材料制造方法包括:
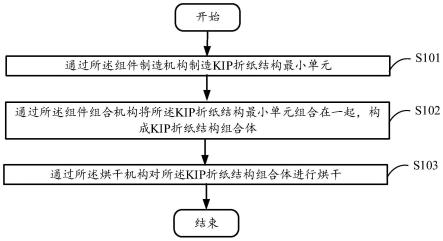
7.s101:通过组件制造机构制造kip折纸结构最小单元;
8.s102:通过组件组合机构将kip折纸结构最小单元组合在一起,构成kip折纸结构组合体;
9.s103:通过烘干机构对kip折纸结构组合体进行烘干。
10.在本发明实施例中,设计出了一种kip折纸结构材料制造方法,应用于kip折纸结构材料制造设备,kip折纸结构材料制造设备包括组件制造机构、组件组合机构和烘干机构,通过组件制造机构实现kip折纸结构最小单元的自动化制造,通过组件组合机构实现最小单元的自动化拼接,通过烘干机构实现自动化后处理,最终实现对于kip折纸结构材料的自动化制造。避免在采用人工进行制造以及拼接过程中,减少人工错误,提升生产效率。
附图说明
11.图1是本发明实施例提供的一种kip折纸结构材料制造方法的流程示意图。
12.图2是本发明实施例提供的一种kip折纸结构材料制造设备的结构示意图。
13.图3是本发明实施例提供的一种组件制造机构的结构示意图。
14.图4是本发明实施例提供的一种kip折纸结构最小单元的结构示意图。
15.本发明目的的实现、功能特点及优点将结合实施例、参照附图做进一步说明。
具体实施方式
16.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.下面结合附图,通过具体的实施例及其应用场景对本发明实施例提供的一种kip折纸结构材料制造方法进行详细地说明。
18.参照图1,示出了本发明实施例提供的一种kip折纸结构材料制造方法的流程示意图。
19.参照图2,示出了本发明实施例提供的一种kip折纸结构材料制造设备的结构示意图。
20.参照图3,示出了本发明实施例提供的一种组件制造机构10的结构示意图。
21.本发明实施例提供的一种kip折纸结构材料制造方法,应用于kip折纸结构材料制造设备,kip折纸结构材料制造设备包括组件制造机构10、组件组合机构20和烘干机构30。
22.kip折纸结构材料制造方法包括:
23.s101:通过组件制造机构10制造kip折纸结构最小单元。
24.其中,kip折纸结构最小单元可以理解为一个基础件,之后对多个kip折纸结构最小单元进行拼接可以形成kip折纸结构组合体。
25.需要说明的是,根据拟制造的目标物件的不同,可以选用不同尺寸的kip折纸结构最小单元。
26.参照图4,图4示出了本技术实施例提供的一种kip折纸结构最小单元的结构示意图。
27.图4中的kip折纸结构最小单元是一个对称的八面体,其主要参数包括长边尺寸l1、短边尺寸l2和两边之间夹角β。
28.在一种可能的实施方式中,组件制造机构10包括:机架101、转轴102、夹具103和模具104,转轴102可转动地设置于机架101,夹具103可转动地设置于机架101。模具104可拆卸地设置于夹具103中,夹具103可带动模具104旋转以将纤维预浸料缠绕在模具104上,得到kip折纸结构最小单元。
29.s101具体包括:
30.s1011:将纤维预浸料缠绕在转轴102上;
31.s1012:将模具104装夹在夹具103上;
32.s1013:拉伸纤维预浸料,并将纤维预浸料粘接在模具104上;
33.s1014:控制夹具103旋转,以使模具104旋转,将纤维预浸料缠绕在模5具104上,得到kip折纸结构最小单元。
34.可选地,纤维预浸料为环氧树脂碳纤维预浸料或环氧树脂芳纶纸预浸料。
35.需要说明的是,通过组件制造机构10实现kip折纸结构最小单元的自动化制造。
36.在一种可能的实施方式中,组件制造机构10还包括:计数器;s1014具体0为:控制夹具103旋转,在计数器所指示的旋转圈数达到预设圈数的情况下,
37.停止旋转,以使模具104旋转预设圈数,将纤维预浸料缠绕在模具104上,得到kip折纸结构最小单元。
38.需要说明的是,将纤维预浸料缠绕在模具104104上是制造kip折纸结构
39.最小单元的一个关键步骤,进一步地,缠绕圈数决定了kip折纸结构最小单元5的厚度,因此在制造过程中,缠绕圈数是不能出错的一个重要参数。通过计数
40.器来记录缠绕圈数,可以避免缠绕出错,有利于提高制造效率。
41.在一种可能的实施方式中,预设圈数可根据下述公式确定:
42.n=b/b143.其中,n表示预设圈数,b表示kip折纸结构最小单元的厚度,b1表示纤0维预浸料的厚度。
44.在一种可能的实施方式中,组件制造机构10还包括:剪断模块;s101还包括:s1015:在纤维预浸料完成缠绕的情况下,通过剪断模块对纤维预浸料进行剪断。
45.其中,通过剪断模块可以对纤维预浸料进行快速剪断,提高整体的制造效5率。
46.可选地,剪断模块可以是刀具,也可以是剪刀。
47.s102:通过组件组合机构20将kip折纸结构最小单元组合在一起,构成kip折纸结构组合体。
48.在一种可能的实施方式中,组件组合机构20包括抓取模块和压紧模块;s102具体包括:
49.s1021:通过抓取模块将kip折纸结构最小单元按照预设的结构布局进行组合,以构成kip折纸结构组合体;
50.s1022:通过压紧模块对kip折纸结构组合体进行压紧。
51.需要说明的是,通过组件组合机构20实现最小单元的自动化拼接。
52.在一种可能的实施方式中,s1021具体包括:
53.s1021a:将第一kip折纸结构最小单元的一个面与地面平行;
54.s1021b:将第二kip折纸结构最小单元的一个面与地面平行,并将第一kip折纸结构最小单元和第二kip折纸结构最小单元拼接在一起,组成第一拼接体;
55.s1021c:重复s1021a至s1021b,得到第二拼接体,将第二拼接体翻转180度,并与第一拼接体拼接在一起,得到第一组合体;
56.s1021d:重复s1021a至s1021c,得到第二组合体,将第二组合体翻转180度,并与第一组合体拼接在一起;
57.s1021e:依此类推,组合出kip折纸结构组合体。
58.在一种可能的实施方式中,压紧模块包括:底板以及与底板相对的活动板;活动板可相对于底板移动,底板与活动板之间形成第二容置空间,在kip折纸结构组合体被放入第二容置空间的情况下,活动板移动以对kip折纸结构组合体进行压紧。
59.其中,通过压紧模块对kip折纸结构组合体进行压紧,可以提升kip折纸结构组合
体的结构性能,使得kip折纸结构组合体具有更高的结构强度。
60.s103:通过烘干机构30对kip折纸结构组合体进行烘干。
61.需要说明的是,通过烘干机构30实现自动化后处理,最终实现对于kip折纸结构材料的自动化制造。
62.在一种可能的实施方式中,烘干机构30包括烘箱;s103具体包括:
63.s1031:将kip折纸结构组合体放入烘箱;
64.s1032:控制烘箱以预设温度保持预设时长,对kip折纸结构组合体进行5烘干。
65.在一种可能的实施方式中,烘干结构还包括:加热件,加热件设置于烘箱中,并可对烘箱进行加热。其中,加热件可以是电阻丝。
66.在一种可能的实施方式中,预设温度为110℃,预设时长为3小时。
67.其中,本领域技术人员可以根据kip折纸结构组合体尺寸大小的不同以及0材料的不同,选用不同的预设温度和预设时长。
68.其中,对kip折纸结构组合体进行烘干,可以提升kip折纸结构组合体的结构强度。
69.在本发明实施例中,设计出了一种kip折纸结构材料制造方法,应用于kip折纸结构材料制造设备,kip折纸结构材料制造设备包括组件制造机构10、5组件组合机构20和烘干机构30,通过组件制造机构10实现kip折纸结构最
70.小单元的自动化制造,通过组件组合机构20实现最小单元的自动化拼接,通过烘干机构30实现自动化后处理,最终实现对于kip折纸结构材料的自动化制造。避免在采用人工进行制造以及拼接过程中,减少人工错误,提升生产效率。
71.0以上仅为本发明的实施例而已,并不用于限制本发明。对于本领域技术人
72.员来说,本发明可以有各种更改和变化。凡在本发明的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本发明的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1