一种十字形丝线的定型喷丝板的制作方法
1.本实用新型涉及纺丝技术领域,特别是涉及一种十字形丝线的定型喷丝板。
背景技术:
2.衣物的布料种类多种多样,当需要织造夏季穿的衣服时,需要布料具有透气并且易排汗,这样的衣物需要使用易排汗的布料,而这种布料都有一个共同的特点,就是丝线纺织成的布料中有较多通道,使其排汗顺畅,不易堵塞热量排出,因此通道越多的布料排汗效果也越好。
3.常规纺织布料的丝线都是圆线,通道就是圆形丝线与丝线之间的缝隙,排汗通道也是固定的,缝隙较小,通道大小和数量也是固定的,身体散发的热量不是特别顺畅,因此很多衣物会使用十字形丝线来纺织布料,这种横截面是十字形的丝线纺丝成布后,通道非常多,不仅通道宽,十字形的丝线,纺织而成的布料,之间的通道是圆形通道2-4倍,而且通道远比相切的圆形间隙大得多,因此排汗顺畅,夏季穿着时非常舒适。
4.这种十字形的丝线的横截面最大尺寸与圆形丝线的直径是相同的,可以提高纤维根数增加水分传导通道,同时提高纤维的柔软性,已达到提高穿着舒适性的目的,这样的丝线更柔软,这样就会导致这种横截面是十字形的丝线强度也较低,主要是因为丝线的横截面是小于圆形丝线的横截面的,那么外部最大尺寸相同的丝线,但是十字形的丝线中间更多间隙。
5.这种十字形丝线给纺丝也会带来困难,因为其丝线中间间隙更多,导致其中间部分较横截面为圆形的丝线更细,导致十字形丝线更脆弱,在纺丝制程中容易因为与导件摩擦产生断毛丝,而且丝线在冷却过程中会因牵伸力而持续细化纤维,若冷却风因为干扰产生扰动现象,会使纱线产生不规律摆动而有纱线粗细不均一现象在后续制程中会容易产生断毛丝等问题,纺丝原料经过喷丝板,形成熔体流动,而因为夏季使用的纺丝原料需要贴身穿戴,需要更柔软的材料,而且十字形丝线的结构发生变化,导致表面积更大,交叉处的粘度也会与圆形丝线的表面粘度不同,导致纺丝制程断丝和飘丝都会激增和发生异常。
6.基于此,本实用新型设计了一种十字形丝线的定型喷丝板,以解决上述问题。
技术实现要素:
7.本实用新型的目的在于提供一种十字形丝线的定型喷丝板,能够更快速度对从喷丝板中喷出的丝线在可控范围内进行降温,使丝线快速成型,使丝线的粘度经过快速冷却而降低,有效避免因为粘度导致飘丝和断丝,也能通过降温套杆的保护,避免丝线还没冷却成型就与其他结构接触发生断毛丝现象。
8.本实用新型是这样实现的:一种十字形丝线的定型喷丝板,包括:
9.喷丝板、降温套杆和冷凝杆;
10.所述喷丝板为水平架设在纺丝设备的平板,其上均匀的开设了多个喷丝孔,每个所述喷丝孔都竖直穿透喷丝板,所述喷丝孔上端入口为圆孔,所述喷丝孔的下端出口为十
字形孔;
11.每个所述喷丝孔外环还套设了一个对接槽,所述对接槽是圆环形凹槽,所述对接槽开设在喷丝板底部平面;
12.所述冷凝杆为竖直设置的长杆,多个所述冷凝杆固设在喷丝板底部,所述冷凝杆内部开设了定型孔,所述定型孔为十字孔,所述定型孔竖直穿透冷凝杆的上下两端,每个所述喷丝孔出口端都续接了一个冷凝杆,所述冷凝杆的定型孔与喷丝孔无缝连接为整体,所述定型孔与喷丝孔上下重合;
13.所述降温套杆为两端开口的圆筒,所述降温套杆顶端能分离的锁紧在对接槽内,所述冷凝杆套装在降温套杆内部,所述降温套杆长度大于冷凝杆的长度。
14.进一步地,所述降温套杆与冷凝杆不接触,且所述降温套杆的孔径与冷凝杆的外径相差3-8mm,所述降温套杆与冷凝杆的长度差为10-30mm;
15.所述冷凝杆的长度在10-15mm之间。
16.进一步地,所述降温套杆为铜管,所述降温套杆的厚度不超过5mm,所述降温套杆的长度不低于20mm。
17.进一步地,所述冷凝杆为不锈钢长杆,所述冷凝杆与喷丝板为一体化成型的整体结构,所述定型孔与喷丝孔形状和大小都相同,所述定型孔与喷丝孔的竖直轴线重合;
18.所述冷凝杆的最大厚度不超过2mm。
19.进一步地,每个所述喷丝孔都是上大下小的阶梯状圆孔,且阶梯的连接处为上大下小的漏斗形结构。
20.本实用新型的有益效果是:1、本实用新型通过冷凝杆,延长丝线的成型距离,并且在成型过程就开始缓慢冷却,使粘度更高的十字形丝线,冷却成型更均匀,避免离开喷丝板后还是粘稠状态,本装置使丝线成型更均匀;
21.2、通过增加了降温套杆,避免丝线降温的时候直接被凉风吹,避免丝线被风吹形成飘丝,也能有效避免丝线被冷却风干扰,有效避免丝线还没有完全冷却定型时受到风干扰导致成型不均匀;
22.3、通过降温套杆的保护,使降温更加缓慢,而不是离开喷丝板后急剧降温,导致丝线冷热变化过大,导致丝线收缩不均匀,也能控制丝线在降温套杆内形成冷热均匀的降温区,使丝线成型均匀,而且不会因为过快的冷却导致堵塞冷凝杆,形成缓冲降温的效果。
附图说明
23.下面参照附图结合实施例对本实用新型作进一步的说明。
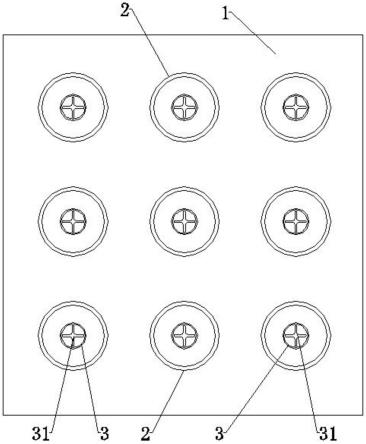
24.图1为本实用新型整体装配的底部结构仰视图;
25.图2为本实用新型剖面示意图;
26.图3为本实用新型喷丝板底部结构示意图;
27.图4为本实用新型单个冷凝杆结构示意图;
28.图5为本实用新型降温套杆结构示意图。
29.附图中,各标号所代表的部件列表如下:
30.1-喷丝板,11-喷丝孔,12-对接槽,2-降温套杆,3-冷凝杆,31-定型孔。
具体实施方式
31.请参阅图1至5所示,本实用新型提供一种技术方案:一种十字形丝线的定型喷丝板,包括:
32.喷丝板1、降温套杆2和冷凝杆3;
33.所述喷丝板1为水平架设在纺丝设备的平板,其上均匀的开设了多个喷丝孔11,每个所述喷丝孔11都竖直穿透喷丝板1,所述喷丝孔11上端入口为圆孔,所述喷丝孔11的下端出口为十字形孔;
34.每个所述喷丝孔11外环还套设了一个对接槽12,所述对接槽12是圆环形凹槽,所述对接槽12开设在喷丝板1底部平面;
35.所述冷凝杆3为竖直设置的长杆,多个所述冷凝杆3固设在喷丝板1底部,所述冷凝杆3内部开设了定型孔31,所述定型孔31为十字孔,所述定型孔31竖直穿透冷凝杆3的上下两端,每个所述喷丝孔11出口端都续接了一个冷凝杆3,所述冷凝杆3的定型孔31与喷丝孔11无缝连接为整体,所述定型孔31与喷丝孔11上下重合;
36.所述降温套杆2为两端开口的圆筒,所述降温套杆2顶端能分离的锁紧在对接槽12内,所述降温套杆2通过螺纹与对接槽12锁紧;所述冷凝杆3套装在降温套杆2内部,所述降温套杆2长度大于冷凝杆3的长度,能够更快速度对从喷丝板1中喷出的丝线在可控范围内进行降温,使丝线快速成型,使丝线的粘度经过快速冷却而降低,有效避免因为粘度导致飘丝和断丝,也能通过降温套杆2的保护,避免丝线还没冷却成型就与其他结构接触发生断毛丝现象。
37.其中,降温套杆2与冷凝杆3不接触,且所述降温套杆2的孔径与冷凝杆3的外径相差3-8mm,所述降温套杆2与冷凝杆3的长度差为10-30mm;
38.所述冷凝杆3的长度在10-15mm之间,通过降温套杆3和冷凝杆3套装的方式对丝线进行降温和保护,使得丝线得到散热均匀的降温;
39.降温套杆2为铜管,所述降温套杆2的厚度不超过5mm,所述降温套杆2的长度不低于20mm,通过降温套杆3将丝线进行保护;
40.冷凝杆3为不锈钢长杆,所述冷凝杆3与喷丝板1为一体化成型的整体结构,所述定型孔31与喷丝孔11形状和大小都相同,所述定型孔31与喷丝孔11的竖直轴线重合;
41.所述冷凝杆3的最大厚度不超过2mm,使得冷凝杆3能够对丝线形成导向和限制,使其出丝更加均匀,散热也更加均匀;
42.每个所述喷丝孔11都是上大下小的阶梯状圆孔,且阶梯的连接处为上大下小的漏斗形结构,这种喷丝孔11能够不断将丝线约束成型,形成的丝线边沿更加圆润均匀。
43.在本实用新型的一个具体实施例中:
44.本实用新型实施例通过提供一种十字形丝线的定型喷丝板,本实用新型所解决的技术问题是:1、目前十字形的丝线,因为其表面积更大,中间的交汇处,丝线的表面成型更慢,而且为了丝线更加柔软,纺丝使用的原料也更柔软,导致丝线在刚出丝时容易在拉伸过程发生断丝;2、丝线因为中间更细了,而且受力面积更大,更小的风也能使这种十字形丝线随风飘荡导致丝线与其他结构触碰粘黏,而且这种更易受力的丝线,在没有成型刚刚出丝的时候更容易受到风干扰,导致出丝不均匀和发生毛丝的情况;3、这种十字形丝线,因为其结构有两侧的展翼,使其受到风干扰更强烈,散热也更快,当丝线降温时,目前现有的结构
是喷丝板1的喷丝孔11出丝,然后通过冷风迅速降温成型,而这种丝线因为其结构会降温速度更快,使其产温度骤降,导致其冷缩过度,这样会丝线成型不均匀,而其粘度较大,导致其粘度过大,冷凝成型又过快,现有喷丝结构会使这种十字形丝线,以不正常的状态成型。
45.实现了的技术效果为:1、本实用新型通过冷凝杆3,延长丝线的成型距离,并且在成型过程就开始缓慢冷却,使粘度更高的十字形丝线,冷却成型更均匀,避免丝线离开喷丝板1后还是粘稠状态,本装置使丝线成型更均匀;
46.2、通过增加了降温套杆2,避免丝线降温的时候冷风直接作用,避免丝线被风吹形成飘丝,也能有效避免丝线被冷却风干扰,有效避免丝线还没有完全冷却定型时受到风干扰导致成型不均匀;
47.3、通过降温套杆2的保护,使降温更加缓慢,而不是离开喷丝板1后急剧降温,导致丝线冷热变化过大,导致丝线收缩不均匀,本装置能控制丝线在降温套杆2内形成冷热均匀的降温区,使丝线成型均匀,而且不会因为过快的冷却导致堵塞冷凝杆,形成缓冲降温的效果。
48.本实用新型实施例中的技术方案为解决上述问题,总体思路如下:
49.为了更好地理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
50.本实用新型在制作时,先制作常规的十字形喷丝板1,这种十字形喷丝板结构是常规结构,已经普遍使用投产了,常规的十字形喷丝板1就是一块平板,其上均匀的成矩形阵列开设多个喷丝孔11,每个喷丝孔11都是由上至下不断缩小的圆孔,只是在最下端时需要变为十字形出口,也就是图2中喷丝孔11的最下端需要是十字形出口,而喷丝孔11内部是成台阶状缩小的圆孔,台阶处用圆台的漏斗状斜面进行连续衔接,使喷丝孔11对原料进行导向喷丝,这种结构也是常规结构;
51.而本装置需要在常规的喷丝板1底部加装冷凝杆3,冷凝杆3需要与喷丝板1结构为整体,而冷凝杆3内部开设十字形定型孔31,定型孔31需要与喷丝孔11无缝衔接,其连接处需要是整体平面,因此最优选的冷凝杆3是与喷丝板1整体铸造,使得喷丝板1与冷凝杆3位整体结构,定型孔31与喷丝孔11也是整体,如此定型孔31就成为了为喷丝孔11的续接,将丝线的喷丝和成型通道加长,并且加长部分为降温部分;
52.然后在每个冷凝杆3外部套装一个降温套杆2,降温套杆2为圆筒状结构,通过螺纹锁紧在喷丝板1底部,喷丝板1底部开设对接槽12,每个喷丝孔11外部都要环设一个对接槽12,对接槽12是向上凹陷的凹槽,降温套杆2就锁紧在对接槽12内,对接槽12可以是螺纹槽,降温套杆2通过螺纹锁紧在对接槽12内,冷凝杆3的长度要小于降温套杆2的长度,使得整个冷凝杆3都处于降温套杆2内部,而且长度相差至少10mm,一般相差20mm最佳;
53.而降温套杆2与冷凝杆3竖直轴线重合,并且二者直径相差15mm。
54.本实用新型在使用时,喷丝板1底部是有轻微的冷气一直吹散降温的,风力非常小,使得常规的丝线不会被吹飘起,这个降温不仅对丝线降温,还需要对丝线产生的烟雾进行降温吸取,避免生产车间烟雾弥漫,这个烟雾是纺丝的原料加热形成的聚合物单体烟雾,因此需要降温使烟雾凝结,并将其吸走;
55.丝线从喷丝板1上方不断向下挤压,经过喷丝孔11不断约束形成十字形丝线,经由喷丝孔11下端出口喷丝成型,丝线继续经过冷凝杆3的定型孔31行进喷丝,用于成型的冷风
只会对降温套杆2形成直接作用,使得降温套杆2温度持续降低,而降温套杆2与冷凝杆3之间中空,形成隔热层,温度远低于喷丝的温度,但是又不会是直接骤然降温,而是介于冷风和喷丝温度之间,降温套杆2内会形成一个较为恒定的温度空腔,但是又没有风吹,空腔内部气压也恒定,不会受到过度的冷风作用,形成一个缓冲的降温区,而冷凝杆3的温度也是上端被熔融的丝线原料加热,而外部又被降温套杆2不断降温,如此丝线经过定型孔31成型时就是不断的缓冲降温,温度时线性降低的;
56.丝线成型后,还会在降温套杆2经过二次降温,也是恒定温度进行降温,此时丝线温度已经远低于喷丝孔11刚刚出来的高温了,丝线从降温套杆2内部不断拉出,丝线在被较冷的冷凝风降温,就已经收缩过两次了,不会形成温度骤降纺丝不均匀的情况,这样的丝线降温效果好,降温均匀,散热效果好,还因为降温套杆2的保护,受到风干扰更小,不易飘丝,而且经过冷凝杆3的导向,丝线出丝更加稳定,丝线不易与其他较冷的机构发生粘黏,使得丝线更加均匀,不易断丝。
57.虽然以上描述了本实用新型的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本实用新型的范围的限定,熟悉本领域的技术人员在依照本实用新型的精神所作的等效的修饰以及变化,都应当涵盖在本实用新型的权利要求所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1