一种涂覆模组的制作方法
1.本实用新型涉及一种涂覆模组,属于静电纺丝领域。
背景技术:
2.随着纳米科技的兴起,纳米纤维材料以其优越的性能的引起了人们的高度关注,它可广泛应用于过滤材料、生物医药、防护服装以及纳米传感器等领域。可制备连续纳米纤维材料的静电纺丝技术随之得到空前的发展。静电纺丝技术是通过高压静电产生的电场力拉伸聚合物溶液或熔体来制备纳米纤维的有效方法,具有简单直接、成形优良等优点。但传统静电纺丝技术多以单针头为主,其生产效率极低,成为静电纺丝产业化的最大障碍。
3.近几年,经过各国研究者的努力,先后提出单喷头多射流、多喷头多射流及无喷头多射流技术,但单喷头多射流及多喷头多射流技术虽然能在一定程度上提高生产效率,但其自身设计固有的缺陷无法彻底解决,如射流数量提升有限,多喷头电场相互干扰、体积较大等问题,因此无喷头静电纺丝技术得到更广泛的关注。无喷头静电纺丝即在开放的区域中由溶液尽量多地直接产生泰勒锥,从而极大提升纤维产量的技术。
4.无喷头的静电纺丝技术通过涂覆模组在高压丝上涂覆静电纺丝溶液,然后溶液形成纺丝,纺丝溶液高温下凝结导致涂覆模组涂敷头堵塞,传统涂覆模组的涂覆头难以清理。
技术实现要素:
5.本实用新型为了解决涂覆模组堵塞后难清理的问题,提供了一种涂覆模组,该涂覆模组通过基座、第一配件、第二配件中其一或其二相互配合或其三相互配合形成储液腔和/或线槽,且三者之间通过形状连接和可拆卸连接,方便了模组的拆卸,缩短了涂覆模组的清理时间。
6.本实用新型所采取的技术方案为:一种涂覆模组,包括基座、第一配件和第二配件,所述基座、第一配件、第二配件中其一或其二相互配合或其三相互配合形成储液腔和/或线槽,所述储液腔用于通入静电纺丝溶液,所述线槽用于连接高压丝,所述高压丝穿过所述线槽后所述基座可移动设置在所述高压丝上,所述储液腔与所述线槽相通,所述储液腔内的静电纺丝溶液通过所述线槽与所述高压丝接触,所述基座、第一配件和第二配件形状连接,且可拆卸连接。
7.作为一种优选方案,所述基座上设置有第一开口槽和第一腔体,所述第一配件为开口销,所述开口销插入所述第一开口槽内与所述基座连接,所述开口销上设置有与基座上的第一腔体相连通的第二腔体,所述第一腔体和第二腔体共同形成的空腔为所述储液腔。
8.作为一种优选方案,所述第一腔体和第二腔体横截面相同且同轴连通形成管状储液腔,储液腔一端开口,另一端封闭,开口端连接外部静电纺丝输液管,静电纺丝溶液通过所述静电纺丝输液管进入所述储液腔。
9.作为一种优选方案,所述开口销为设置有第二开口槽的柱状体,第二开口槽底壁
上设置所述线槽,所述线槽与开口销的轴线平行,所述第二腔体与开口销轴线垂直且贯穿开口销侧壁。
10.作为一种优选方案,所述开口销尾端设置有限位凸起,在基座上安装开口销后所述限位凸起抵接所述基座。
11.作为一种优选方案,所述第二配件为插销,所述插销插入第二开口槽内将所述第一配件与所述基座的相对位置固定。
12.作为一种优选方案,本涂覆模组还包括第三配件,第二配件与第三配件通过销与孔的方式使第一配件与基座的相对位置固定。
13.作为一种优选方案,所述基座上设置有第一开口槽,第一开口槽为柱形槽,柱形槽开口宽度小于柱形槽的直径,第一配件为开口销,开口销为柱状体,开口销侧壁上设置有第二开口槽,尾部设置有限位凸起,开口销插入第一开口槽并使限位凸起抵接所述基座,第二配件为插销,插销包括第一销体和第二销体,第一销体插入第二开口槽置于第一开口槽内,第三配件为盖板,盖板内壁与基座相适应,第二销体插入限位孔连接盖板,第一销体和第二销体垂直连接;基体本体、第一配件和第二配件相互配合形成储液腔。
14.作为一种优选方案,所述线槽内径与高压丝直径相差0.1~0.3mm。
15.本实用新型所产生的有益效果包括:本实用新型中的涂覆模组通过形状配合使基体与配件及给配件之间形成方便拆卸的结构,便于储液腔的清洗;
16.本实用新型中储液腔通过基座、第一配件与第二配件相互配合形成,便于在拆卸后对腔内残渣进行清洗;
17.本实用新型中通过基座与第一配件相互配合形成涂覆腔体与连接腔体的分离,使腔体连接外接静电纺丝输液管的接口不影响涂覆工作;
18.本实用新型中通过将线槽设置在第一配件上,使模组稳定的悬挂在高压丝上,且可以稳定的接收静电纺丝溶液;
19.本实用新型通过设置限位凸起,使各配件之间位置固定,形成稳定的储液腔;
20.更详细的有益效果将在具体实施方式部分阐述。
附图说明
21.图1 涂覆模组组装后的立体结构图;
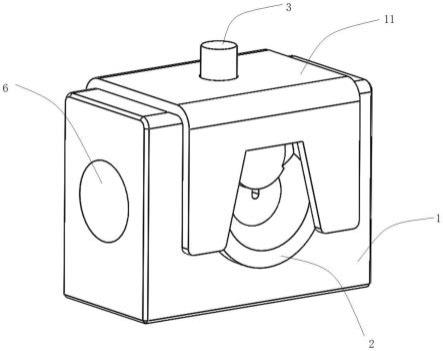
22.图2 涂覆模组拆除盖板后的立体结构图;
23.图3 涂覆模组的拆解图;
24.图4 涂覆模组的基座结构图;
25.图5 涂覆模组第一配件结构图;
26.图6 涂覆模组第二配件结构图;
27.图7 涂覆模组第三配件结构图;
28.图8涂覆模组与高压丝连接图。
具体实施方式
29.下面结合附图和具体实施例对本实用新型做进一步详细的解释说明,但应当理解为本实用新型的保护范围并不受具体实施例的限制。
30.本实用新型中的涂覆模组用于悬挂在高压丝上,通过沿高压丝往复移动向高压丝上涂覆静电纺丝溶液,其结构如图1-6,包括基座1、第一配件2、第二配件3,基座1为一基体部件,第一配件2与基座1为形成储液腔和线槽13的主体部件,第二配件3用于将主体部件固定在基体部件上,储液腔可以单设置在第一配件2上,也可以是第一配件2与基座1配合形成,还可以是基座1、第一配件2、第二配件3三者配合形成,线槽13优选设置在某一特定部件上,防止因配件连接导致的卡线问题,再优选设置在第一配件2上,此时第一配件2上设置有腔体,该腔体可以是储液腔的整体也可以是储液腔的一部分,其与线槽13相连通,在涂覆模组沿高压丝移动过程中,腔体内的静电纺丝溶液进入线槽13进而涂覆在高压丝上,基座1、第一配件2和第二配件3之间均通过形状连接,且可拆卸连接,形状连接即通过各部件之间相适配的形状进行连接或限位实现组装,在需要清洗储液腔时,相对于螺栓或过盈配合等应力组装,形状连接无需借助工具拆卸。
31.为了便于引入静电纺丝溶液,在基座1上设置第一腔体6与第一配件2上的腔体(第二腔体7)相连通共同形成储液腔,在第一腔体6的内壁上设置螺纹,用于与静电纺丝输液管螺纹连接,作为一种优选的设置方式,第一腔体6与第二腔体7均为圆柱孔12,形成的储液腔为管状储液腔,第一腔体6和第二腔体7内径相同且同轴设置,该设置一方面便于第一腔体6与第二腔体7平滑过渡,在静电纺丝溶液流经接缝处不产生阻力,另一方面,避免静电纺丝溶液在接缝处产生淤积,导致静电纺丝溶液的浪费。作为一种优选设置方式,储液腔一端开口,另一端封闭,开口端即第一腔体6设置螺纹的一端,封闭端为管状储液腔的另一端,采取储液腔只进不出的设置方式,使储液腔内的静电纺丝溶液仅通过涂覆在高压丝上消耗,保证了高压丝的涂覆量。
32.在基座1上设置一开口槽(第一开口槽4),第一配件2设置在第一开口槽4内,第二配件3用于将第一配件2固定在第一开口槽4内,第一开口槽4内壁形状与第一配件2形状相适应,作为一种具体结构,第一配件2可以是柱状体,第一开口槽4为与之相适应的柱形孔12,且柱形孔12的侧壁开口形成非闭合的柱形孔12,开口401宽度小于柱形孔12的直径,该设置有利于将第一配件2限位于第一开口槽4内。基座1上的第一腔体6通过第二腔体7连通第一开口槽4,且第一腔体6轴垂直第一开口槽4的轴,第一配件2上的第二腔体7以垂直其轴向的方向设置,且贯穿第一配件2的侧壁,在将第一配件2设置在第一开口槽4内后,第一腔体6与第二腔体7连通。
33.作为一种更具体的设置方式,第一配件2上设置有第二开口槽5,第一开口槽4与第二开口槽5方向一致,第二开口槽5沿第一配件2的侧壁设置,且与第一配件2轴向平行,在第二开口槽5的底壁上设置线槽13,第二腔体7轴向与线槽13垂直,且相交错,因而第二腔体7内的液体可以进入线槽13,第二配件3置于第二开口槽5内,第二配件3形状与第二开口槽5形状相适应,第二配件3作为插销插入第二开口槽5将第二配件3固定在基座1上。作为一种实现形式,第二开口槽5为侧壁开口的非闭合柱形孔12,第二配件3上与第二开口槽5相适应的结构为圆柱结构,在将第二配件3插入第二开口槽5后,第一配件2和第二配件3均置于第一开口槽4内,且第一开口槽4的开口宽度小于第二配件3上圆柱结构的直径,为了便于涂覆均匀,线槽13与第二腔体7的轴线交错。
34.在第一配件2的尾端设置限位凸起14且限位凸起14延伸至第二开口槽5末端,在将第一配件2插入第一开口槽4后,至限位凸起14抵接基座1时,第一腔体6和第二腔体7对接完
成,第二配件3上设置凹槽8,用于与第一配件2相配合形成第二腔体7,第二配件3在插入第二开口槽5后,至第二配件3抵接限位凸起14,第二配件3与第一配件2装配完成形成第二腔体7。
35.为了进一步起到限位作用,还设置有第三配件,第二配件3与第三配件相配合实现第一配件2的限位。第二配件3包括第一销体9和第二销体10,第一销体9用于插入第二开口槽5,第二销体10用于配合第三配件,第三配件上设置有供第二销体10插入的孔12,第三配件为盖板11,盖板11用于覆盖在基座1上以封住第一开口槽4的开口,盖板11为u型结构,包括两侧板15,其内壁与基座1结构相适应,在将基座1、第一配件2、第二配件3组装完成后,孔12与第二销体10相配合完成盖板11的组装。
36.具体的组装方法:(1)将第一配件2由第一开口槽4的第一端部18插入第一开口槽4内,并使第一腔体6与第二腔体7对接;
37.(2)将第二配件3由第一开口槽4的第二端部插入第二开口槽5内,使第二配件3的端部抵接到第一配件2端部的限位凸起14上,此时凹槽8与第二腔体7形成完成的空腔,第一端部18和第二端部分别为第一开口槽4的两端;
38.(3)安装第三配件,使第二销体10插入第三配件的孔12中;完成组装。
39.最后应说明的是:这些实施方式仅用于说明本实用新型而不限制本实用新型的范围。此外,对于所属领域的技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本实用新型的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1