一种全自动的气泡薄膜制袋生产装置的制作方法
1.本实用新型属于气泡袋技术领域,具体涉及一种全自动的气泡薄膜制袋生产装置。
背景技术:
2.气泡袋主要使用高压聚乙烯气泡膜经过切膜加工,把气泡膜切成需要制袋规格尺寸,然后通过气泡膜专用制袋机{热烘热切制袋机}进行袋子的制作加工,主要运用于电子产品缓冲包装,塑料制品,金属制品,陶瓷制品,玻璃制品以及需要缓冲保护的其他产品的物流运输保护。气泡膜使用高压低密度聚乙烯加工而成,是当前普遍使用的一种透明软包装材料,用途广泛。现有的气泡袋如图1所示,一般由两层气泡膜构成,上膜与下膜之间在u形的粘合部进行粘合,上膜与下膜的一端设置开口且靠近开口的位置上膜的长度要小于下膜,便于后期进行贴附粘合剂。
3.气泡袋原理是以薄膜包含空气使之形成气泡来防止产品撞击,确保产品受到震动时起到保护作用,同时亦有保温隔热的作用,适合各行各业的不同产品包装或周转之用。由于气垫膜中间层充满空气,所以体轻,富有弹性,具有隔音,防震、防磨损的性能,它防水,防潮,抗压,适合多种物品的包装使用。传统的气泡袋制袋机一般采用手工制袋,采用手工操作使得产品一致性差、效率低、并且质量不稳定,有待改进。
4.为此,提出一种全自动的气泡薄膜制袋生产装置
技术实现要素:
5.本实用新型的目的在于提供一种全自动的气泡薄膜制袋生产装置,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种全自动的气泡薄膜制袋生产装置,包括安装架,所述安装架的上侧固定连接有导向板,所述导向板的左侧设置有卷绕辊,导向板的上表面接触连接有双层膜,所述双层膜的左端套设于卷绕辊的环侧,所述导向板的上方从左到右依次设置有分隔板,热压辊、第一切割辊以及第二切割辊,所述分隔板穿设与双层膜之间,所述分隔板的上方设置有切膜架,所述切膜架的底部固定连接有多个等距设置的方形刀,所述切膜架的上侧固定连接有四个电动推杆,四个所述电动推杆的上端固定连接有支撑架,所述热压辊的环侧固定连接有多个热压条,所述热压条为u形结构,所述热压条的位置与方形刀相匹配,所述第一切割辊的环侧固定连接有多个环形刀,所述环形刀的位置与热压条相匹配,所述第二切割辊的环侧设置有多个刀条,所述刀条与切割辊的中心轴线相平行。
7.采用上述方案,在使用时,将卷绕有双层膜的卷绕辊安装在合适的位置上,双层膜在热压辊、第一切割辊以及第二切割辊的摩擦力下沿着导向板向右移动,在接触到分隔板时,通过分隔板将上膜与下膜分隔开,通过电动推杆使切膜架向下移动,通过方形刀将下膜多出上膜的部分切出,双层膜继续移动,在与热压辊相接触时,热压辊环侧的热压条散发热
量,在与双层膜接触时,将上膜与下膜粘合在一起构成粘合部;同理在接触到第一切割辊以及第二切割辊时,分贝通过环形刀以及刀条,将粘合部周围的连接部分进行切割,对处理后的双层膜进行分拣即可,在使用时,无需人为操作,可实现自动化连续生产,生产效率高,成品质量好,便于推广使用。
8.作为一种优选的实施方式,所述导向板为表面光滑的不锈钢材质。
9.采用上述方案,导向板表面光滑,可减少阻力的同时避免损伤气泡膜。
10.作为一种优选的实施方式,所述导向板的左右两侧均固定连接有限位条,所述限位条的尺寸与双层膜的尺寸相匹配。
11.采用上述方案,通过限位条对双层膜传输时进行限位。
12.作为一种优选的实施方式,所述分隔板的底部左右两侧均设置有弧部。
13.采用上述方案,设置弧部用于保护分隔时的双层膜。
14.作为一种优选的实施方式,所述卷绕辊、热压辊、第一切割辊以及第二切割辊的前后两端均固定连接有支撑架,所述支撑架的下端固定连接在安装架的上侧,所述热压辊、第一切割辊以及第二切割辊的后侧均设置有伺服电机。
15.采用上述方案,通过支撑架对卷绕辊、热压辊、第一切割辊以及第二切割辊进行支撑固定,同时通过伺服电机对热压辊、第一切割辊以及第二切割辊进行驱动。
16.作为一种优选的实施方式,所述安装架的右侧设置有接料箱,所述接料箱为上端设有开口的长方体结构。
17.采用上述方案,切割完成后的双层膜以及气泡袋在重力的作用下掉落至接料箱中,进行集中收集。
18.与现有技术相比,本实用新型的有益效果是:
19.该全自动的气泡薄膜制袋生产装置通过设置分隔板,热压辊、第一切割辊以及第二切割辊,在使用时,无需人为操作,可实现自动化连续生产,生产效率高,成品质量好,便于推广使用;
20.该全自动的气泡薄膜制袋生产装置通过设置热压辊、第一切割辊以及第二切割辊,在使用时,无需提供额外的牵引力,可自动完成对气泡薄膜的制作,整体结构简单,生产成本低,各个位置均设置在外部,维修便捷,便于推广使用。
附图说明
21.图1为现有技术中的气泡袋结构示意图;
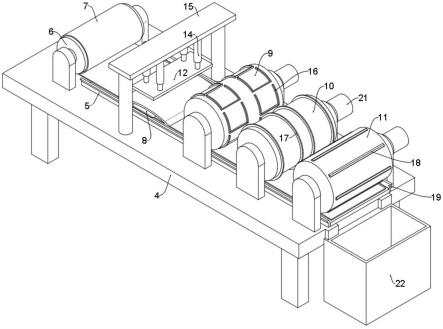
22.图2为本实用新型的结构示意图;
23.图3为本实用新型的分隔板的结构示意图;
24.图4为本实用新型的方形刀的安装结构示意图。
25.图中:1、上膜;2、下膜;3、粘合部;4、安装架;5、导向板;6、卷绕辊;7、双层膜;8、分隔板;9、热压辊;10、第一切割辊;11、第二切割辊;12、切膜架;13、方形刀;14、电动推杆;15、支撑架;16、热压条; 17、环形刀;18、刀条;19、限位条;20、弧部;21、伺服电机;22、接料箱。
具体实施方式
26.请参阅图1-4,本实用新型提供一种全自动的气泡薄膜制袋生产装置,包括安装架
4,安装架4的上侧固定连接有导向板5,导向板5为表面光滑的不锈钢材质,导向板5表面光滑,可减少阻力的同时避免损伤气泡膜;导向板5 的左侧设置有卷绕辊6,导向板5的上表面接触连接有双层膜7,双层膜7的左端套设于卷绕辊6的环侧,导向板5的左右两侧均固定连接有限位条19,限位条19的尺寸与双层膜7的尺寸相匹配,通过限位条19对双层膜7传输时进行限位。
27.导向板5的上方从左到右依次设置有分隔板8,热压辊9、第一切割辊10 以及第二切割辊11,分隔板8穿设与双层膜7之间,分隔板8的底部左右两侧均设置有弧部20,设置弧部20用于保护分隔时的双层膜7;卷绕辊6、热压辊9、第一切割辊10以及第二切割辊11的前后两端均固定连接有支撑架 15,支撑架15的下端固定连接在安装架4的上侧,热压辊9、第一切割辊10 以及第二切割辊11的后侧均设置有伺服电机21,通过支撑架15对卷绕辊6、热压辊9、第一切割辊10以及第二切割辊11进行支撑固定,同时通过伺服电机21对热压辊9、第一切割辊10以及第二切割辊11进行驱动。
28.分隔板8的上方设置有切膜架12,切膜架12的底部固定连接有多个等距设置的方形刀13,切膜架12的上侧固定连接有四个电动推杆14,四个电动推杆14的上端固定连接有支撑架15,热压辊9的环侧固定连接有多个热压条 16,热压条16为u形结构,热压条16的位置与方形刀13相匹配,第一切割辊10的环侧固定连接有多个环形刀17,环形刀17的位置与热压条16相匹配,第二切割辊11的环侧设置有多个刀条18,刀条18与切割辊的中心轴线相平行,安装架4的右侧设置有接料箱22,接料箱22为上端设有开口的长方体结构,切割完成后的双层膜7以及气泡袋在重力的作用下掉落至接料箱22中,进行集中收集。
29.在使用时,将卷绕有双层膜7的卷绕辊6安装在合适的位置上,双层膜7 在热压辊9、第一切割辊10以及第二切割辊11的摩擦力下沿着导向板5向右移动,在接触到分隔板8时,通过分隔板8将上膜1与下膜2分隔开,通过电动推杆14使切膜架12向下移动,通过方形刀13将下膜2多出上膜1的部分切出,双层膜7继续移动,在与热压辊9相接触时,热压辊9环侧的热压条16散发热量,在与双层膜7接触时,将上膜1与下膜2粘合在一起构成粘合部3;同理在接触到第一切割辊10以及第二切割辊11时,分贝通过环形刀 17以及刀条18,将粘合部3周围的连接部分进行切割,对处理后的双层膜7 进行分拣即可,在使用时,无需人为操作,可实现自动化连续生产,生产效率高,成品质量好,便于推广使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1