一种复合纤维原料及其复合纤维的制作工艺的制作方法
1.本发明属于纺织技术领域,具体为一种复合纤维原料及其复合纤维的制作工艺。
背景技术:
2.20世纪90年代,国内弹性织物基本采用成本高的氨纶和橡胶等弹性物质组成的弹力纤维进行织造,但是这些产品的断裂伸长率很大,必须用低伸长率的纤维将其包裹在里面以控制伸长,这样产量低,生产过程复杂。而一般化学纤维的卷曲为热定型成形,永久性差,弹性恢复性差,因此纤维的抱合力差,不利于纺织加工,而且服用中的形态与弹性亦差。
3.为解决上述问题,本技术提出了一种复合纤维原料及其复合纤维的制作工艺。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种复合纤维原料及其复合纤维的制作工艺,具有产品性能好、造价低的优点。
5.为实现上述目的,本发明提供如下技术方案:一种复合纤维原料,复合纤维包括中弹复合纤维与微弹复合纤维;中弹复合纤维包括半消光低粘pet、二氧化钛ⅰ;有光高粘pbt;微弹复合纤维包括半消光低粘pet、二氧化钛ⅱ;高粘半消光pet、二氧化钛ⅲ。
6.优选的,所述中弹复合纤维中半消光低粘pet组份的特性粘度为0.4-0.5 ,二氧化钛ⅰ含量0.27%-0.29%;有光高粘pbt的特性粘度为1.1-1.3。
7.优选的,所述微弹复合纤维中半消光低粘pet组份的特性粘度为0.4-0.5 ,二氧化钛ⅱ含量0.27%-0.29%;高粘半消光pet组份的特性粘度为0.8-0.9,二氧化钛ⅲ含量为0.2%-0.4%。
8.本技术还提出了一种复合纤维原料的制作工艺,具体步骤如下:s1、将有光高粘pbt切片经过干燥系统处理得到干切片;s2、干切片经过螺杆挤压机挤压熔融形成熔体a;s3、半消光低粘pet、二氧化钛ⅰ形成熔体b直接通过熔体管道输送至复合纺丝箱体;s4、两种组份熔体再分别经过各自熔体计量泵,精确计量熔体流量;s5、最后进入同一个复合纺丝组件,在组件腔内各自单独流动;s6、在出喷丝板微孔时两种组份熔体形成一束丝,含有两种组份的初生纤维经过冷却风冷却、油嘴上油、特殊牵伸定型工艺、加主网络,卷绕成丝饼。
9.本技术还提出了一种复合纤维原料的制作工艺,具体步骤如下:s1、将高粘半消光pet、二氧化钛ⅲ经过干燥系统处理得到干切片;s2、干切片经过螺杆挤压机挤压熔融形成熔体a;s3、半消光低粘pet、二氧化钛ⅱ形成熔体b直接通过熔体管道输送至复合纺丝箱体;
s4、两种组份熔体再分别经过各自熔体计量泵,精确计量熔体流量;s5、最后进入同一个复合纺丝组件,在组件腔内各自单独流动;s6、在出喷丝板微孔时两种组份熔体形成一束丝,含有两种组份的初生纤维经过冷却风冷却、油嘴上油、特殊牵伸定型工艺、加主网络,卷绕成丝饼。
10.优选的,所述s1步骤中干燥系统工作流程为湿切片脉冲输送至顶楼湿切片料仓,然后经过预结晶、干燥处理。
11.与现有技术相比,本发明的有益效果如下:本技术主要是将两种不同组份生产原料通过新型复合箱体(含复合纺丝组件)直接生产出复合纤维,成品丝除了较高的弹性性能外,还具有良好的拉伸回弹性能,色泽鲜艳,有优异的耐光性、耐氯等性能,由此纤维制成的织物手感柔软、故可用于夏季衬衣及裙料、春秋季裤料及裙料、外衣、运动服、男女时装等领域,整体制作加工难度低、成本低且应用广泛效果好。
附图说明
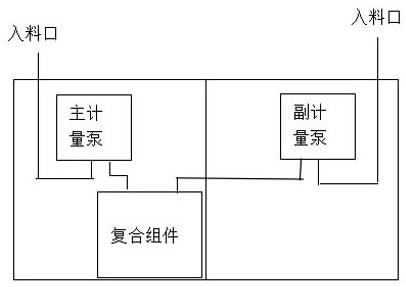
12.图1为本发明复合纺纺丝箱示意图;图2为本发明复合纺丝组件示意图。
具体实施方式
13.基于本发明中附图与实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
14.实施例1本发明提供一种技术方案:一种复合纤维原料,复合纤维为中弹复合纤维,中弹复合纤维包括半消光低粘pet、二氧化钛ⅰ;有光高粘pbt。
15.其中,所述中弹复合纤维中半消光低粘pet组份的特性粘度为0.4-0.5 ,二氧化钛ⅰ含量0.27%-0.29%;有光高粘pbt的特性粘度为1.1-1.3。
16.本技术还提出了一种复合纤维原料的制作工艺,具体步骤如下:s1、将有光高粘pbt切片经过干燥系统处理得到干切片;s2、干切片经过螺杆挤压机挤压熔融形成熔体a;s3、半消光低粘pet、二氧化钛ⅰ形成熔体b直接通过熔体管道输送至复合纺丝箱体;s4、两种组份熔体再分别经过各自熔体计量泵,精确计量熔体流量;s5、最后进入同一个复合纺丝组件,在组件腔内各自单独流动;s6、在出喷丝板微孔时两种组份熔体形成一束丝,含有两种组份的初生纤维经过冷却风冷却、油嘴上油、特殊牵伸定型工艺、加主网络,卷绕成丝饼。
17.优选的,所述s1步骤中干燥系统工作流程为湿切片脉冲输送至顶楼湿切片料仓,然后经过预结晶、干燥处理。
18.实施例2本发明提供一种技术方案:一种复合纤维原料,复合纤维为微弹复合纤维,微弹复合纤维包括半消光低粘pet、二氧化钛ⅱ;高粘半消光pet、二氧化钛ⅲ。
19.其中,所述微弹复合纤维中半消光低粘pet组份的特性粘度为0.4-0.5 ,二氧化钛ⅱ含量0.27%-0.29%;高粘半消光pet组份的特性粘度为0.8-0.9,二氧化钛ⅲ含量为0.2%-0.4%。
20.本技术还提出了一种复合纤维原料的制作工艺,具体步骤如下:s1、将高粘半消光pet、二氧化钛ⅲ经过干燥系统处理得到干切片;s2、干切片经过螺杆挤压机挤压熔融形成熔体a;s3、半消光低粘pet、二氧化钛ⅱ形成熔体b直接通过熔体管道输送至复合纺丝箱体;s4、两种组份熔体再分别经过各自熔体计量泵,精确计量熔体流量;s5、最后进入同一个复合纺丝组件,在组件腔内各自单独流动;s6、在出喷丝板微孔时两种组份熔体形成一束丝,含有两种组份的初生纤维经过冷却风冷却、油嘴上油、特殊牵伸定型工艺、加主网络,卷绕成丝饼。
21.优选的,所述s1步骤中干燥系统工作流程为湿切片脉冲输送至顶楼湿切片料仓,然后经过预结晶、干燥处理。
22.如图1和图2所示,主组分(熔体a)经分配板分配在喷丝孔的外侧,副组分(熔体b)经分配在喷丝孔的内侧。在喷丝孔的出口处由于自身热量进行热粘合,形成一根单丝,多根单丝形成一束丝。
23.在生产调试过程中,我们根据复合成品丝的弹性指标(如卷曲收缩率及沸水收缩率等指标)、布面手感及染色风格的要求,我们hyt400和hysph两大类产品的双组份混用比例目前是40-50%:60-50%(低粘组份和高粘组份混用比例)。
24.hyt400复合纤维产品的生产原料为:半消光低粘pet组份的特性粘度为0.4-0.5 ,二氧化钛含量0.28%左右;有光高粘pbt的特性粘度为1.2左右;在此需要说明的是hyt400复合纤维就是中弹复合纤维。
25.以83dtex/36fhyt400产品为例,主要生产工艺条件见下表:
按照此工艺流程和工艺条件生产的83dtex/36f hyt400复合纤维产品,卷绕成型良好,外观质量和物性指标、染色指标稳定。(物性指标见下)
产品质量指标要求如下:hyt400产品(以83/36规格为例)
‑‑
中弹复合丝纤维(弹性大小主要看
⑤⑥
两项指标;这两项指标可通过生产工艺优化而实现)
①
产品规格:根据客户需求而定,如83dtex/36f;55dtex/36f、167dtex/72f等等。
26.②
纤度不匀率≦1.0%;
③
断裂强度≧2.8cn/dtex;
④
断裂伸长率控制范围:m
±
4.0%(m中心值22%-26%-依据客户需求而调整);
⑤
卷曲收缩率控制范围:m
±
4.0%(m中心值26-45%
‑‑
依据客户需求而调整;
⑥
手工测沸水收缩率控制范围:m
±
2.0%(m中心值15-20%
‑‑
依据客户需求而调整)
⑦
含油率控制范围:m
±
0.2%(m中心值一般在0.8-1.2%
‑‑‑
依据客户需求而调整);
⑧
条干不匀率:≦1.5%(u值)
⑨
染色均匀度≧4.0级。
27.hysph复合纤维产品的原料为:半消光低粘pet组份的特性粘度为0.4-0.5 ,二氧化钛含量0.28%左右;高粘半消光pet组份的特性粘度为0.8-0.9,二氧化钛含量为0.3%左右。所生产新型复合纤维的质量稳定、已满足客户使用需求。
28.在此需要说明的是hysph复合纤维为微弹复合纤维。
29.以88dtex/36f规格的hysph产品为例,主要生产工艺条件见下表:
按照此工艺流程和工艺条件生产的88dtex/36f hysph复合纤维产品,卷绕成型良好,外观质量和物性指标、染色指标稳定。(物性指标见下表)
hysph产品(以88/36规格为例)
‑‑
微弹复合纤维
①
产品规格:根据客户需求而定,如88dtex/36f;88dtex/24f等等。
30.②
纤度不匀率≦1.0%;
③
断裂强度≧2.3cn/dtex;
④
断裂伸长率控制范围:m
±
4.0%(m中心值22%-26%-依据客户需求而调整);
⑤
卷曲收缩率一般控制范围:2-4%
⑥
手工测沸水收缩率控制范围:m
±
2.0%(m中心值10-12%
‑‑
依据客户需求而调整)
⑦
含油率控制范围:m
±
0.2%(m中心值一般在0.8-1.2%
‑‑‑
依据客户需求而调整);
⑧
条干不匀率:≦1.5%(u值)
⑨
染色均匀度≧4.0级。
31.项目的特色和创新之处:
①
在常规两组份切片纺的生产路线进行升级改造,本项目将低粘半消光pet切片组份干燥纺丝路线直接改造成由聚合提供低粘半消光pet熔体直接输送至纺丝复合箱体的主箱体。熔体的特性粘度和二氧化钛含量均可以客户产品需求进行适当调整,这些指标的调整,对后道成品布的手感、折光效果均有影响。例如二氧化钛含量可以调整到半消光(0.3%左右)、全消光(3.0%左右)两种光泽之间,形成独特的光泽。目前有个别化纤厂家是在纺丝生产线在线添加二氧化钛母粒,存在添加不均匀的现象,导致产品质量不稳定;
②
针对巴马格20头纺或24头纺卷绕设备以及日本tmt12头纺设备,喷丝板采用一分为二的纺丝技术,在设计并列复合型纺丝组件时,根据喷丝板直径不同(直径85mm;105mm;120mm)重新设计了3种规格的砂杯,每个砂杯内有四个大小相同的通孔,通孔尺寸分别是φ26*33.5mm;φ33*27mm;φ39*28mm。独特的四孔砂杯尺寸结构能够延长组件使用周期,并且每孔都采用单独计量泵精确计量技术,实现成品丝线密度的均一性。并对每个组件内采用加热媒体穿透技术,提高生产效率和产品品质;
③
在部分纺丝熔体管线(进复合纺丝箱体前)上安装了第3组份添加设备(如在线微量添加质量改进的新pet母粒组份),可根据客户要求,做一些客户特殊定制的产品,从而进入一些高档产品市场;
④
高粘原料组份可以随时柔性化转产,如可使用不同特性粘度高粘pet切片(特性粘度有0.85;特性1.0等)、不同特性粘度的pbt切片(如特性粘度1.10;特性粘度1.20)、高粘全消光pet切片、高粘回料pet切片等。两种组份之间的混用比例可以50%:50%;也可根据客户布面需求混用比例而微调为40%:60%,使得布面的风格更具有独特的风格;
⑤
通过优化调整热辊温度、纺丝温度及牵伸定型等工艺参数,可得到不同弹性指标的新型复合纤维产品。
32.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
33.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以
理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1