一种加捻装置和使用该加捻装置的加捻机的制作方法
本发明属于纺织设备领域,尤其是涉及一种加捻装置(英文为“twistingdevice”),以及采用所述加捻装置的加捻机(twisting machine)。
背景技术:
1、纺织行业在利用纱线进行纺织之前通常都需要对原材料纱线进行一道加捻的工序,加捻是为了将两根或两根以上的原料线卷绕捻合成为股线,所述两根或两根以上的原料线可以来源自多个原材料纱线筒也可以来源于由多根原料线合并而成的单根原材料纱线。凡是在纺纱过程中,使诸如纱条、须条、纱、线、丝之类的多股原料线绕其轴线加以扭转搓动或轴向缠绕,使多股原料线获得“捻回”或包缠的都称为“加捻”。加捻可以使纤维与纤维间或单丝与单丝间相互抱合和缠结后不致松散或滑脱,并具有一定物理机械性质(如强度、伸长、弹性等)和外观特征(如光泽、毛羽、手感等)。目前主要的加捻设备主要有“倍捻机”和“环锭纺细纱机”。倍捻机名称源于其使用的一种锭子(英文为”spindle”)加捻装置可以对输入其中的经过并纱操作将多股原材料纱线合并而成的单股原材料纱线实现“一转二捻”的加捻效果。除所述锭子加捻装置之外,倍捻机和几乎所有类型的加捻机设备还包括对从其所包括的加捻装置加捻输出后的加捻后的纱线进行主动牵引收集然后卷绕成最终的成品筒纱的“收集卷绕装置”,所述收集卷绕装置通常包括一根持续旋转的辊筒(英文为”roller”,中文音译为“罗拉”)或者是包括一对紧贴在一起且相向旋转的辊筒,所述辊筒在纺织行业通常称为“卷绕罗拉”。无论所述收集卷绕装置采用单根辊筒或者一对相向旋转辊筒甚或其他任何形式的配置,实际上输入以倍捻机为代表的所有加捻机的原材料纱线都会受到所述收集卷绕装置的持续牵拉作用的。当所述收集卷绕装置采用单根辊筒的设置时,成品筒纱会随所述单根辊筒进行持续的旋转从而将经过加捻装置加捻并输出的加捻后的纱线持续地牵引出来并卷绕成作为最终产品的成品筒纱;而采用一对相向旋转辊筒的配置时则是利用两个辊筒紧密夹持着经过加捻装置加捻并输出的纱线并将其持续地从所述加捻装置中牵拉出来然后卷绕成为成品筒纱。环锭纺细纱机采用的锭子加捻装置与倍捻机不同,只能实现“一转单捻”的加捻效果,包括带动管纱的中心纡管持续旋转的锭子、牵引单根原料粗纱持续旋转加捻的钢丝圈以及钢丝圈的旋转轨道“钢领”在内的环锭纺细纱机锭子加捻装置用来将单根的原料粗纱加捻成为细纱并卷绕为管纱,之后多个管纱将在络筒机上连接成为最终产品细纱的成品筒纱。
2、如上所述的传统倍捻机和环锭纺细纱机在实际生产中其实都需要两道工序,对倍捻机来说除了其自身的加捻工序之外,在加捻工序之前还必须进行将需要加捻的多股原材料纱线合并为单根的原材料纱线并卷绕成原料筒纱的“并纱”工序;对环锭纺细纱机来说,由于管纱的直径会影响纱线的加捻程度和加捻速度所以管纱上可以卷绕的加捻细纱不能太多,故而从环锭纺细纱机产出的管纱还必须经过一道俗称“络筒”的工序将多个管纱上的细纱头尾相连接并卷绕成最终的细纱成品筒纱。
3、综上所述,倍捻机和环锭纺细纱机这两种传统的加捻设备固然巧妙,但缺陷也是很明显的,也就是两者都需要两道不同的工序,如前所述倍捻机需要进行并纱和加捻两道工序,环锭纺细纱机则需要细纱和络筒工序,不同的工序就意味着不同的场地、生产设备和两地的能耗,倘若能一步到位在一道工序当中从多根原材料纱线经并纱和加捻直接生成最终的成品筒纱及在一道工序当中一气呵成地实现从单根原材料纱线的粗纱经牵伸后加捻并直接生成最终的细纱的成品筒纱的话,就可节省并纱与络筒的两道工序的设备已经设备所需的场地和动力,大大提升经济效益与产品质量。
技术实现思路
1、为了解决上述背景技术一节指出的包括倍捻机和环锭纺细纱机在内的传统加捻设备的缺陷,本发明提供的一种加捻装置和使用该加捻装置的加捻机可以将传统的倍捻机和环锭纺细纱机所需的两个工序皆合二为一,直接从多个原料线筒一气呵成地产出成品加捻多股线筒,或者从单个粗纱筒纱一步到位生产出细纱的成品筒纱。
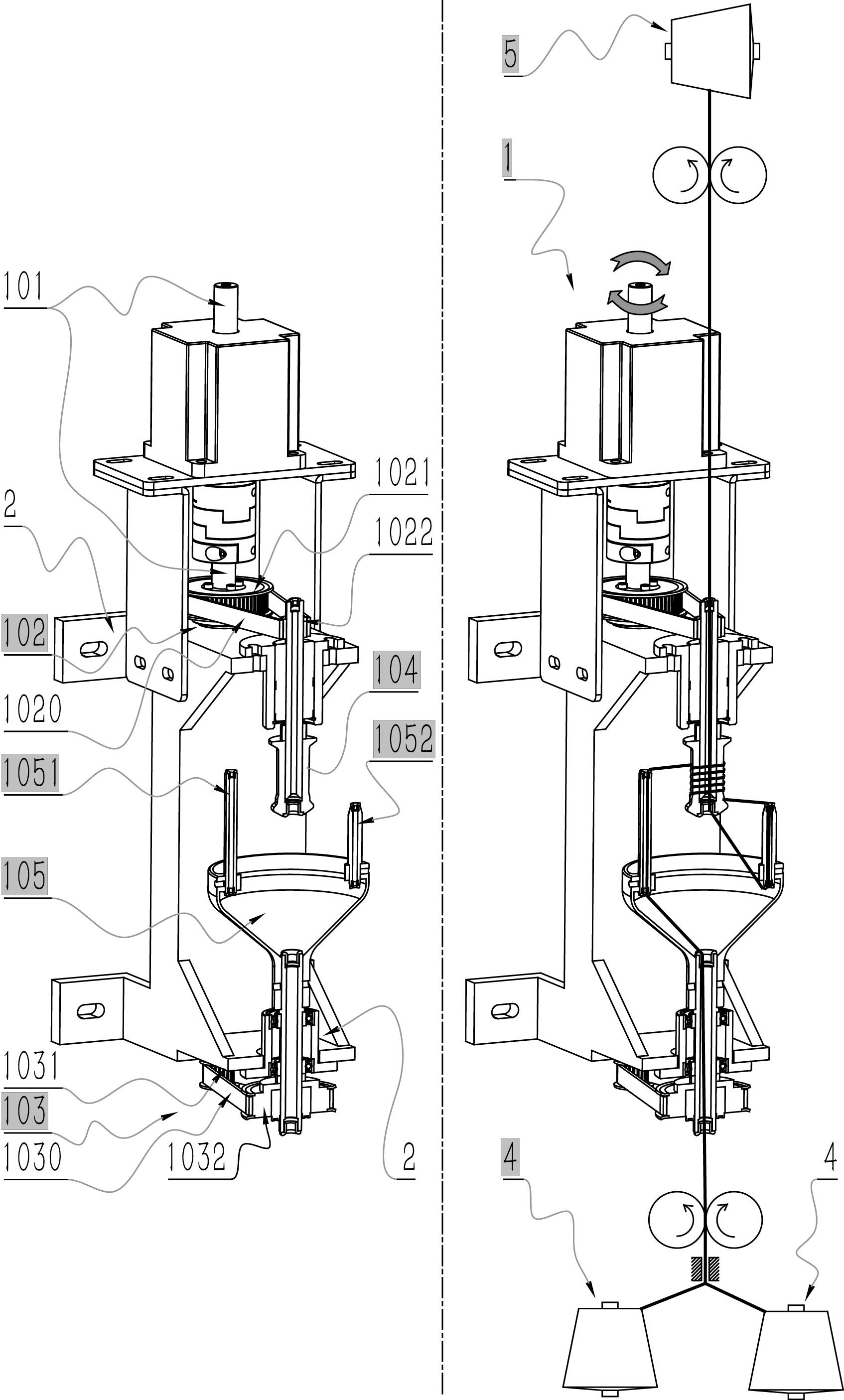
2、具体地说,本发明提供的一种加捻装置,与现有公开的加捻装置一样,也包括用来将所述加捻装置安装于加捻机上的安装支架,所述加捻装置也是被用来将输入其中的原材料纱线加捻后输出,但本发明提供所述加捻装置与现有公开加捻装置不同的特征首先在于所述加捻装置包括一个原材料纱线可以卷绕于其上的中空贯通的储纱器以及驱动所述储纱器围绕其中空贯通内部持续旋转的储纱器传动机构,所述储纱器的中空内部被用于输入所述加捻装置的原材料纱线的穿行。所述加捻装置还包括两个紧固在一起的绕纱器和驱动两个所述绕纱器围绕所述储纱器持续旋转的绕纱器传动机构,输入加捻装置的原材料纱线都将先后穿行于两个所述绕纱器;被所述储纱器传动机构驱动的所述储纱器的旋转转速可以与被所述绕纱器传动机构驱动的两个所述绕纱器的旋转转速不同;两个所述绕纱器的其中任意一个绕纱器可以被选择用于将输入所述加捻装置的原材料纱线卷绕于所述储纱器之上,而彼时另一个绕纱器就将被用于将卷绕于所述储纱器之上的原材料纱线解绕下来并输出。事实上所述储纱器的作用在本发明当中就是作为加捻后的原材料纱线的一个暂时卷绕收集处,两个所述绕纱器一个是利用其自身围绕所述储纱器的旋转而对输入本发明加捻装置的原材料纱线实施加捻操作并且利用其自身围绕所述储纱器的旋转又将加捻后的原材料纱线卷绕至所述储纱器暂时收集起来,暂时卷绕收集于所述储纱器上的原材料纱线会在另一个绕纱器的牵拉引导下从所述储纱器解绕下来并输出至使用所述加捻装置的加捻机的所述收集卷绕装置。本发明之所以设置储纱器这样一个中间卷绕收集点而不是直接将加捻后的原材料纱线输出至加捻机的收集卷绕装置的一个原因是因为作为加捻机生产出来的最终成品的成品筒纱的直径和体积往往都很大,如果让实施加捻操作的所述绕纱器直接卷绕生成成品筒纱的话,所述绕纱器围绕成品筒纱旋转的旋转半径就会很大导致所述绕纱器在旋转过程中受到的空气阻力和所述绕纱器传动机构受到的摩擦阻力都会很大,如此则不利于节约加捻机的能耗以及加捻机所占用的体积和场地;本发明之所以将所述储纱器设计为中空贯通的是因为所述储纱器和两个紧固在一起的所述绕纱器实际上构成了本发明提供的加捻装置的核心加捻组件,所述储纱器和两个绕纱器这三者当中唯有所述储纱器是围绕自身旋转的而两个所述绕纱器实际上是围绕储纱器公转的,是故无论是将输入所述加捻装置待实施加捻操作的原材料纱线引导至所述核心加捻组件当中还是将加捻后的原材料纱线输出至所述核心加捻组件之外乃至整个所述加捻装置之外,令所述原材料纱线从不参与旋转的所述储纱器的中空贯通内部直线穿行都可以避免原材料纱线不必要的围绕所述储纱器公转,从而避免产生不必要的空气阻力以达到节约使用本发明加捻装置的加捻机的能耗以及节约所述核心加捻组件乃至整个所述加捻装置的占用体积;而且所述储纱器的外部已经被用来卷绕收集加捻后的原材料纱线而且有两个所述绕纱器围绕其不停的三百六十度全方位公转旋转所以在本发明中所述储纱器的外表已经无法再提供原材料纱线的穿行通道只能将所述储纱器的内部掏空开辟一条原材料纱线顺畅少阻力的直行穿行通道了。注意对本发明提供的加捻装置来说,输入所述加捻装置的原材料纱线既可以先穿行于两个所述绕纱器之一,然后卷绕于所述储纱器外表之上,再然后经另一个绕纱器的牵引下从所述储纱器上解绕下来之后再经由所述储纱器的中空贯通内部输出于所述核心加捻组件乃至整个所述加捻装置之外;也可以先从所述储纱器的中空贯通内部进入所述核心加捻组件,然后经由所述储纱器的中空贯通内部被牵引至两个所述绕纱器之一并穿行于彼然后再被卷绕于所述储纱器的外表之上,之后再在另一个绕纱器的牵引下从所述储纱器上解绕下来之后经由另一个绕纱器输出至所述核心加捻组件乃至整个所述加捻装置之外。此外还需注意在本发明中两个所述绕线器是紧固在一起的所以两者围绕所述储纱器的旋转转速是一致的,所以两者的将加捻后的原材料纱线卷绕收集至所述储纱器上的速度和将原材料纱线从所述储纱器上解绕下来的速度是一致的,所以不必担心所述储纱器上暂时卷绕收集的原材料纱线会无限制的增加。而且在本发明中,之所以被所述储纱器传动机构驱动的所述储纱器的旋转转速可以设置成与被所述绕纱器传动机构驱动的两个所述绕纱器的旋转转速不同,就是为了控制暂时卷绕收集在所述储纱器上的原材料纱线的卷绕圈数,也即利用所述储纱器与两个所述绕纱器之间的旋转转速上的差异来控制卷绕收集在所述储纱器上的原材料纱线的数量保持在一个合适的水平。此外还需要指出本发明的一个重要技术特征,处在所述加捻装置的原材料纱线输入端与所述将输入所述加捻装置的原材料纱线卷绕于所述储纱器之上的绕纱器的原材料纱线输出端之间的原材料纱线会在被持续牵拉的状态下发生折弯,这其实是本发明提供的加捻装置可以对原材料纱线实现必需的加捻操作的充要条件。如前所述包括最常见的倍捻机在内的几乎所有类型的加捻机设备都包括对从加捻装置加捻输出后的加捻多股线进行主动牵引收集然后卷绕成最终成品的筒纱的“收集卷绕装置”,如此则使用本发明提供所述加捻装置的加捻机也必定会包括对经过所述加捻装置加捻并输出后的原材料纱线的主动牵引并收集卷绕的所述收集卷绕装置,如此则提供了对输入所述加捻装置的原材料纱线持续不断的牵拉力,在持续不断的所述牵拉力作用下的原材料纱线在折弯处就会被夹紧,所述被夹紧的原材料纱线在被所述绕纱器卷绕至所述储纱器之前会随着所述绕纱器围绕所述储纱器持续不断的公转旋转从而实现了对原材料纱线冀望的加捻操作。当然在本发明中当所述储纱器与两个所述绕纱器的旋转转速,也即旋转角速度,不一样之时,作为原材料纱线的中间暂时收集点的所述储纱器也会对输入所述加捻装置,尤其是输入所述核心加捻组件内的原材料纱线施加持续的牵拉力。在本发明中除了上述利用围绕所述储纱器持续公转旋转的所述绕纱器来对原材料纱线实施加捻,本发明还可以利用所述储纱器对输入所述核心加捻组件乃至整个所述加捻装置的原材料纱线实施加捻操作。如上所述输入所述核心加捻组件乃至所述加捻装置的原材料纱线既可以首先穿行于任一所述绕纱器然后再被卷绕于所述储纱器之上,也可以首先穿行于所述储纱器的中空贯通内部然后被牵引至一个选定的所述绕纱器,事实上输入加捻装置的原材料纱线在这两种工况下都会在被持续牵拉的状态下在出入所述储纱器的中空贯通内部时发生折弯并被夹紧从而随着所述储纱器的旋转而被实施加捻操作。如果输入所述加捻装置的原材料纱线是首先穿行于一个所述绕纱器再被卷绕于所述储纱器之上的,那么在这种工况下从所述储纱器上被另一所述绕纱器解绕下来再穿入并经由所述储纱器的中空贯通内部输出的原材料纱线势必会在被穿入所述储纱器的中空贯通内部时发生折弯,毕竟两个所述绕纱器都会围绕所述储纱器公转旋转的所以两个所述绕纱器不可能位于所处储纱器中空贯通内部的中心轴线方向上,在加上在这种工况下从所处储纱器中空贯通你内部输出的被加捻后的纱线会受到加捻机的所述收集卷绕装置的持续牵拉力,是故折弯进入所述储纱器的中空贯通内部然后再输出至加捻机的收集卷绕装置的那一部分原材料纱线肯定会在所述折弯处被夹紧从而随着所述储纱器的持续不断的自转旋转而被实施加捻;还要注意的是在这种工况下从原材料纱线在从首先穿行的一个所述绕纱器被卷绕于所述储纱器之上时,原材料纱线在离开首先穿行的所述绕纱器的时候也肯定会发生折弯,而且也是在被持续牵拉的状态下发生折弯的,这个在原材料纱线离开所述绕纱器被卷绕于所述储纱器上之前产生的折弯就让所述绕纱器可以通过绕纱器围绕储纱器的公转旋转而对原材料纱线实施加捻。对于输入所述加捻装置的原材料纱线是首先经由所述储纱器的中空贯通内部输入所述加捻装置的工况,由于两个所述绕纱器在本发明中会围绕所处储纱器公转旋转的所以从所述储纱器的中空贯通内部被牵引至任一所述绕纱器时所述原材料纱线势必会在所述储纱器的中空贯通内部的出口处发生折弯,由于后续的纱线不仅会被加捻机的所述收集卷绕装置持续牵拉,而且如前所说所述储纱器与绕纱器之间的旋转角速度不同也会产生对储纱器中空贯通内部的原材料纱线的持续不断的牵拉力,如此则从储纱器中空贯通内部被牵引至绕纱器的原材料纱线就会在储纱器中空贯通内部的出口处的折弯部位会被夹紧从而使得输入所述加捻装置的原材料纱线在所述储纱器中空贯通内部的出口处就会随所述储纱器的持续自转旋转而被实施加捻。还要注意的是在这种工况下原材料纱线从所述储纱器中空贯通的内部被牵拉至一个选定的绕纱器上穿行之时原材料纱线也会在所述选定的绕纱器上发生折弯,且由于受到加捻机的收集卷绕装置的持续牵拉以及受到由于所述储纱器和绕纱器的旋转角速度不同而产生的持续牵拉力,原材料纱线在所述选定的绕纱器上发生折弯的部位就会被夹紧从而让原材料纱线随所述绕纱器围绕储纱器的持续公转旋转而被实施加捻。综上所述,无论处于所述加捻装置以及使用了所述加捻装置的加捻机的任何一种原材料纱线不同穿行路径的工况下,所述加捻装置都可以通过所述储纱器的自转旋转以及所述绕纱器的公转旋转对原材料纱线实施加捻,尤其是当所述储纱器与所述绕纱器的旋转角速度不同之时,由于两者同一时间单位内对原材料纱线的旋转加捻施加的捻回量的不同还可以抵消原材料纱线有可能发生的一部分加捻后的捻回的退解。这也是本发明之所以设置具有中空贯通内部的且可以持续不断自转的所述储纱器的一个原因。
3、作为上述本发明基础技术方案的一种优化的实施方案,所述储纱器被设计成一个中空贯通的储纱筒,所述加捻装置包括的所述储纱器传动机构是驱动所述储纱筒围绕其中空贯通内部的轴心线持续旋转的储纱筒传动机构。将所述储纱器设置为外表细长的筒状结构的优点在于所述筒状结构的细长圆柱形外表面是一种不仅可供所述原材料纱线方便地在其上卷绕多圈以进行暂时收集的形状,而且还便于将原材料纱线的卷绕位置与解绕位置分隔出一定的距离以避免卷绕于所述储纱器上的原材料纱线与从所述储纱器上解绕下来的原材料纱线发生不必要的干涉。
4、作为上述优化实施方案的一种优选的实施方案,两个所述绕纱器都将被紧固于一个中空贯通的绕纱盘边缘,所述加捻装置包括的所述绕纱器传动机构是驱动所述绕纱盘围绕其中空贯通内部持续旋转的绕纱盘传动机构,所述绕纱盘在所述绕纱盘传动机构的驱动下将以所述储纱筒的旋转轴心线为旋转轴心线持续旋转从而使得两个所述绕纱器围绕所述储纱筒持续旋转,所述绕纱盘的中空贯通内部用于输入所述加捻装置的原材料纱线的穿行。将两个所述绕纱器都紧固在同一个中空贯通的绕纱盘边缘一来可以通过驱动单个所述绕纱盘来实现两个所述绕纱器围绕所述储纱器持续旋转的目的,二来可以利用所述绕纱盘的中空贯通内部来充当进出所述核心加捻组件的原材料纱线的直线穿行通道,毕竟两个所述绕纱器在工作时都会围绕所述储纱器不停的公转,直接通过所述绕纱器进出本发明提供的加捻装置的所述核心加捻组件的话势必会让原材料纱线产生不必要的旋转气圈,如此则会平添空气阻力和提高使用所述加捻装置的加捻机的能耗。由于所述储纱器如前所述是围绕其中空贯通内部持续旋转而在本实施方案中所述绕纱盘的旋转轴心线又与所述储纱器的旋转轴心线重合,鉴于绕纱盘本身的圆周中心对称特征所述储纱器的中空贯通内部与所述绕纱盘的中空贯通内部就形成了一条重合于同一直线上的原材料纱线的运行通道,如此则避免了原材料纱线在经过所述核心加捻组件乃至整个加捻装置时不会产生不必要平添空气阻力增大能耗的公转旋转。注意在本实施方案中,原材料纱线既可以通过所述储纱器,也即所述储纱筒的中空贯通内部输入所述加捻装置然后从所述绕纱盘的中空贯通内部输出,也可以从所述绕纱盘的中空贯通内部输入所述加捻装置然后从所述储纱器的中空贯通内部输出。使用了本发明提供的所述加捻装置的加捻机在实际实施多股原材料纱线并纱加捻或者单股粗纱的细纱加捻工序时,完全可以灵活选择是从所述储纱器的中空贯通内部还是从所述绕纱盘的中空贯通内部输入所述核心加捻组件,以及合理地和动态地调制所述储纱器驱动机构和所述绕纱器驱动机构驱动所述储纱器和绕纱器的旋转转向和转速。对于使用了本发明提供的加捻装置的加捻机来说,开始使用前需要将多股或单股的原材料纱线从所述储纱器或者绕纱盘的中空贯通内部牵引输入至所述加捻装置之中,然后在将原材料纱线在所述储纱器外表手工卷绕几圈完成所处储纱器的初始化以后牵拉至加捻机的所述收集卷绕装置,之后再开动所述加捻机就可以源源不断的对多股或单股原材料纱线实施加捻操作并直接一步到位的产出最终产品的成品筒纱。
5、作为上述优选实施方案的一种进一步优化的实施方案,所述加捻装置包括的两个所述绕纱器是两支长短不一的中空贯通的绕纱轴,两支所述绕纱轴包括的一支长绕纱轴和一支短绕纱轴的中空贯通的内部皆可用于输入所述加捻装置的原材料纱线的穿行。这里要说明首先是在本实施方案中之所以要将绕纱器设计为中空贯通且让原材料纱线在其中空贯通内部穿行是为了简化所述绕纱器牵引并穿行原材料纱线的功能,毕竟相较于车床上简单的钻孔或者拉床上一步到位的拉管工序往绕纱器上紧固安装牵引并穿行原材料纱线的零部件显得多余且耗时耗成本,然后是将两个所述绕纱器设计为一长一短的形状有利于将原材料纱线在所述储纱器上的卷绕位置和解绕位置间隔开来避免原材料纱线在所述储纱器上的卷绕收集和解绕发生不必要的干涉。
6、作为上述优化的优选实施方案的一种优选的具体实施方案,所述储纱筒传动机构与绕纱盘传动机构皆由同一根传动轴驱动,所述储纱筒传动机构与绕纱盘传动机构皆为包括主动轮、从动轮和传动带在内的带传动类型的传动机构,所述储纱筒传动机构与绕纱盘传动机构组成一个驱动所述储纱筒和所述绕纱盘以不同转速持续旋转的同轴异步传动机构。选择带传动作为所述储纱器传动机构与绕纱盘传动机构的原因是带传动机构的稳定性和低故障率,用同一根传动轴来同时驱动两个传动机构相比较于用两个分离电机独立驱动两个传动机构的优势是显而易见的。
7、最后,本发明还提供一种加捻机,和倍捻机和环锭纺细纱机这类现有公开加捻机一样,也是用于将多股或单股的原材料纱线加捻后卷绕为成品线筒,本发明提供的所述加捻机也包括前述将加捻后的原材料纱线卷绕成为成品线筒的收集卷绕装置。本发明提供的所述加捻机与现有公开的加捻机唯一不同之处就是使用本发明提供的上述加捻装置。
8、综上所述,本发明提供的一种加捻装置和使用该加捻装置的加捻机,通过对多股或单股原材料纱线经由所述加捻装置的连续旋转加捻操作并配合加捻机的所述收集卷绕装置,就可以方便的将传统的倍捻机和环锭纺细纱机所必需的两道工序整合进一台加捻机之内一气呵成的完成,成功地利用单独一台加捻机设备一步到位实现了传统倍捻机和环锭纺细纱机各自的两道分离的工序的生产目标,节约了场地,也节约了动力能源的消耗和相应的用工成本。
- 还没有人留言评论。精彩留言会获得点赞!